解析XLPE低压力缆绝缘制程的质量控制
2021-02-28彭旺全王烁烁
彭旺全,仲 月,李 宋,王烁烁
(1.河南华泰特种电缆集团有限公司,郑州 450041;2.双登电缆股份有限公司,江苏 泰州 225500;3.广州冠粤路桥检测有限公司,广州 510880)
0 引 言
XLPE绝缘低压力缆是配电网和工业装置中固定、安装、敷设常用的电缆,是目前应用最广泛的电力电缆之一,其性能优劣直接影响输配电系统的运行状况。近些年,由于力缆行业粗放式发展,现有力缆生产企业中,绝大部分是中小企业,而行业平均利润率一直在下降。企业产能过剩,盈利点降低,市场环境恶化,导致这些企业生产的产品部分没有质量保证。
在《2020年市场监管总局办公厅关于电线电缆等12种产品质量国家监督专项抽查情况的通报》中,共抽查了24个省(区、市)243家企业生产的409批次电线电缆产品,其中1批次产品涉嫌无证生产,15批次涉嫌假冒产品,已移送企业所在地市场监管部门处理。检验的393批次产品中,有42批次产品不合格,不合格发现率为10.7%。其中XLPE绝缘电力电缆的绝缘热延伸和热收缩率不合格问题十分突出。
因此,该文结合电缆行业通报的质量问题,重点分析XLPE绝缘低压力缆绝缘工序的质量控制要点,分析加工模具与温度的关系、交联温度与交联时间的关系、原材料对绝缘质量影响,从而找到提高质量及生产效率的方法和途径。
1 质量要求
电缆绝缘层的主要作用是使导体与周围环境或相邻导体间相互绝缘,是影响产品质量及使用安全的关键,XLPE绝缘的质量要求在GB/T12706.1—2020和GB/T31840.1—2015标准中有明确规定[1-2]。XLPE绝缘低压力缆的绝缘平均厚度不得小于标称厚度,最薄点厚度不得小于标称厚度的90%减0.1 mm,其关键质量难点详见表1。目前,关于XLPE绝缘常有市场反馈其热延伸和热收缩率试验不合格。

