08Ni3DR钢焊接性试验研究
2021-02-26何前进房务农
何前进,房务农
1.黄山学院 安徽黄山 245041
2.合肥通用机械研究院 安徽合肥 230088
1 序言
08Ni3DR钢是近年来国内开发的使用在-100℃下的3.5Ni钢,改变了长期依靠国外进口的局面,已成功应用于乙烷球罐[1]、CO2产品塔[2]、预脱甲烷塔[3]等-100℃低温承压设备的建造中。本文通过试验系统地研究了08Ni3DR钢的焊接冷裂纹敏感性、焊接热输入对焊接接头力学性能的影响以及焊接接头的系列温度冲击性能。
2 试验用材料
(1)试验用钢板 试验采用国产50m m厚的08Ni3DR钢板,热处理状态为正火+回火,化学成分、力学性能标准要求及实测值分别见表1、表2。由表1、表2可见,该钢S、P含量远低于GB 3531—2014《低温压力容器用钢板》的规定、力学性能远高于标准规定要求。
(2)试验用焊条 试验焊条采用法国液化空气集团OERLIKON公司生产的牌号为E7016-C2L焊条,规格为φ4.0mm,其熔敷金属化学成分技术要求及实测值见表3,熔敷金属SR处理状态下力学性能要求及实测值见表4。

表1 试验用08Ni3DR钢板化学成分(质量分数) (%)

表2 试验用08Ni3DR钢板力学性能

表3 E7016-C2L焊条熔敷金属化学成分(质量分数) (%)

表4 E7016-C2L 焊条熔敷金属力学性能要求
由表2、表4可知,焊条熔敷金属的强度略低于钢板,低温冲击吸收能量较钢板下降较多,但仍满足-100℃,KV2≥80J的技术要求。
3 焊接冷裂纹敏感性评定试验
(1)焊接冷裂纹敏感指数 钢材的化学成分密切影响着焊接热影响区的硬度和冷裂纹倾向,国际焊接协会(IIW)、日本JIS和WES标准、美国焊接学会(AWS)根据各国钢材的特点和试验方法制定了碳当量公式,从而初步衡量钢的冷裂纹敏感性,确定预热温度、热输入等焊接工艺条件。日本的伊藤通过大量的试验[4],提出了低合金高强度钢的焊接冷裂纹敏感性指数Pcm,并结合板厚或拘束度,建立了焊接冷裂纹敏感性Pc、冷裂纹敏感性指数Pcm以及防止裂纹最低预热温度To的经验公式:


式中 [H]——采用日本JIS 3113标准测定的熔敷金属扩散氢含量(mL/100g);
t——板厚(mm);
To——最低焊前预热温度(℃)。
本试验焊条E7016-C2L熔敷金属扩散氢含量[H]≤1.5mL/100g。按上述公式计算,08Ni3DR钢Pcm=0.183%,Pc值为0.295%,To约为33℃,即防止冷裂的焊前预热温度≥33℃。按照伊藤公式计算结果,可见该钢板焊接冷裂纹敏感性较低。
(2)焊接热影响区最高硬度试验 焊接接头热影响区最高硬度试验主要用于评定钢板抗冷裂纹性能。按GB 4675.5—1984《焊接热影响区最高硬度试验方法》规定,分别在常温、预热温度75℃两种情况下进行施焊,然后按GB/T 4340—2009《金属维氏硬度试验》进行维氏硬度检验,结果如图1所示。
从图1可以看出,厚度为50mm的08Ni3DR钢板在常温和75℃预热时热影响区最高硬度值分别为227HV10、210HV10,均远低于国际焊接协会(IIW)标准规定≤350HV10的要求,表明08Ni3DR钢淬硬性倾向较低,焊接冷裂纹敏感性较小。

图1 08Ni3DR钢热影响区最高硬度试验结果
(3)斜Y坡口焊接裂纹试验 斜Y坡口焊接裂纹试验主要用于评定低碳钢及低合金钢焊接热影响区的冷裂纹敏感性,并确定合适的预热温度。按照CB/T 4364—2013《斜Y坡口焊接裂纹试验方法》,分别在室温、预热50℃、预热75℃和预热100℃下进行试验,每组试验制作2块试板,如图2所示。焊接参数:焊接电流170~180A,电弧电压22~24V,焊接速度150mm/min;首先焊接拘束焊缝,预热达到试验温度后,再焊接试验焊缝。

图2 斜Y坡口焊接裂纹试板
焊完经48h自然冷却后,首先对焊缝表面进行渗透检测,然后对试板进行解剖,经磨光、腐蚀后用放大镜观察断面和根部有无裂纹,试验结果见表5。
由表5可见,室温时,断面裂纹率为2.8%,根部裂纹率为4.66%;在预热50℃以上时裂纹率均为0%,按裂纹率<20%时可判定该钢板无冷裂纹倾向的观点,可认为50mm厚08Ni3DR钢在焊前预热在50℃以上时,实际焊接接头出现冷裂纹的可能性较小。

