新型环保溶剂油IP80在稀土萃取分离中的应用研究
2021-02-23赵永志候少春王晶晶郝一凡赵军
文|赵永志 候少春 王晶晶 郝一凡 赵军
1.引言
我国稀土资源丰富,单一及混合稀土产品的生产几乎全部采用溶剂萃取分离工艺。在稀土萃取分离过程中,普遍采用的萃取剂有磷酸酯类萃取剂(P507、P204)、有机羧酸(环烷酸)、胺类萃取剂(N235),溶剂一般有煤油及异辛醇,由于煤油闪点较低,在生产过程中易挥发,产生VOCs有机废气。为减少萃取过程中煤油的挥发,在稀土萃取分离过程中,一般将普通煤油与浓硫酸混合进行磺化反应,获得磺化煤油,使其具有良好的物理性能和稳定的化学性质,能与P507、P204、环烷酸、N235等萃取剂以特定浓度混合均匀后与稀土溶液发生萃取反应,体现了诸多性能及成本优势,多年来被广泛用于各家稀土企业及有色冶金行业。但使用过程中发现了诸多问题,其中之一就是用作稀释剂的磺化煤油闪点较低,挥发比较快,特别在萃取金属离子方面,由于反应体系温度较高,磺化煤油挥发快、用量大,主要以挥发和溶解损失为主,挥发至空气中的煤油具有环保和安全隐患,同时煤油的挥发也对企业造成损失。
在严格的环保政策要求下,稀土萃取分离行业急需找到一种成本低、效果好、环境友好的有机稀释剂,从源头减少挥发性有机气体是解决问题的有效途径。挥发率低、高闪点高、密度小、价格适宜的环保溶剂油替代普通煤油、白煤油,可有效减少VOCs排放量,改善生产现场空气质量,从源头解决环境问题,同时降低企业生产成本。
本文以内蒙古伊泰宁能精细化工有限公司生产的新型环保稀释剂——异构烷烃IP80为研究对象,开展了其在镧铈萃取过程中的应用研究。
2.实验材料及方法
2.1 实验材料
除油混合镧铈料液(北方稀土冶炼厂)、白溶剂油(GR)(下简称白油)、IP80(内蒙古伊泰宁能精细化工有限公司GR)、GV-18A(优塔化工GR)、P507(GR)、氨水(AR)、浓盐酸(AR)、浓硫酸(AR)。
混合镧铈料液成分如下:

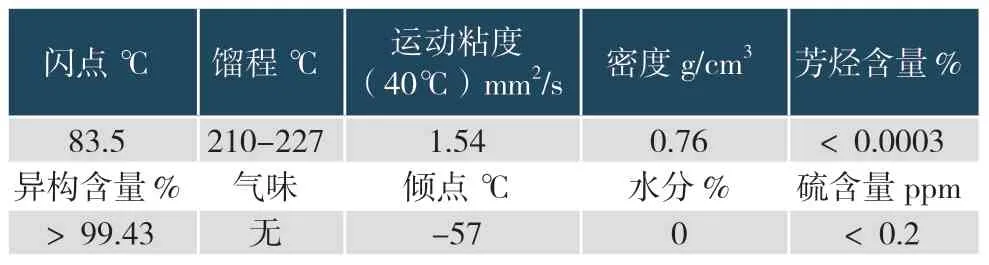
IP80相关物理性质如下:
2.2 实验设备
HH4电子恒温水浴锅;D971型电动搅拌器;SHB -3型循环水多用真空泵;secura 313-1cn型分析天平;S220型pH计;HY-2调速多用振荡器;ET3200C自动萃取仪;SPH-110X24型往复式恒温振荡水浴培养摇床;H1850型离心机;ICP-OES(电感耦合等离子体发射光谱);ICP-MS(电感耦合等离子体质谱);TOC2000总有机碳分析仪分析。
2.3 实验方法
(1)IP80与P507互溶效果实验
取一定量IP80和P507,在一定比例、温度、皂化度、萃取相比条件下,混合振荡反应一定时间,在高速离心机5000r/min离心15min,观察是否出现萃取剂和稀释剂分相现象。
(2)挥发性实验
用相同的容器取相同质量的稀释剂或稀释剂-萃取剂体系,常温下敞口放置,每隔3h测定容器内物质的损失量,以验证单一的IP80、白油、P507和用IP80、白油稀释后的皂化、非皂化及负载P507的挥发性。
(3)萃取分离实验
用IP80和白油稀释P507,加入氨水进行皂化得到皂化有机,将皂化有机与镧铈料液在一定条件下进行萃取实验,澄清后测定水相稀土浓度并计算萃取率及分离因数。计算方法如下:
以上各式中C代表某物质浓度,V代表体积,E代表萃取率,β 代表分离因数。
3.结果与讨论
3.1 IP80与P507 互溶效果实验
3.1.1 不同比例IP80和P507 的互溶效果
实验验证了不同体积比IP80和P507混合振荡30min后,在高速离心机(5000r/min)中离心10min,观察二者是否存在混合后又分层的现象。实验结果见表1(-为不分层,+为分层)。
从表1实验结果可以看出,IP80与P507有很好的互溶效果,二者混合振荡后,即使在5000r/min离心后,也不存在分层或分相现象,说明IP80在作为稀释剂稀释P507时,体系比较稳定。

