鞍钢朝阳钢铁高炉使用修复风口实践
2021-03-01吕宝栋李泽安王振东郑强李男胡德顺刘喜亮
吕宝栋,李泽安,王振东,郑强,李男,胡德顺,刘喜亮
(鞍钢集团朝阳钢铁有限公司,辽宁 朝阳 122000)
风口是高炉系统的重要设备,需要进行定期更换。风口使用寿命是衡量高炉生产技术水平的重要指标之一。由于更换风口需要高炉休风,影响高炉作业时间,因此其使用寿命长短直接影响高炉能否长期稳定、顺行、高产。而到期的和损坏的风口在更换后会被廉价处理,造成企业生产成本的极大浪费。
鞍钢集团朝阳钢铁有限公司(以下简称“朝阳钢铁”)高炉有效容积为2600 m,有风口30个,于2010年10月13日正式送风点火投产。开炉之初,正值钢铁寒冬,企业在生产成本方面压力非常大,降低生铁成本成为了企业目标。因此,各生产工序均在可以降成本的环节挖掘潜力,其中对高炉风口设备使用方面做了研究,发现购买新风口和修复旧风口之间差价巨大,新风口单价约为21 000元,而修复风口单价约为5 400元,近乎是新风口价格的四分之一。由此,朝阳钢铁高炉从2013年开始尝试使用修复风口,并不断积累经验,制定了相应的使用条件和计划,此后修复风口在高炉上的使用数量逐年增加,取得了良好的效果。
1 风口损坏原因分析
从外表特征分析,风口损坏可分为熔损、破损和磨损三大类。
(1)风口熔损是由于受热增加,散热恶化,风口壁热量积累,温度升高造成的。当温度高于铜开始强烈氧化的温度900℃,甚至达到铜的熔点1 083℃时,风口便被烧坏。生产实际中,造成风口熔损的主要原因有:
① 炉缸堆积。当高炉炉缸堆积后,风口前端死焦柱透液性变差,造成风口前端的渣铁渗透困难,渣铁在风口前积聚,风口前端直接与渣铁接触,导致风口下部被烧坏。
