谦比希铜矿的选矿指标优化实验
2021-02-21袁喜振苏敏邓林欣胡钦印孙春宝
袁喜振,苏敏,邓林欣,胡钦印,孙春宝
(1.中国有色矿业集团非洲矿业有限公司,赞比亚 基特韦 22592;2.北京科技大学 土木与资源工程学院,北京 100083)
铜在国计民生、国防工程等领域发挥着重要的作用[1],我国铜矿资源匮乏,已查明储量仅占世界储量的5.45%,人均占有量更低[2]。因此,积极拓展海外市场对于保证我国铜资源开发利用的持续发展具有重要的战略意义。
谦比希铜矿位于世界著名的中非新元古代沉积型铜(-钴)矿带上,由主矿体、西矿体、东南矿体组成。其中,随着主矿体原生硫化铜矿的日益锐减,如何更经济有效的开发利用西矿体,成为谦比希铜矿发展的重点[3-5]。鉴于此情况,国内外选矿工作者开展了一系列研究工作。方萍[6]等对谦比希混合铜矿石进行浮现实验,得到铜品位为25.89%、回收率为83.44%的技术指标。苏敏[2,7,8]等分别从优化浮选药剂制度、优化西矿体磨矿工艺及考察有用矿物的解离特性与可浮性等方面提高选矿指标,最终得到铜品位27.51%、回收率90.65%的铜精矿。
本文将以谦比希西矿体铜矿石为研究对象,通过增加中矿及尾矿再磨[9-12]等优化手段,近一步降低尾矿中含铜连生体,进而最大程度的优化选矿指标。
1 矿石性质
样品中的主要金属矿物为黄铜矿和斑铜矿,含少量黄铁矿和辉铜矿,其中黄铜矿为主要铜矿物。原矿化学成分分析结果见表1。铜物相分析结果见表2。

表1 原矿化学多元素分析结果/%Table 1 Analysis results of multi-elements of the raw ore

表2 矿石铜物相分析结果Table 2 Copper phase analysis results of the ore
由表2可知,矿石氧化率仅为2.27%,是典型的硫化铜矿。
由图1可知,原矿中铜矿物的嵌布粒度不均匀。黄铜矿呈它形粒状,星点状不均与分布,粒径差异较大,主要介于0.005 ~ 0.10 mm之间,部分颗粒<0.005 mm。多与斑铜矿共生,交代黄铁矿,少量与闪锌矿连生,局部被蓝辉铜矿交代。原矿中脉石矿物含量较高,主要为正长石、石英、黑云母、白云母和白云石,少量方解石、钠长石、磷灰石和绿泥石。
