支重轮轴连续感应回火工艺研究
2021-02-26郭静张龙臣马龙张代理
郭静,张龙臣,马龙,张代理
山推工程机械股份有限公司 山东济宁 272073
1 产品概述
支重轮轴是工程机械底盘件的重要零部件之一。顾名思义,支重轮总成承受着挖掘机的重量。在挖掘机行走、转弯过程中,轮体旋转,轴连接内外盖与主机台车架,因此支重轮轴不仅承受很大的压力,而且应具有良好的抗弯强度和耐磨性[1]。对零件进行感应淬火后,一般是把工件放到料筐中,用井式炉回火台车炉进行低温回火。但这样能源消耗大,工艺周期长,不能实现在线生产,产品在工序间易磕碰。由于回火不及时,有时会造成产品裂纹,给企业带来损失。感应热处理因其节能、环保、高效等特点应用越来越多。感应回火是否可以回火充分,回火后的工件是否可以满足使用性能要求?本次试验就是针对感应淬火后的工件,进行连续感应回火与台车炉回火试验对比[2]。
支重轮轴的工艺流程:下料→粗加工→调质(加热、淬火和回火)→半精加工→感应热处理(加热、淬火和回火)→磨削→包装→发货。
2 试验条件
以国内20t支重轮国标非调质钢轴[3](规格为φ60m m)为例,同样条件感应加热淬火(见图1),一部分直接进入连续感应回火炉(见图2)进行回火,工艺参数15Hz-12kW×6min,另一部分使用台车炉回火(见图3),工艺参数190℃×3h。
3 试验结果对比
将连续感应回火和台车炉回火各取一件(编号1#、2#,见图4)进行相关对比验证,结果见表1~表3。

图1 感应加热淬火

图2 连续感应回火炉

图3 台车炉回火

表1 硬度、淬硬层深度、组织晶粒度对比
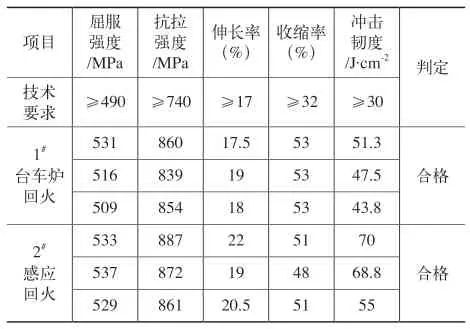
表2 力学性能对比
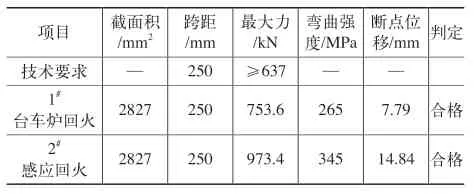
表3 压断试验对比

图4 对比试件
图5 1#试件淬硬区金相组织
图6 2#试件淬硬区金相组织
图7 1#试件基体区金相组织

图8 2#试件基体区金相组织
试验力-位移曲线如图9所示。
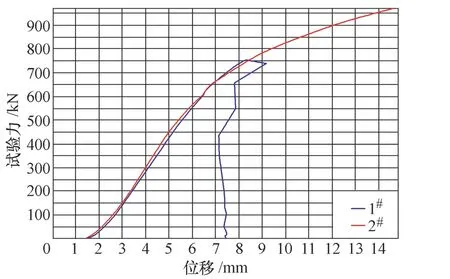
图9 试验力-位移曲线
从表1、表2以及图5~图8可以看出,使用同一批次国产非调质钢材质,采用同样的感应加热和淬火条件,连续感应回火和台车炉回火两种不同的回火方式,最终工件的表面硬度、基体硬度、淬硬层深度,以及组织、晶粒度、力学性能均基本相当,都满足标准要求。从表3、图9可以看出,虽然压断结果都合格,但连续感应回火件的压断结果比台车炉回火件的压断结果优。
4 结束语
通过非调质钢支重轮轴连续感应回火和台车炉回火工艺的对比试验,可见连续感应回火代替台车炉回火,不仅产品回火充分,而且缩短了工件淬火后的放置时间,减少了应力,起到了节能减排、提高生产效率和提升产品质量的良好效果。目前,非调质钢支重轮轴连续感应回火已在山推工程机械股份有限公司批量生产,且市场反馈良好。后续我公司会逐渐推行连续感应回火在生产中的应用。