表5 斜Y坡口焊接裂纹试验结果
4 焊接接头力学性能试验
(1)焊接热输入的选择 焊接热输入对低合金钢焊接接头的低温韧性有显著的影响。选取4档焊接热输入(15~20kJ/cm、20~25kJ/cm、25~30kJ/cm、30~35kJ/cm),焊前预热温度≥100℃,层间温度控制在100~160℃。不同热输入焊接接头力学性能试验结果见表6,其曲线如图3、图4所示。

表6 不同焊接工艺焊接接头力学性能试验结果

图3 焊接热输入对焊缝金属-100℃KV2的影响

图4 焊接热输入对热影响区-100℃KV2的影响
由表6、图3、图4可知,在15~35kJ/cm焊接热输入范围内,随着焊接热输入的增加,焊接接头的抗拉强度略有下降,但焊缝金属和焊接热影响区-100℃冲击吸收能量呈现明显下降趋势,这是由于随着热输入的增加,冷却速度减小,晶粒尺寸增大所致。试验结果显示:焊接热输入在15~30kJ/cm时,焊接接头的强度和韧性均能满足技术要求。
(2)焊缝金属的金相组织 25~30kJ/cm热输入下的焊接接头微观金相组织如图5~图6所示。图5中,焊缝金属组织为针状铁素体+珠光体,晶粒较细,且因其Ni含量(3.5%左右)较高,针状铁素体较多。
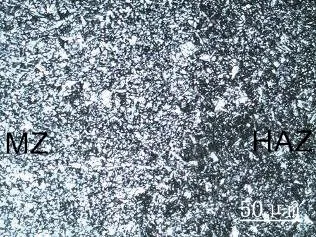
图5 焊缝区及热影响区金相组织

图6 母材区金相组织
(3)焊接接头系列温度冲击试验 试验采用立焊位置施焊,焊条选用E7016-C2L,焊接工艺为:焊条直径4.0mm,焊前经400℃×1h的烘干处理;预热温度>100℃,层间温度≤160℃;热输入为25~30kJ/cm,焊后立即进行250℃×0.5h的消氢处理,并进行2次(600±15)℃×2h的SR处理。
从焊缝中心和热影响区取样,分别进行20℃、0℃、-20℃、-40℃、-50℃、-60℃、-80℃、-100℃、-120℃、-140℃及-160℃的系列冲击试验,其KV2-T关系曲线如图7、图8所示。由图7、图8得出韧脆性转变温度见表7。

图7 焊缝中心(2次SR态)KV2—T曲线

图8 热影响区(2次SR态)KV2—T曲线

表7 焊条电弧焊焊接接头的韧性特征值
由图7、图8可知,焊缝金属及热影响区系列冲击试验曲线上平台较高,下平台不明显,韧脆性之间转变较为平缓,这与焊缝金属具有细晶组织、针状铁素体含量较多相吻合;Ni含量较高也在一定程度上抑制了焊缝金属中渗碳体的形成。从表7韧性特征值VTE来看,焊接接头韧脆转变温度较低,具有优良的低温冲击韧度。-100℃冲击试验时,SR态焊缝区、热影响区冲击吸收能量平均值分别为62J、198J。根据GB 150—2011《压力容器》中第2部分表1规定,08Ni3DR钢板及焊接接头的KV2≥24J,E7016-C2L的低温冲击吸收能量相对标准有一定的裕量,但与钢材相比还有一定差距,-100℃低温焊接材料E7016-C2L性能有待进一步提高。
5 结束语
1)根据伊藤小铁研试验经验公式、热影响区最高硬度法以及斜Y铁研试验,结果表明,08Ni3DR钢淬硬倾向较小,具有较低的焊接冷裂纹敏感性,焊前预热50℃以上时,未出现任何裂纹。考虑到工程施工的复杂性,建议50mm厚08Ni3DR钢焊前预热温度≥75℃。
2)为避免焊缝及热影响区形成粗大组织而使其冲击吸收能量严重降低,焊接时必须采用较小的焊接热输入量,热输入应控制在15~30kJ/cm。施焊时宜采用短弧、多层多道焊和快速多道焊,以减小焊道过热,并严格控制层间温度。
3)焊材E7016-C2L韧脆转变温度较低,具有优良的低温冲击性能,低温冲击吸收能量相比GB 150—2011《压力容器》的规定(-100℃时,钢板及焊接接头的KV2≥24J)有一定的裕量,但与钢材相比有一定差距,E7016-C2L性能有待进一步提高。
4)通过08Ni3DR钢焊接性分析,冷裂倾向不是焊接的主要矛盾,焊接工艺的重点是要考虑保证焊接接头的低温冲击韧度,即采用小电流、窄焊道快速焊接,严格控制焊接热输入,合理控制层间温度来保证焊接接头的低温韧性。推荐的焊接参数:预热温度>75℃,层间温度≤160℃;热输入为15~30kJ/cm,焊后立即进行250℃×0.5h的消氢处理,并进行2次(600±15)℃×2h的SR处理。
