一种涡轮壳铸件泄漏原因分析
2021-03-01刘俊华闵立强张兴玲
刘俊华,闵立强,张兴玲
(共享装备股份有限公司,宁夏 银川 750021)
涡轮壳是涡轮增压器的关键零部件之一[1],作为涡轮增压器的外部固件,其主要作用是形成涡轮工作的腔体并对进出气导向,支撑涡轮轴及涡轮旋转组件。涡轮壳结构复杂,铸造工艺难度大,铸件质量要求高,尤其是气密性。
在对美国一家内燃压缩公司供应涡轮壳中,顾客反馈该产品在做密封性气压测试时出现批量泄漏反馈,给公司带来了较大的经济损失和信誉危机。笔者通过检测理论和生产实践研究,对涡轮壳泄漏的原因进行了分析,为生产工艺改进提供依据,同时为其他相关研究人员提供参考。
1 泄漏检测
1.1 概述
泄漏检测(LT)主要用于检测压力容器各连结部位的密封性能,焊缝是否发生泄漏以及泄漏点的定位和定量分析。泄漏检测的方法可以分为气密性试验、氨渗透试验、卤素检漏试验和氦检漏试验[2]。气密性试验是将被检试样浸在一定温度的液体里,利用一定压力状态下的干燥气体注入产品待检测腔体,用肉眼观察浸液中的试样表面有无气泡溢出,浸液一般选择性能稳定,易观测且对产品不造成损伤的液体,比如介质水。本文中的泄漏检测实质上是气密性试验。
1.2 气密性检测步骤
我司涡轮壳泄漏检测的方法步骤如图1 所示:
1)将铸件侧翻置入水中检验,看腔体周围是否漏气,如图1(b)所示;
2)将铸件倒翻置入水中检验,看腔体周围是否漏气,如图1(c)所示;
3)将铸件正面置入水中检验,看腔体周围是否漏气,如图1(d)所示。
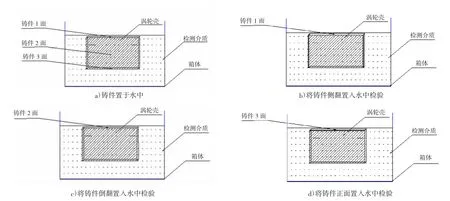
图1 涡轮壳渗漏检测步骤
通过以上三步检测,如没有漏气则铸件检测合格。
2 分析与讨论
为了找到涡轮壳在顾客处发生泄漏的根本原因,首先与顾客就泄漏细节进行详细沟通确认。涡轮壳结构及泄漏位置如图2 所示,从顾客反馈位置看,泄漏位置较为特殊,且轴孔区内侧有个通往油腔的凹腔。

图2 涡轮壳结构及泄漏位置示意图
2.1 泄漏原理分析
顾客反馈关键点:“轴孔部位每间隔约4 min~15 min 溢出一个气泡,漏气部位无法观察确认到”,此细节对于分析至关重要。
一方面,泄漏现象为“4 min~15 min 溢出一个小泡”,是偶尔单个冒泡并非连续气体溢出。根据气压检测原理论证不应该是一个单纯的贯穿缺陷漏气导致,铸件壁若是存在一个气孔、砂眼、缩孔等贯穿性缺陷应为连续溢出气泡,而且位置固定易追溯观测到;另一方面,顾客是精加工封堵后检测,溢出的气体并不是轴孔的,因为轴孔中心结构部位没有腔体,离开轴孔约15 cm 才有需气密性检测的腔体,说明气体是从周围汇聚过来的,且顾客检测时铸件是不翻转的,所以受结构遮挡限制难以获知具体漏气部位。
根据上千件涡轮壳气密性检测实践经验推测,顾客反馈的小气泡是铸件外腔壁或热节部位存在的粘砂在被水浸透过程产生的气泡。例如,把一块铸造砂芯置于水中,会产生分散气泡,但不是连续密集气泡,原因是砂子颗粒表面不光滑,表面有空气附着,当砂子受到水压影响后,微小的气泡会汇聚成一个个看得见的气泡上浮溢出水面,且浸泡时间愈长,气泡溢出愈困难。
2.2 内窥镜检查
为了验证论断是否正确,选取一件发生类似泄漏的涡轮壳对其内侧腔体进行内窥镜检查,结果如图3 所示。由于铸件清理时未将腔体表面粘砂彻底清理干净,导致涡轮壳腔体外部凹处有不同程度粘砂、灰皮存在。

图3 涡轮壳内腔壁内窥镜检查结果
2.3 实体解剖
随机选取泄漏件进行解剖,解剖结果如图4 所示,发现铸件内侧腔体外壁及内壁严重粘砂、灰皮,外铸件壁还存在局部变色,对变色壁处进行敲击后观测到存在皮下气孔。

图4 涡轮壳腔壁内外侧铸造粘砂严重
2.4 泄漏铸件复检

图5 涡轮壳皮下气孔
在推断得到验证的基础上,我司积极与顾客沟通,最终顾客同意选取一件延长检测时间观测。结果显示第一次2 min~4 min 偶发溢出气泡的气密性不合涡轮壳,在铸件复检15 min 内无泄漏,延长至16 min 后发现溢出一个小泡。随后顾客又增大压力复检1 件,几分钟后偶发单个气泡,延长检测时间后再无气泡溢出。
最终,存在问题的11 件涡轮壳复检结果证明前期反馈气密性不合漏气位置不是铸件腔壁真实泄漏,是铸件壁粘砂及顾客气密性检测工艺存在问题。通过此举不但解除了公司的信誉危机,为公司挽回了巨额损失,同时也推动顾客检测工艺改进,实现双赢。
3 结论与建议
通过上述理论分析和实践验证,证明顾客反馈的间歇性气泡并非铸件泄漏,而是附着在腔体内部的铸造粘砂在水介质浸透过程中释放气体导致,也存在顾客检测工艺不完善的原因。为提高涡轮壳铸件气密性检测的准确性及可靠性,特提出以下建议:
1)在铸件清理检测环节增加内窥镜检测,确认铸件壁无粘砂后再进行泄漏检测;
2)凹处结构易蜗聚气体,延缓气泡溢出,对于类似结构铸件应采用多角度旋转模式进行检测;
3)对于批量产品建议制定抽检频率,进行解剖验证,便于及早发现和解决产生的批量问题。