表1 XLPE绝缘的性能要求Table 1 Performance requirements of XLPE insulation
2 试验方法
2.1 热延伸试验
在交联的绝缘线芯上按GB/T 2951.21—2008第9章中规定制样,试样厚度控制在0.6~2.0 mm范围之内。按表1在自然换气老化箱(以下简称烘箱)上设置温度和试样载荷机械应力。当烘箱的温度达到规定要求时,将试样放置其中。试样在烘箱中有效试验温度下保持10 min,记录伸长数据,计算其载荷下伸长率。打开烘箱门,将载荷机械应力解除,并将试样继续保留5 min。然后将试样从烘箱中取出,放置冷却至室温,再次记录伸长数据,计算其冷却后永久伸长率。
试验结果应符合表1中的要求。
2.2 收缩试验
在交联的绝缘线芯上按GB/T 2951.13—2008第10章和表1的规定制样,并设置烘箱的温度。当烘箱的温度达到规定要求时,将试样放置其中。试样在烘箱中有效试验温度下保持1 h,然后将试样取出,放置冷却至室温,再次记录伸长数据,计算其收缩率。
试验结果的要求应符合表1中的要求。
3 绝缘挤出工艺要点
目前,低压力缆的XLPE绝缘原材料均采用硅烷XLPE[5]。硅烷XLPE绝缘对挤塑机的要求较高,使用的螺杆一般取长径比20~25倍,采用等距不等深双螺纹螺杆为宜,并且设备要配置分段冷却的水槽。XLPE加工温度应依据各供应商原材料的要求控制,二步法料的加工温度一般在140~210 ℃,一步法料的加工温度一般在160~250 ℃。每次开机前后一定要清理螺杆、料桶、机头及模具等,保证其生产设备清洁、干净、无任何杂质,以避免绝缘线芯在生产过程中因混入杂质而导致火花试验击穿及外观不良等问题。