表1 不同体积比IP80和P507 互溶效果
3.1.2 皂化对IP80和P507 互溶效果的影响
P507萃取分离稀土过程中,需要将其用氨水、氢氧化钠等皂化后才能具有较好的萃取分离效果。若将IP80应用于稀土萃取分离中,还需考察其与P507混合-皂化后是否会出现萃取剂与稀释剂分离现象。IP80与P507体积比为1:1,其它实验条件不变,验证不同皂化度时,IP80与皂化P507是否存在分层现象(-为不分层,+为分层),实验结果见表2。

表2 皂化对IP80和P507 互溶效果的影响
从表2实验结果可以看出,有机皂化度从0.1-0.7mol/L,温度在25-80℃范围内,IP80稀释的P507混合、皂化、离心后,未出现稀释剂和萃取剂分层现象。说明有机皂化对IP80的稀释效果没有影响,皂化有机与IP80具有很好的互溶效果。
3.1.3 不同萃取相比的互溶效果
稀土萃取过程中,皂化有机与稀土料液混合接触后,会将稀土离子萃取至有机相中,使有机相的密度、结构发生变化,为了确保IP80应用在稀土萃取分离中的可靠性,还需验证皂化有机萃取稀土料液后,有机相是否存在分层现象。有机皂化度为0.54mol/L,IP80与P507体积比为1:1,稀土料液为280/L氯化镧铈溶液,其他条件不变,验证不同萃取相比对IP80与P507互溶效果的影响,实验结果见表3(-为有机不分层,+为有机分层)。
从表3实验结果可以看出,在温度为25-80℃,IP80与P507比例为1:1,有机皂化度为0.54mol/L,氯化镧铈料液浓度为280g/L,萃取相比在3:7-7:3范围内,混合振荡、离心后的IP80与P507不存在分层现象,说明P507在萃取稀土离子后,仍与IP80有较好的互溶作用。

表3 萃取相比对IP80和P507 互溶效果的影响
3.1.4 不同比例IP80和白油混合稀释剂与P507 互溶效果
稀土萃取过程在萃取槽中进行,槽体中现存的P507以白油作稀释剂,槽体中的有机价格高昂,若用IP80代替白油,只能在白油挥发到一定程度造成有机酸度升高时补充IP80,随着白油的挥发逐步用IP80代替白油。在此过程中,不同比例IP80和白油混合稀释剂与P507在萃取过程中是否会出现有机相分层的现象,是IP80代替白油的关键因素之一。有机皂化度为0.54mol/L,镧铈料液浓度为280g/L,稀释剂与P507体积比为1:1,混合时间为30min,离心转速5000r/min,离心时间10min,改变有机相中IP80和白油的比例,验证了不同比例IP80和白油混合稀释剂在萃取过程中与P507互溶效果的影响,考察萃取过程中有机相是否出现分层现象,实验结果见表4。
从表4实验结果可以看出,用IP80与白油按体积比为1:9-9:1混合形成混合稀释剂,再用此混合稀释剂稀释P507用于稀土料液的萃取时,通过振荡、高速离心后,有机相没有发生分层现象,说明用IP80逐步取代白油的过程中,IP80和白油的比例不会影响混合稀释剂对P507的稀释效果。

表4 不同比例IP80和白油混合稀释剂与P507 互溶效果的影响
3.2 IP80与白油挥发性和溶解性比较
IP80为高纯度异构烷烃,与白油相比具有高闪点、低挥发性的特点。本实验验证单一的IP80、白油、P507和用IP80、白油稀释后的皂化、非皂化及负载P507的挥发性。
首先测定了各种有机的密度。结果见表5。