②渣皮脱落。由于边缘气流不稳,造成冷却壁渣皮脱落,下到炉缸,导致炉缸局部不活,烧坏风口下部。
③操作制度不合理。当炉内边缘气流过盛时,会有少量渣铁沿炉墙下滴,滴落到风口上部,造成风口损坏。
其中第三种情况在朝阳钢铁高炉基本不存在,因为朝阳钢铁高炉煤气流分布以中心为主,边缘为辅,发展两股气流,充分保证了高炉的顺行条件,较为旺盛的中心气流减少了边缘渣铁沿炉墙的下滴。
(2)风口破损是由风口本身结构与材质引起的。风口前的高温气体、高温熔体、炉墙温度、冷却水温度温差悬殊是造成风口热应力的外因,而风口材质不纯、表面粗糙、晶粒粗大、组织疏松、存在气孔夹杂等铸造缺陷是造成热应力的内因。破损的外表特征通常为焊口开裂、龟裂、砂眼等。在朝阳钢铁高炉生产实际中,有少量风口出现了砂眼或者焊缝开裂现象。
(3)风口磨损是由于焦块和熔融物料在下降时从风口周围划过所致。铜质风口壁表面的氧化皮极易在渣铁流冲击下和巨大热负荷作用下剥落,而风口内部冷却水的不均匀分布,局部汽膜层的作用,是决定磨损部位的重要因素。此外,生产中不及时调整喷枪位置,也会造成喷枪压缩风和煤粉磨坏风口。生产过程中发现,部分风口由于煤枪角度不合理,使煤粉直接冲刷风口内壁,刷坏风口。还有高炉风口区鼓风动能过大,回旋区过大,旋转的焦炭磨坏风口,此种原因造成的风口损坏部位主要在风口上部。
对2011~2012年朝阳钢铁高炉风口损坏原因进行分析,情况见表1。从表1可以看出,高炉风口损坏主要是熔损造成的,大部分是由于计划休风、非计划休风以及焦炭质量不好,造成炉缸不活,导致风口下部被渣铁烧漏,这也就排除了其他两种原因造成风口破损,为试用修复风口找到了依据,于是从2013年开始少量使用修复风口。
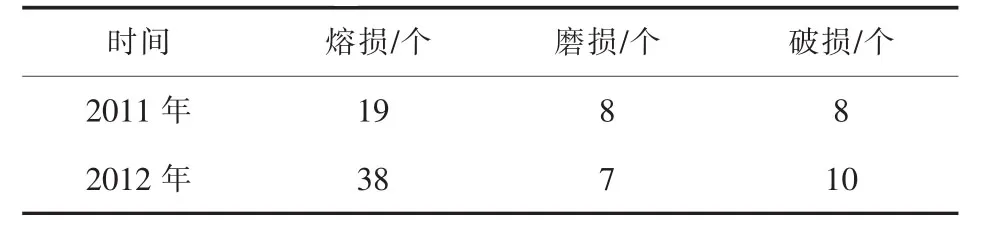