因为XLPE绝缘低压力缆的绝缘厚度相对较薄,且硬度高,易开裂,在后续的成缆工序绝缘偏心处易因受到机械应力而开裂,因而要特别注重模具的选择和绝缘偏心的校正[6]。配模是否合理,将直接影响XLPE挤出的质量、产量和生产效率。由于粘流体胶料在离模后具有高弹形变,使挤出线径并不等于模套的孔径。一方面,由于冷却使制品挤包层截面收缩,外径减小;另一方面,由于制品离模后压力降至零,高弹态的XLPE因弹性回复而胀大。离模后绝缘层形状、尺寸的变化与其自身性质、挤出温度、模具尺寸和挤出压力有关。10 mm2及以上规格的XLPE绝缘一般采用半挤压式模具,其模芯和模套选择不宜过大或过小,模芯内径建议选取比导体外径大0.5~5.0 mm,模套选择时建议拉伸比取2~5。模套拉伸比过大,绝缘厚度偏大,增加制程中原材料的成本,降低生产速度;模套拉伸比过小,绝缘厚度偏小,易产生不合格品。总之,XLPE绝缘在制程中使用的模套拉伸比控制在2.5~3.0范围之内时,生产效率及产品质量最佳。这样既能保证绝缘线芯的绝缘结构尺寸、偏心及厚度要求,又能保证线芯的出线速度。6 mm2及以下规格的XLPE绝缘建议采用挤压式模具,一般选取模芯比导体外径大0.1~0.2 mm,模套比绝缘线芯外径大0.1~0.2 mm。挤出塑料配模的拉伸比K可按式(1)计算。
(1)
式中:K为塑料配模的拉伸比;D1为模套孔径,mm;D2为模芯出口内径,mm;b为模芯出口壁厚,mm;d1为XLPE线芯的外径,mm;d2为导体的外径,mm。