表5 各种有机的密度
从密度测定结果可以看到,IP80的密度比白油小,与P507混合后的密度也比白油稀释的P507密度小。从实验结果还可以看出,用白油和IP80稀释的P507在皂化后,密度均大于未皂化时的密度,且饱和后的混合有机密度明显大于皂化后的混合有机密度。萃取分离过程中,有机密度过大会造成乳化、倒相等恶化萃取过程的后果,用IP80代替白油,可显著降低有机相的密度,有助于降低萃取过程中发生乳化、倒相的概率。
利用上述实验的有机进行有机挥发速率测定,比较IP80和白油两种稀释剂稀释P507的挥发速率,实验结果见图1。
从图1(a)为在常温自然条件下白油和IP80及P507体系的挥发速率拟合曲线。从实验结果可以看出,白油的挥发速率最快,285h质量损失6.62%,IP80和皂化50% P507-50%白油挥发速率近乎相同,285h质量损失约5%,50%P507-50%IP80质量损失相对较少,损失约3.5%。从实验结果还可以看出,P507在自然条件下不但不挥发,重量反而会有少许增加,可能是P507吸收空气中的少量水分所致。

图1 白油和IP80及P507 体系的挥发速率
实验采用TOC分析仪测定了相同条件下白油和IP80有机体系在萃取、澄清后,水相中的TOC浓度。实验结果如下:

从TOC结果可看出,萃取平衡后,采用IP80为稀释剂的水相中TOC浓度低于白油为稀释剂的水相,说明IP80溶解性较小。
3.3 IP80与白油在镧铈萃取分离中的应用实验
3.3.1 料液酸度对萃取率的影响
调节IP80和白油稀释的P507皂化度分别为0.5441mol/L、0.5418 mol/L,用盐酸调节料液H+浓度为0.0107 mol/L、0.0499 mol/L、0.112 mol/L、0.210 mol/L、0.309 mol/L、0.397 mol/L、0.502 mol/L、O/A=1:1、混合时间8min,测定萃余液浓度,同时计分相时间、观察是否乳化等现象,实验结果见表6和图2。

表6 不同料液酸度对萃取过程的影响

图2 料液酸度对稀土萃取率的影响
从图2结果实验可以看出,随着料液中H+浓度增加,IP80和白油稀释的P507对稀土的萃取能力均逐渐降低,且二者萃取率几乎一样。从表6实验结果看到,料液酸度为0.1-0.5mol/L,IP80和白油稀释的P507在萃取平衡后均不产生乳化现象,二者的分相时间也随酸度的升高有降低趋势,且二者分相时间基本一致,由于IP80比白油密度小,有时还出现IP80稀释的P507与料液的分相时间比白油稀释的P507与料液的分相时间稍快。上述实验说明采用IP80稀释P507可以达到与白油稀释P507同样的萃取效果。
3.3.2 相比对萃取率的影响
控制料液酸度为0.0101mol/L,其他条件不变,相比O/A为4:1-1:4,研究相比对稀土萃取效果的影响,实验结果见表7和图3。

表7 相比对萃取过程的影响

图3 相比对萃取率的影响
从图3实验结果可以看出,随着相比的降低,IP80和白油稀释的P507对稀土的萃取率逐渐降低,且二者萃取率几乎一样。从表7实验结果看到,相比为4:1-1:4,IP80和白油稀释的P507在萃取平衡后均不产生乳化现象,二者的分相时间也相比的降低而减小,但二者分相时间基本一致,与料液酸度实验一样,由于IP80比白油密度小,有时会出现IP80稀释的P507与料液的分相时间比白油稀释的P507与料液的分相时间稍快。相比实验也说明采用IP80稀释P507不会对萃取过程造成不利影响。
3.3.3 混合时间对萃取过程的影响
控制相比为3:1,其他条件不变,混合时间为0.5min-15min,研究混合时间对稀土萃取效果的影响,实验结果见表8。
从表8实验结果可以看出,随着混合时间的延长,IP80和白油稀释的P507对稀土的萃取率逐渐升高,二者对稀土、La、Ce的萃取率几乎一样。混合时间为5min,IP80稀释的P507对稀土的萃取率为33.74%,白油稀释的P507对稀土的萃取率为28.36%,混合时间8min时,IP80稀释的P507对稀土的萃取率为33.95%,白油稀释的P507对稀土的萃取率为33.52%。随着混合时间延长,IP80和白油稀释的P507在萃取平衡后均不产生乳化现象,二者的分相时间也相比的降低而减小,但二者分相时间基本一致,与料液酸度和相比实验一样,由于IP80比白油密度小,有时会出现IP80稀释的P507与料液的分相时间比白油稀释的P507与料液的分相时间稍快。相比实验也说明采用IP80稀释P507不会对萃取过程造成不利影响。
3.3.4 料液浓度对萃取过程的影响
控制混合时间为8min,其他条件不变,料液浓度为240-20g/L,研究料液浓度对稀土萃取效果的影响,实验结果见表9。
从表9实验结果看到,料液浓度从240g/L降低至20g/L,萃取过程均不产生乳化现象,但分相时间随着料液浓度的降低有延长趋势,料液浓度为20g/L时,IP80稀释的P507与水相的分相时间为4.5min,而白油稀释的P507与水相的分相时间达到了7min。由此可以看出,用IP80为稀释剂有助于有机相与水相的澄清。在对稀土的萃取率方面,IP80和白油做稀释剂不存在明显差异。