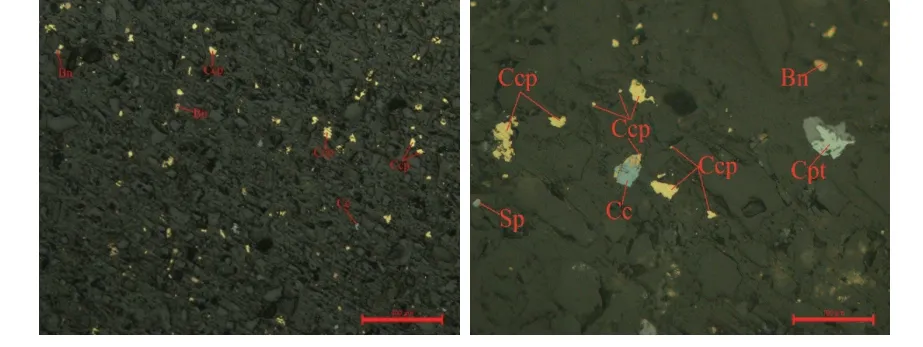
图1 原矿中矿物嵌布状况(显微镜下照片)Fig.1 Distribution of minerals in the ore (the photos taken by microscope)
2 结果与讨论
2.1 中矿再磨对浮选指标的影响
对在磨矿细度-0.074 mm 70%,石灰用量600 g/t,丁基黄药用量40 g/t,2#油用量25 g/t的实验条件下浮选得到的粗选尾矿进行镜下分析,所得结果见图2。
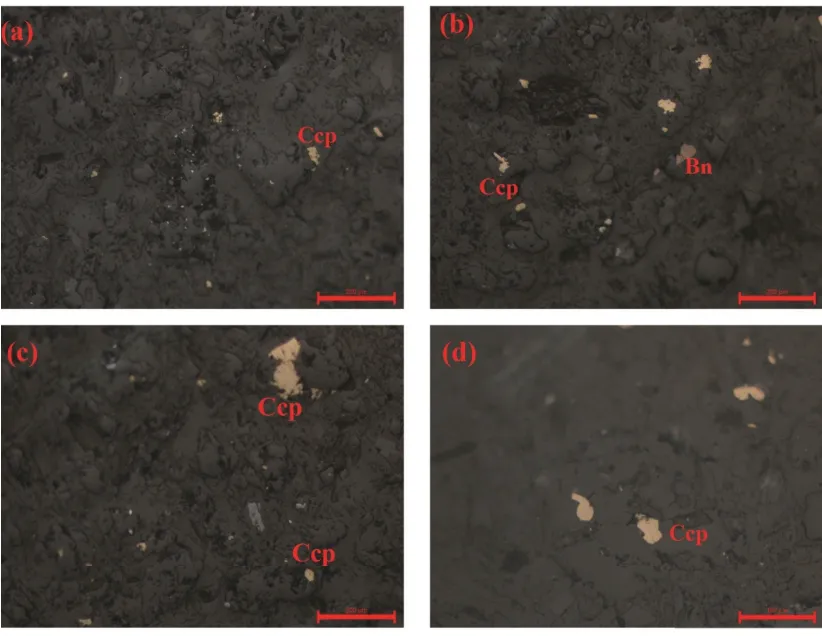
图2 粗选尾矿中的铜矿物嵌布情况Fig.2 Distribution of minerals in the roughing tailings (the photos taken by microscope)
由图2可知,粗选所得尾矿中铜矿物主要以连生体形式存在,部分细粒铜矿物完全被包裹在大颗粒的脉石矿物中,这与原矿的MLA分析结果一致[7]。若不进行再磨,这部分铜矿物难以回收。基于此原因,考察中矿再磨后再选对浮选指标的影响。实验按照图3的流程和药剂制度进行。
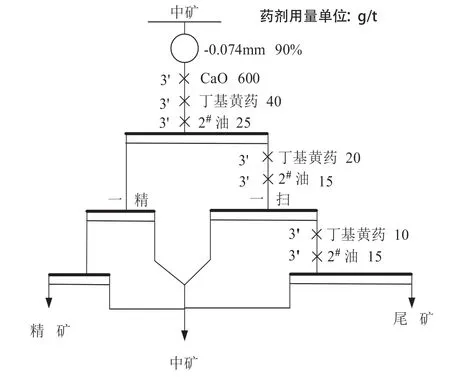
图3 中矿再磨再选实验流程Fig.3 Flow chart of middling regrinding and reconcentration test
对浮选精选和扫选所得中矿再磨后再选,再磨细度为90% -0.074 mm,实验结果见表3。
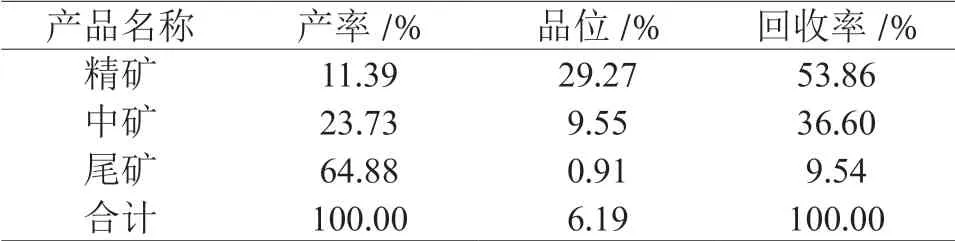
表3 中矿再磨再选实验结果Table 3 Results of middling regrinding and reconcentration test