XLPE绝缘线芯在挤出后应先经过火花检验,因为其在此时尚未交联,属于热塑性材料,可以进行修补,一般采用简易的热塑枪加高温带进行修补,效果较好。如果不经过火花检验,一是不符合产品标准中对过程的质量要求;二是交联后XLPE属于热固性材料,线芯质量缺陷点无法完好的修复;三是容易使导体进水,导致导体氧化。
4 绝缘交联制程工艺要点
XLPE的基料是聚乙烯材料。聚乙烯的耐热性不高,导体长期允许工作温度只有70 ℃,经过交联后,其长期耐热温度从70 ℃提高到90 ℃。目前,力缆制造行业一般都采用温水或蒸汽交联。聚乙烯亲水性差,水分子在其内扩散速度很慢,从而导致交联速度很慢。绝缘厚度越大,同等交联温度下交联时间越长。绝缘线芯交联过程主要通过控制交联温度和交联时间来实现。XLPE的交联速度取决于水分子扩散到聚乙烯内的速度,在受热的情况下水分子获得能量,水分子获取的能量与温度成正比。提高水的温度,水分子扩散加快,从而提高交联速度。由于水的沸点为100 ℃,为了提高效率、节约能源,一般在85~95 ℃的水中进行温水交联。XLPE在交联过程中,分子结构也在进行调整,消除内应力,降低应力开裂[7]。通过长期生产实际经验得出,交联时间、交联温度、绝缘厚度等均与交联度有着密切的关系,水温高、绝缘薄,交联度大。
图1为各温度下的热延伸检测结果。选取绝缘厚度为1.0 mm,得出交联时间与交联温度关系,即相同时间、相同绝缘厚度时,交联温度越高,载荷下伸长率越小,交联度性能越好。
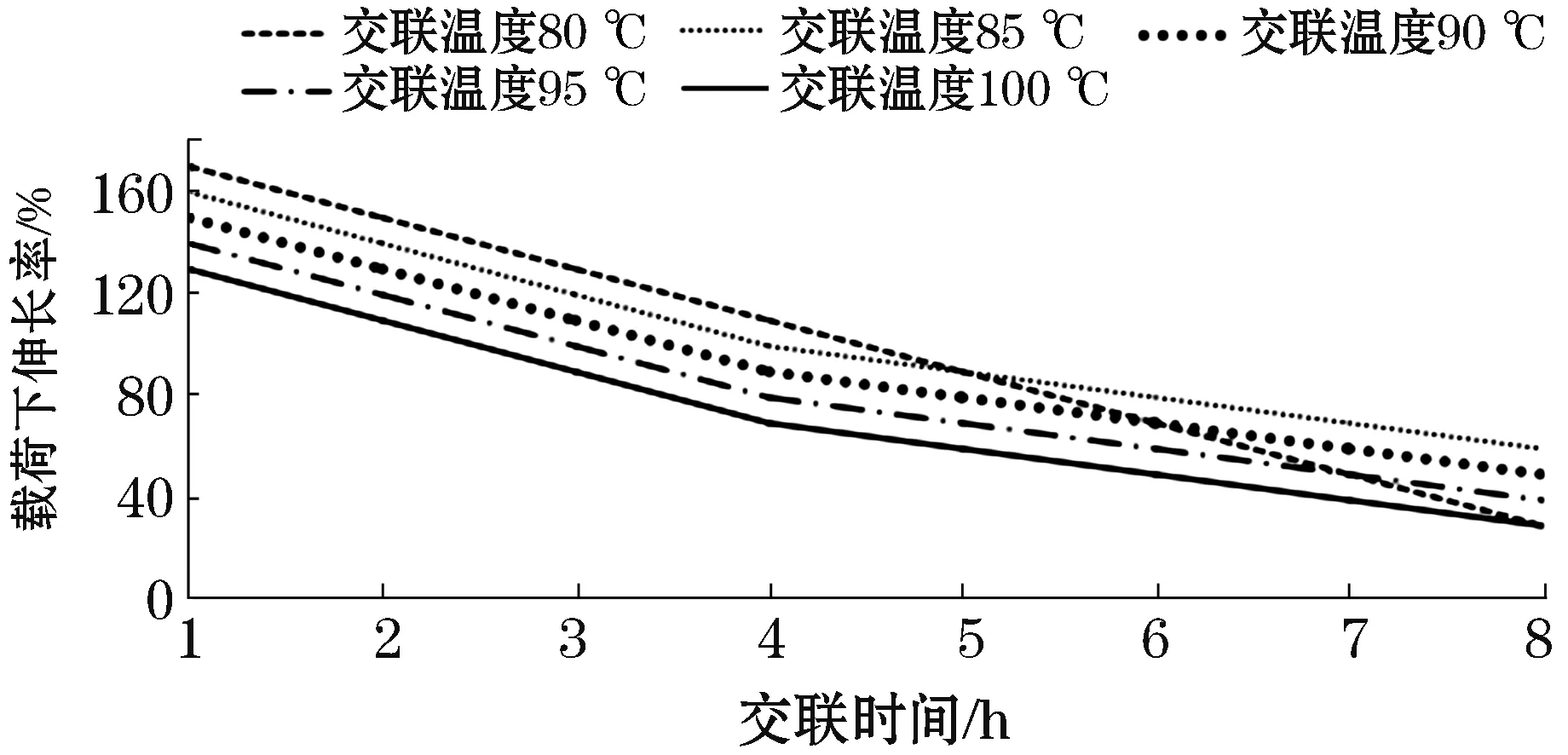
图1 不同温度下热延伸检测结果Fig.1 Thermal elongation test results at different temperatures