表8 混合时间对萃取过程的影响

表9 料液浓度对萃取过程的影响
3.3.5 皂化度对萃取过程的影响
其他条件不变,改变有机皂化度,研究皂化度对稀土萃取效果的影响,实验结果见10。
从表10实验结果可以看出,随着有机皂化度的增加,IP80和白油稀释的P507在萃取平衡后均未产生乳化现象,但分相时间随着皂化度的增大延长,尤其是白油稀释的P507分相时间比IP80稀释的P507长。从萃取率方面看,白油体系和IP80体系对稀土的萃取率均随皂化度的增大而增大,但相同皂化度下二者的萃取率即镧铈分离系数相差不大。

表10 皂化度对萃取过程的影响
3.3.6 不同比例白油与IP80对萃取过程的影响
从上述条件实验可以看到,稀土萃取过程中用IP80代替白油作稀释剂,不会降低稀土萃取率和稀土分离效率,而且在某些实验过程中发现IP80体系在萃取平衡后比白油体系能更快分相,有助于提高萃取效率。且挥发实验证明,IP80比白油的挥发性更低,说明IP80有望替代白油作为稀土萃取过程的稀释剂。但目前现有的稀土分离体系基本都采用白油作稀释剂,若用新的稀释剂代替白油,不能直接将萃取有机废弃,将白油体系替换为IP80体系,只能随着萃取体系中白油的挥发及有机酸度升高逐渐补充IP80,以此逐步替代白油。在用IP80逐步替代白油的过程中,是否会影响萃取过程,这对IP80在稀土萃取过程中的应用至关重要。
其他条件不变,研究不同比例白油与IP80对萃取过程的影响,实验结果见表11。
从表11结果可以看到,随着稀释剂中IP80和白油比例的变化,在相同皂化度条件下,稀土萃取率和分相时间没有明显变化,萃取平衡后有机相也不存在乳化现象。说明在IP80取代白油作稀释剂的过程中,几乎不会对萃取过程造成影响。因此,可以用IP80逐步替代现有萃取体系中的白油。
3.3.7 有机饱和容量测定与循环实验
从上述单次萃取实验结果说明,IP80替代白油作稀释剂不会对萃取过程造成不利影响。为了进一步确定IP80替代白油作稀释剂的可靠性,还需进行IP80稀释的P507循环利用实验,若经多次皂化-萃取-反萃,有机的萃取率不发生明显变化,则说明IP80性质比较稳定,不会在循环利用过程中产生不利影响。
实验首先测定了相比为3:1时,皂化度分别为0.5448 mol/L(IP80稀释)和0.5460 mol/L(白油稀释)有机的饱和容量,其饱和容量结果分别为34.14g/L和34.01g/L。用IP80稀释的饱和P507为原料做循环实验,首先用4mol/L盐酸按相比1:1反萃4-5min,反萃两次,再用去离子水将有机相洗涤两遍,每次加入定量氨水调节有机皂化度为0.54mol/L,再按相比1:1加入料液(261g/L)混合萃取5min,两相澄清后测定水相稀土浓度,再用4mol/L盐酸反萃有机,如此往复(每二十次实验对有机进行定量,及时补充因实验损失的有机),考察有机循环次数对萃取过程的影响,实验结果见表12。
从表12实验结果可以看到,随着有机循环次数的增加,分相时间和稀土萃取率没有明显变化,也没有出现有机循环次数增加发生乳化的现象,说明IP80作稀释剂不会随着有机循环利用次数增加造成萃取率降低或出现乳化现象。
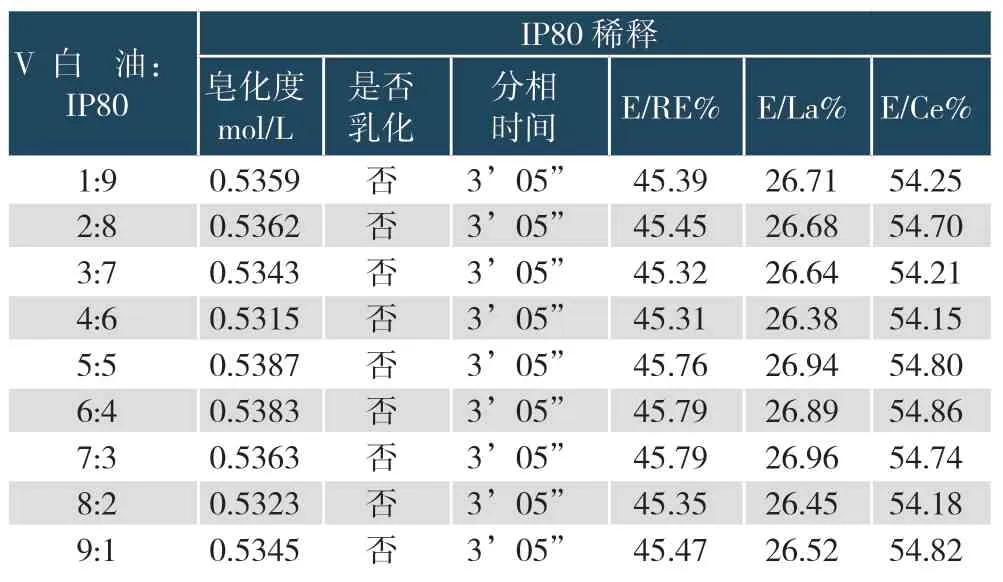
表11 不同比例白油与IP80对萃取过程的影响
3.3.8 稀释剂耐老化实验
单级和循环萃取实验结果证明IP80作为P507的稀释剂,不会对萃取过程造成不利影响,而且在某些实验过程发现IP80作稀释剂比白油作稀释剂时分相时间稍快,IP80还具有挥发性小、无气味的特点,其在稀土萃取过程中替代白油作稀释剂具有一定的优越性。但单次实验和仅100次的循环实验不能确保IP80代替白油一定不会对萃取过程造成不良影响,若在实际生产中替代白油,需在长期运转的条件下考察该稀释剂是否会影响萃取过程。因为在实际生产过程中,有机长期接触空气及杂质离子累积,可能会对稀释剂造成不利影响,从而在萃取过程中发生乳化或有机萃取率降低等现象。过去一般将煤油用浓硫酸磺化后,去除其中的小分子有机物,提高白油的稳定性,得到磺化煤油,此过程产生含有机的浓硫酸难以处理。现在稀土生产企业直接采购稳定性更高的白油作稀释剂,无需将煤油与浓硫酸反应进行磺化,避免了含有机废酸的产生。