实验结果表明,中矿经再磨再选后所得精矿的铜品位高达29.27%,回收率为53.86%;尾矿的铜品位为0.91%,损失于尾矿中的金属量占中矿总金属量的9.54%。由此可见,通过中矿再磨进一步提高最终精矿的铜回收率是可行的。
2.2 尾矿再磨对浮选指标的影响
为考察造成铜矿物损失于尾矿中的原因,明确该矿石可以到达的理论回收率,按图4的实验流程和药剂制度对二段扫选的尾矿进行了进一步的细磨及多段扫选,结果见表4。
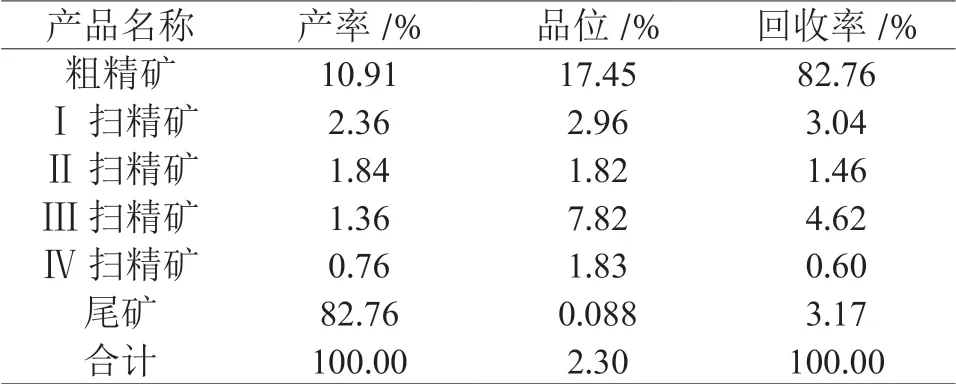
表4 尾矿再磨再选实验结果Table 4 Results of tailings regrinding and reconcentration test
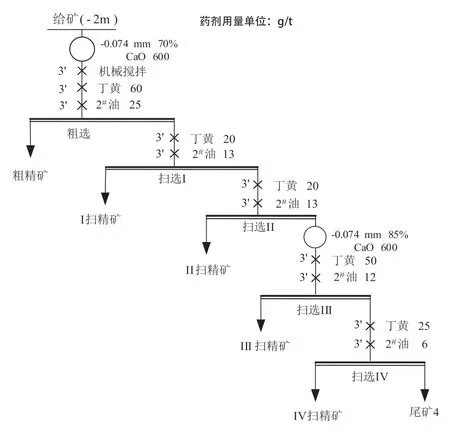
图4 尾矿再磨再选实验流程Fig.4 Flowsheet of tailings regrinding and reconcentration test
由表4可知,最终尾矿的铜品位仅为0.088%,尾矿铜损失3.17%。由此可见,铜矿物的解离度不够是造成金属量损失于尾矿中的主要原因,增加磨矿细度有利于最终铜精矿回收率的提高。
2.3 改质机对浮选指标的影响
改质机又称超级搅拌机,是用来提供强紊流场的浮选调浆设备。与普通的搅拌桶相比,具有以下特点:(1)其叶轮直径与筒体直径的比值大,在同等转速下能够产生更强的紊流场;(2)超级搅拌机叶轮为直齿轮型,强化了叶轮壁面剪切作用,使得叶轮区的混合效果得到强化;(3)超级搅拌机内添加隔板能延长矿物颗粒循环时间,确保矿物颗粒和药剂在叶轮区能较长时间停留,得到充分混合。
本实验拟在浮选作业前,利用超级搅拌产生的高剪切力场和分散调浆方式,探索改质机强化浮选的可行性[13]。为此,项目组设计并制作了一台容量为3 L的改质机,
实验在磨矿细度为70% -0.074 mm,CaO用量600 g/t,丁基黄药40 g/t,2#油25 g/t的药剂制度下,按照图6的实验流程进行,实验结果见图7。