图2为各绝缘厚度的热延伸检测结果。选择交联温度在(90±5)℃时,得出绝缘厚度与交联时间关系,即相同时间、相同温度时,绝缘厚度越大,载荷下伸长率越大,交联度性能越差。
图3为绝缘厚度与交联时间的关系曲线。当交联温度在(90±5)℃时,载荷下伸长率控制在60%~100%,得出绝缘厚度与交联时间关系,即交联温度相同时,绝缘厚度越大,交联时间越长。
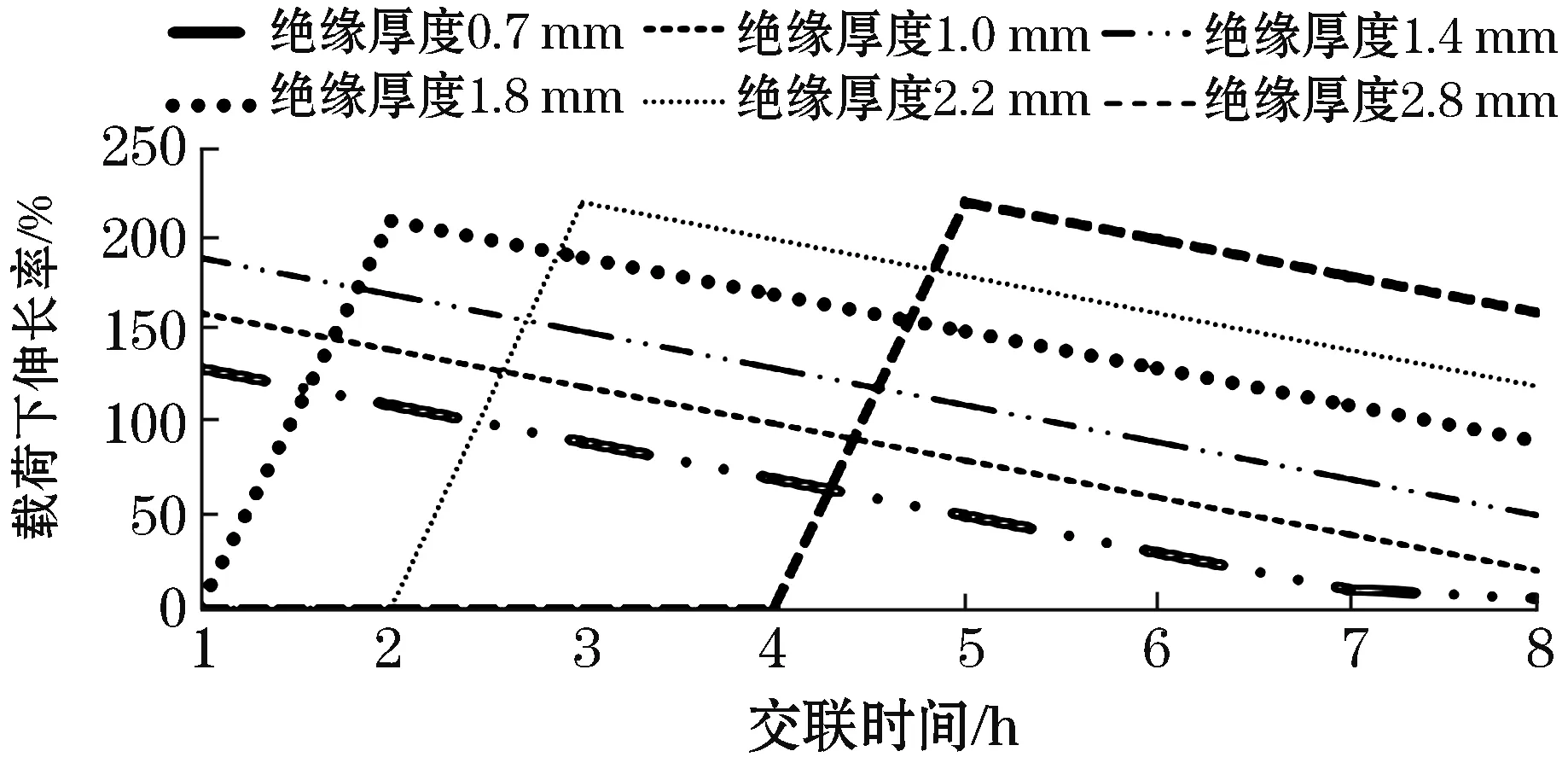
图2 不同绝缘厚度下热延伸检测结果Fig.2 Thermal extension test results under different insulation thickness
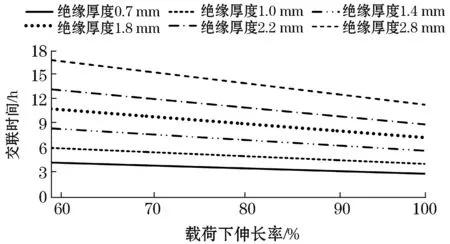
图3 绝缘厚度与交联时间的关系Fig.3 Relationship between insulation thickness and crosslinking time
结合图1~3的试验数据和长期生产实际经验,通常每1 mm XLPE绝缘需要交联4~6 h,绝缘材料的性能能够达到最佳值,载荷下伸长率控制在60%~100 %[8],预定交联时间可按式(2)计算。
t=k×δ
(2)
式中:t为(90±5)℃的交联时间,h;δ为XLPE绝缘厚度,mm;k为85~95 ℃时交联时间系数,一般取4~6 h/mm。
5 XLPE绝缘料选用
目前,低压力缆制造厂家常用的有一步法和二步法硅烷XLPE。二步法XLPE相对一步法性能更加稳定。一步法XLPE在挤包绝缘层时,易预交联,在生产中应控制好挤塑温度和停机时间,才能使XLPE绝缘料处于合理分子结构状态,保证绝缘性能稳定。