表1 2011~2012年朝阳钢铁高炉风口损坏情况Table 1 Condition of Damaged Tuyeres to BF in Chaoyang Steel from 2011 to 2012
2 修复风口使用情况
2.1 确定使用周期
2013年朝阳钢铁高炉共计使用修复风口9个,利用休风机会更换风口,对修复风口进行试验,以确定修复风口使用的可行性,通过生产实践,确定了修复风口的使用周期,详细风口使用情况见表2。
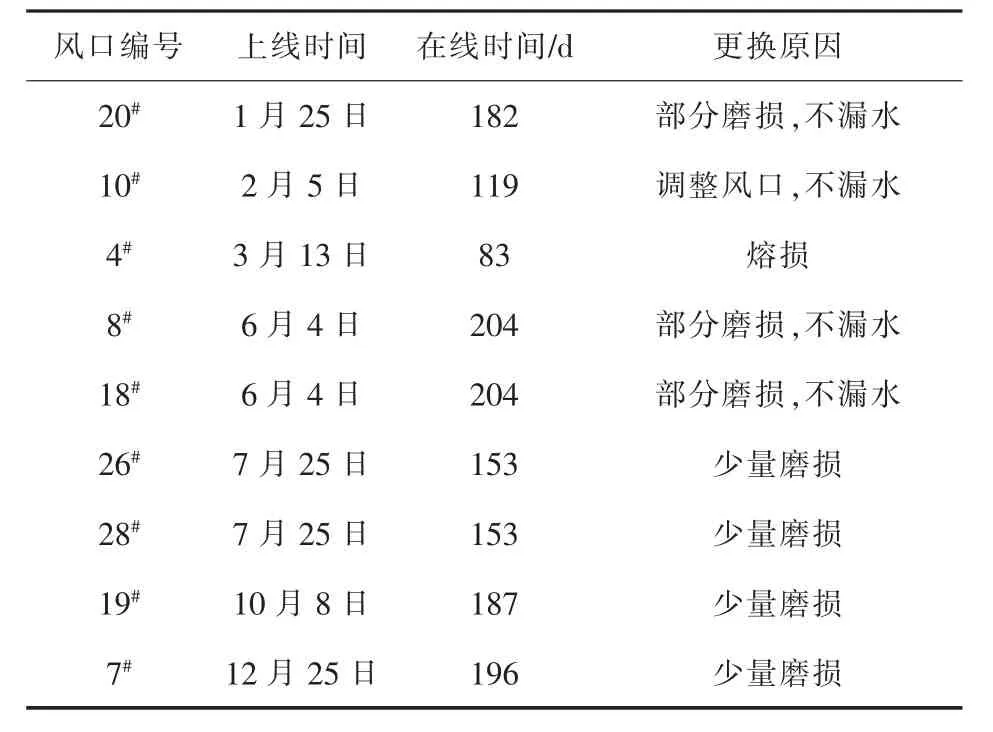
表2 2013年修复风口试验情况Table 2 Test Condition of Repaired Tuyeres in 2013
从表2可以看出,只有一个修复风口由于熔损原因导致风口漏水,因此将修复风口使用在高炉上是可行的。其中8和18风口在线204天,出现部分磨损现象,再继续使用可能造成进一步磨损,最终导致风口漏水。其余修复风口使用时间均不到半年,状态较好,因此,为保证高炉顺行,将修复风口使用周期定为半年。
2.2 使用数量和位置
从2014年开始,朝阳钢铁高炉陆续使用修复风口,均取得了较好效果。2011~2018年高炉风口使用情况见表3。
从表3可以看出,2014年以后高炉开始大量使用修复风口,使用个数超过了新风口,且保证了正常生产的运行。但需要说明的是,由于2014年8月炼钢发生事故,在朝阳钢铁单线生产的现实条件下,铁水无法平衡,高炉只能被迫降强度生产,导致高炉炉况失常,冷却壁渣皮脱落、中心气流不活跃等现象频繁发生,炉缸工作状态变差,甚至出现炉缸堆积现象,风口大量损毁,被迫休风更换,频繁休风加剧了炉缸恶化,形成了恶性循环。据数据统计,从2014年8月开始,高炉共计休风12次,累计更换坏风口69个。2011~2018年高炉风口损坏情况见表4。

