关于DOE方法在TFT-LCD Mura设备检出率提升的应用
2021-02-28北京京东方显示技术有限公司王立夫
北京京东方显示技术有限公司 蔡 婷 王立夫 王 超
当前TFT-LCD事业飞速发展,产品质量作为企业的灵魂,关乎企业的核心竞争力。本文以8.5G TFT产线为例,将DOE方法应用在产品质量检测设备的参数优化实验设计中,希望对企业生产提供有力帮助。
Mura一词源于日本,在平板显示领域中,已将Mura作为用来表示显示器一种典型显示缺陷的一个专业术语。当前TFT-LCD各企业中,通常将Mura检测设备用于宏观不良的检查及判定。Mura检查设备在使用过程中,参数设置为核心应用环节,本文通过应用DOE实验设计方法,将Mura检测设备参数调整至最佳生产状态。
1 Mura设备的基本工作原理
Mura设备主要负责基板宏观品质的在线监控,Mura机通过CCD及光源的组合对Glass进行拍照,生成灰度图像,操作员通过观察此灰度图像进行缺陷的在线监控,详见图1所示。Mura检查机通过检测光源在PR胶上膜面的平整度的检查,由检查区CCD采集图像数据传输至PC进行处理和缺陷分析,区分出Mura区与非Mura区,最终形成图像。

图1 Mura机示意图
2 实验设计阶段
2.1 响应变量确定
本文提及的Mura检查机通过边缘强度与亮度差这两个光学参数衡量Mura的程度,数值可直接在检查机上读取。确定Y1为亮度差,Y2为边缘强度。如表1所示。

表1 响应变量确定表
2.2 因子水平选定
因子分别为X1高斯滤镜、X2中位值滤镜、X3一次微分,其中高斯滤波以及中位值滤波,常应用于图像处理的减噪过程,高斯滤波就是对整幅图像进行加权平均的过程,每一个像素点的值,都由其本身和邻域内的其他像素值经过加权平均后得到。
2.3 试验安排生成
挑因子定水平,明确Y后,结合实际可实施程度,选择全因子设计实验进行试验,使用Minitab软件生成试验方案——创建因子设计如图2所示。