在电缆绝缘挤出过程中,XLPE在挤塑机中完成塑化、成型、定型。XLPE在塑化和成型时均需要加热,同时受到剪切和牵引拉伸作用,使得XLPE中分子的晶粒沿着纵向增大、径向减小,发生分子取向,产生收缩应力,这就导致XLPE绝缘的热收缩现象。为了研究绝缘特性,对其热收缩试验和热延伸试验对比,在相同加工温度、生产设备、生产速度和人员的情况下,通过调整模具、交联方式和材料进行分析对比,其试验结果详见表2。
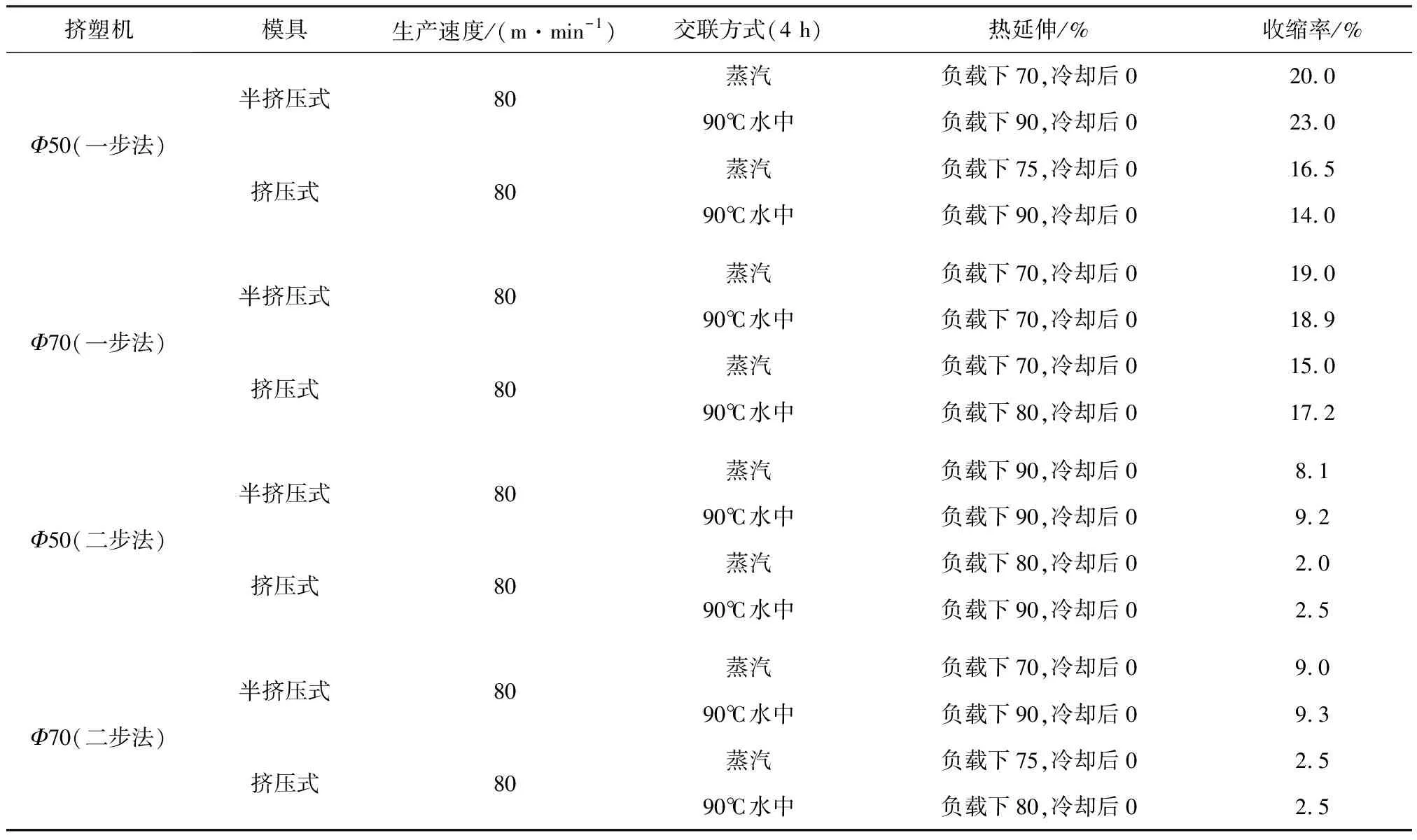
表2 XLPE绝缘的性能试验结果Table 2 Performance test results of XLPE insulation
对比表2试验数据,结果表明:
1)蒸汽交联与温水交联方式的热延伸性能相对差异较小。
2)二步法比一步法XLPE的热收缩率好,热延伸无明显变化。
3)XLPE绝缘的热延伸在合理的交联温度和交联时间条件下,其绝缘料对模具和交联方式依赖性较小。
4)挤压式模具比半挤压式模具的热收缩率好,热延伸无明显变化。XLPE绝缘料采用挤压式模具生产绝缘层,增加了模芯与模套间距,靠压力实现胶料定型,使绝缘层紧密包覆在导体上, 降低绝缘和导体之间的可剥离力,以抵消绝缘挤出时产生的收缩应力,绝缘相对不易产生热收缩。
6 结 语
综上所述,合理选择原材料、交联温度和模具是保证XLPE绝缘低压力缆绝缘质量的关键。
1)建议选用性能稳定的二步法硅烷XLPE料。
2)热延伸可以通过交联温度和计算的交联时间来控制,同时通过检验数据微调交联时间。
3)合理选用模具是保证产品生产效率、结构尺寸、热收缩的关键。模具可按该文的方案来配模。
无论选用哪种模具、原材料及交联方式,产品质量均是各制造厂家控制的核心,有效的质量控制措施和严格的质量管理程序,才是提高电缆质量的有效办法,也是企业生存发展的根本。