表3 2011~2018年高炉风口使用情况Table 3 Condition of Tuyeres to BF in Use from 2011 to 2018
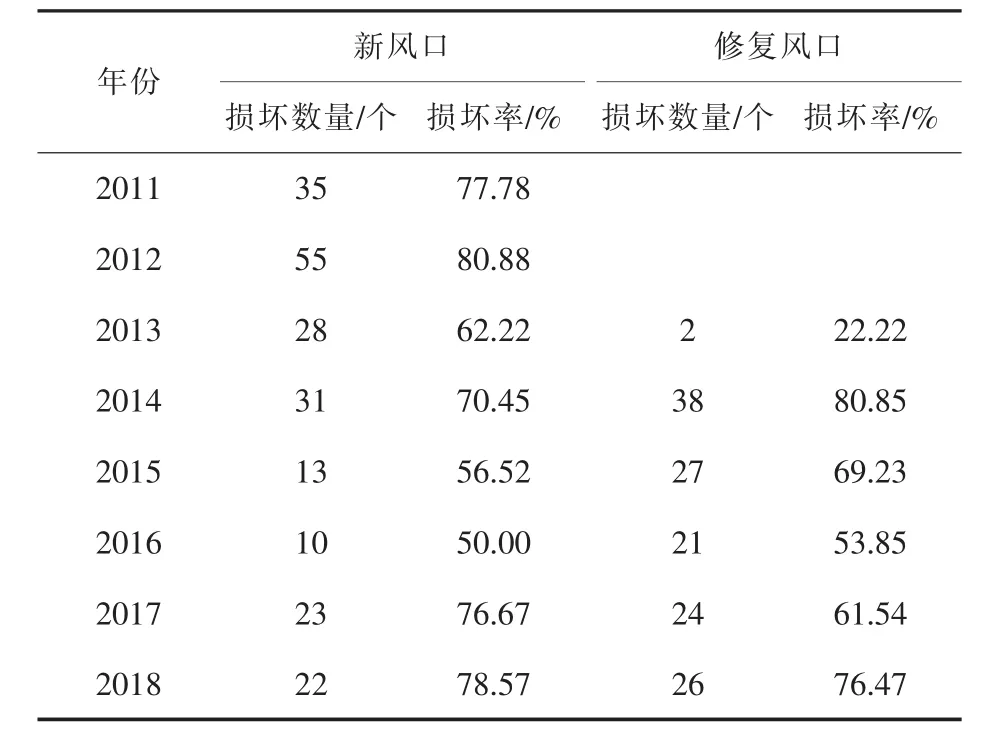
表4 2011~2018年高炉风口损坏情况Table 4 Condition of Damaged Tuyeres to BF from 2011 to 2018
从表4可以看出,2014年和2015年修复风口的损坏率明显高于新风口的损坏率,因此,从2016年开始,逐渐减少在线修复风口的数量,保证在线修复风口不超过1/3,数据显示,修复风口和新风口的损坏率基本保持一致,保证了高炉生产的正常运行。
通过实践发现,由于铁口上方风口较为活跃,受出铁等因素的影响,容易出现渣皮脱落、下料不均匀等现象,造成铁口正上方的风口容易损坏,因此,在铁口正上方不使用修复风口,在保证了高炉整体顺行条件的同时,也减少了风口损坏的个数。
3 高炉指标完成情况
由于朝阳钢铁实行单线生产,高炉一旦出现炉况波动或者异常休风将直接影响朝阳钢铁整条生产线。风口所处的生产环境较为恶劣,容易损坏,高炉被迫休风更换风口,将直接影响高炉各项生产指标。2011~2018年朝阳钢铁高炉生产指标见表5。
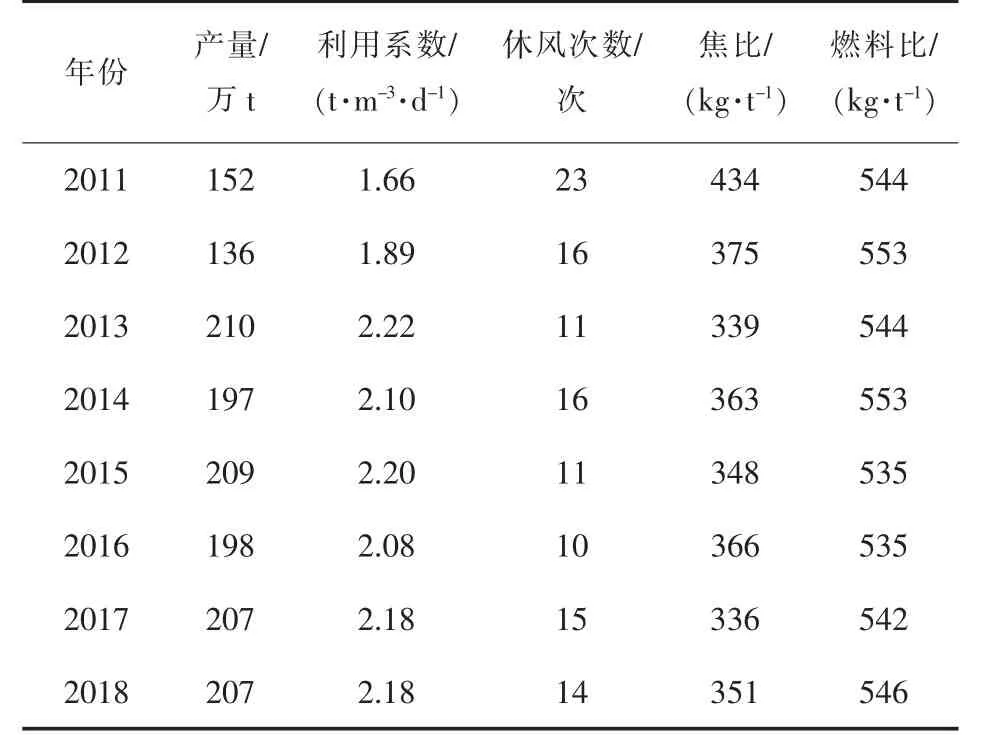
表5 2011~2018年朝阳钢铁高炉生产指标Table 5 Production Indexes for BF in Chaoyang Steel from 2011 to 2018