图2 创建因子设计
2.4 分析结果
根据实验生成的Split,将相应的参数输入设备进行测试,并进行数据收集。在正常量产条件下实验实施如表2所示。
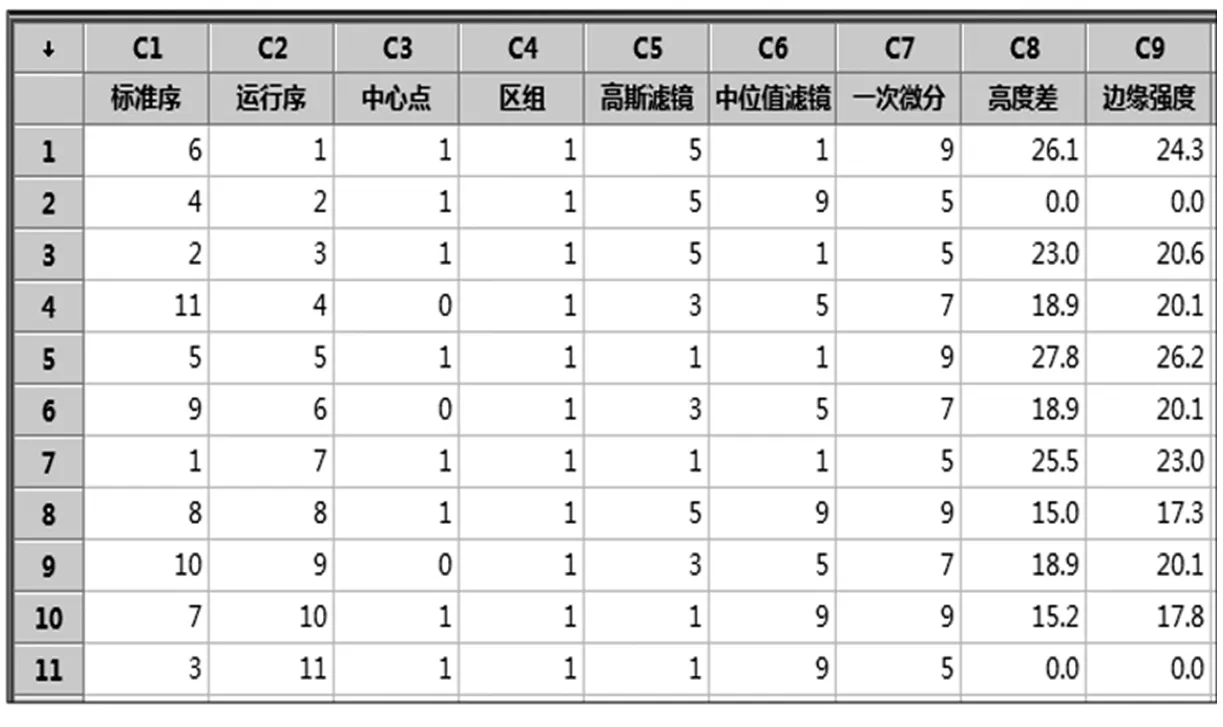
表2 正常量产条件下实验实施表
2.5 数据分析
经过使用Minitab软件进行结果的分析,显示对于Y1(亮度差):中位值滤镜*一次微分、中位值滤镜、一次微分作用显著,同时标准化效应正态图模型无失拟、说明未漏掉重要因子,如图3所示。
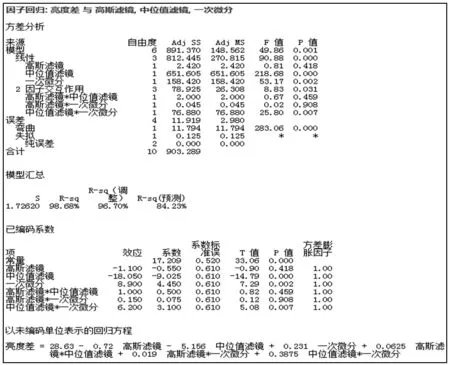
图3 亮度差因子回归分析
显示对于Y2(边缘强度)结果分析如下:中位值滤镜、一次微分、中位值滤镜*一次微分作用显著,同时标准化效应正态图模型无失拟、说明未漏掉重要因子,如图4所示。

图4 边缘强度因子回归分析
残差图诊断分析:根据响应变量、各因子的残差图,判断模型有弯曲,如图5所示。
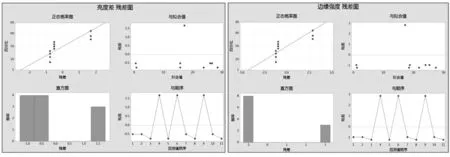
图5 残差图诊断分析

表3 缩减模型与原模型比较表
实验阶段性小结:模型有不显著项,需进一步优化模型,进行模型缩减试验设计。
2.6 缩减模型
使用Minitab软件进行结果分析优化的操作步骤,根据第一次分析结果去掉不显著项,对模型进行优化,提升模型拟合效果,如图6所示。

图6 结果分析优化
2.7 缩减模型与原模型比较
最终得出缩减后回归模型:
亮度差=26.48-4.969中位值滤镜+0.287一次微分+0.3875中位值滤镜*一次微分
边缘强度=23.49-4.928中位值滤镜+0.422一次微分+0.441中位值滤镜*一次微分
通过响应优化器得出最优参数:最优参数:中位值滤镜1,一次微分9,如图7所示。

图7 响应优化器图
2.8 结果验证
经过选取量产参数设定值与DOE优化参数分别对400sh Glass进行对比,所有缺陷检出率平均提升24.42%。
DOE方法以统计学为依托,能够大大减少实验次数同时确保科学性,从而提高工作效率,DOE为实际问题解决提供各种各样方法,如田口设计、均匀设计、回归设计等,缺陷检出是缺陷判定的基础,本项目是实现宏观检测自动化有益尝试。