表12 有机循环次数对萃取过程的影响
因为企业目前使用白油作稀释剂时不对其磺化直接使用,说明白油相对过去用的普通煤油稳定性更好,若IP80能与白油的稳定性相当,则可将IP80作稀释剂替代白油。用浓硫酸分别与白油、IP80混合反应一定时间,考察二者的稳定性。实验结果见图4。
从图4实验结果可以看出,尽管企业采用的白油与过去的普通煤油相比具有更好地稳定性,但与IP80相比,同样与浓硫酸反应,白油中的少部分小分子有机物还是会被浓硫酸碳化,使浓硫酸颜色变深,而IP80与浓硫酸反应后,浓硫酸中被碳化的有机物较少,说明IP80比企业用的白油稳定性更高。从耐老化实验还可看出,IP80与新型环保溶剂油GV-18A相比,IP80稳定性更好。

图4 稀释剂耐老化结果
4.结论
4.1 IP80与P507互溶实验证明,不同条件下,IP80与P507互溶性均很好,及时通过离心也不会使二者分层。
4.2 挥发性实验结果表明,IP80的密度比白油小,与P507混合后的密度也比白油稀释的P507密度小,白油体系的挥发性大于IP80体系的挥发性。
4.3 单级萃取实验结果表明,与企业现用的白油相比,IP80作为稀释剂不会对萃取过程造成不利影响,而且IP80体系在某些实验过程中比白油体系的分相速度更快。
4.4 有机循环利用实验表明,IP80作为稀释剂,有机循环使用次数不会对萃取过程造成不利影响。
4.5 稀释剂耐老化实验表明,IP80比现用的白油以及新型溶剂油GV-18A具有更好的稳定性。
4.6 IP80作为一种新型环保稀释剂,在稀土萃取工业中的应用并非简单实验室实验即可证明其在使用过程中一定不会对萃取过程产生影响,因为萃取过程中有机相杂质缓慢富集对萃取过程的影响尚不可预料,还需进一步开展小型工业试验,以验证IP80替代白油作为稀释剂的可靠性。