从表5可以看出,2014年休风次数较多,2015年和2016年休风次数均较少。据统计,2015年和2016年由于风口原因造成的休风次数也较少,两年时间里共计有3次临时休风换风口,且均不是由于风口损坏造成的,进一步验证了使用修复风口的可行性。同时,从生铁产量完成情况来看,使用修复风口以来,高炉有效容积利用系数均在 2.08 t/(m·d)以上,能够完成生产计划;燃料消耗方面,入炉焦比、燃料比均呈下降趋势,从另一个角度验证了修复风口对高炉生产没有影响。
4 修复风口对生铁成本影响
生产成本是一个企业发展和企业竞争力的重要指标,朝阳钢铁目前为单线生产,成本压力较大,修复风口在高炉生产上的成功应用,为降低生产成本提供了新的方向。2011~2018年朝阳钢铁高炉修复风口成本核算见表6。从表6中可以看出,2013~2018年,朝阳钢铁高炉使用修复风口累计节约成本322.92万元,经济效益显著,可以为同行业在节约成本方面提供参考和借鉴。
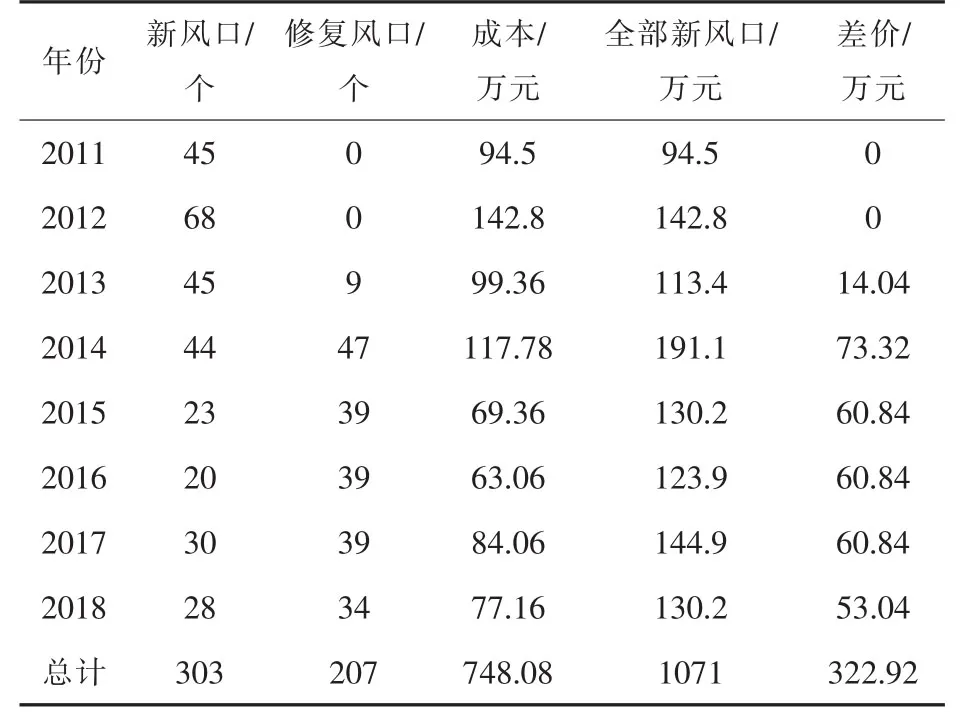
表6 2011~2018年朝阳钢铁高炉修复风口成本核算Table 6 Cost Statement for Repaired Tuyeres to BF in Chaoyang Steel from 2011 to 2018
5 结论
鞍钢集团朝阳钢铁有限公司为降低生产成本,进行了风口损坏调查,并在此基础上开展了高炉使用修复风口的生产实践,效果良好,得出结论如下:
(1)修复风口能够使用在高炉生产实践中。
(2)建议修复风口在线使用量不超过1/3,且应避开铁口正上方风口易损坏的区域。
(3)修复风口使用周期应适当缩短,建议使用周期为半年较为合理。
(4)修复风口的成功应用,为同行业降低生产成本提供了新的方向,同时也有利于资源的回收再利用。