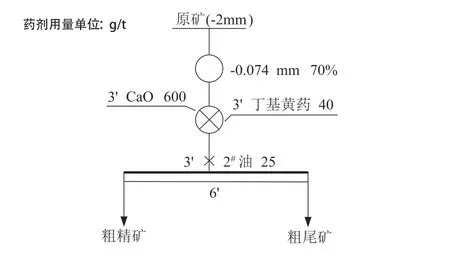
图6 超级搅拌强化浮选实验流程Fig.6 Flow chart of super agitation enhanced flotation test

图7 超级搅拌强化浮选实验结果Fig.7 Results of super agitation enhanced flotation test
由图7可知,随着搅拌转速的提高,精矿回收率呈升高趋势,品位大体呈下降趋势。可见,增加改质机预处理作业可以有效优化浮选指标。
2.4 浮选闭路实验
实验将在磨矿细度为-0.074 mm 70%及其他条件实验的基础上,综合运用改质机强化浮选、中矿、尾矿再磨等优化手段。按图8的药剂制度和工艺流程开展闭路浮选实验,实验结果见表5。

表5 闭路浮选实验结果Table 5 Results of closed-circuit flotation test
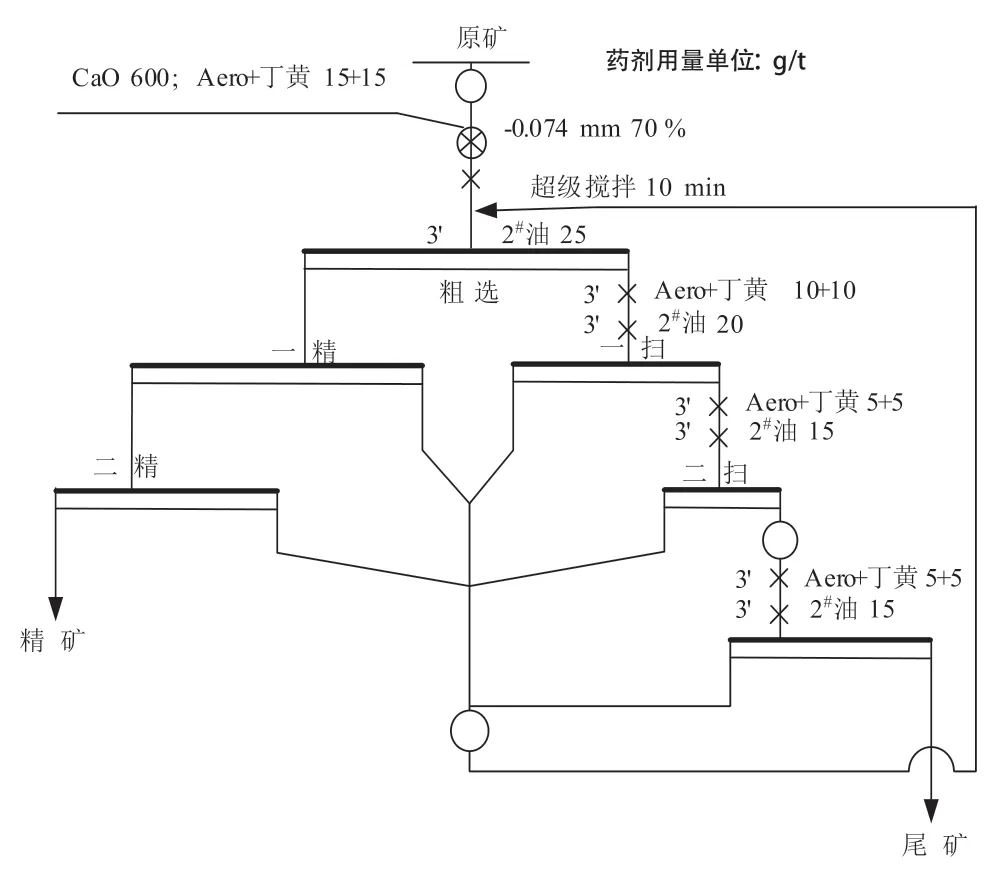
图8 闭路浮选实验流程Fig.8 Flowsheet of closed-circuit flotation test
由表5可知,经工艺优化后,浮选闭路实验所得最终精矿铜品位为26.61%、铜回收率为93.34%。
2.5 浮选产品检查
尾矿颗粒抛切前后的对比结果见图9。

图9 闭路浮选实验尾矿产品刨切前后的SEMFig.9 SEM image of tailings before and after slicing in closed-circuit flotation test
结果表明,尾矿中的铜矿物主要被包裹在大颗粒的脉石矿物中,所以在尾矿的矿物颗粒的背散射图和面扫描元素分布图中不能观测到。尾矿粒度及细粒含铜矿物的解离将是继续降低尾矿中铜损失的关键。
由图10可知,最终精矿中铜矿物以黄铜矿和斑铜矿物主,脉石矿物所含元素主要为Al、Si、K和O,根据元素种类及原矿性质推测,应该以石英和正长石为主。脉石矿物进入精矿产品是导致精矿品位降低的主要原因。
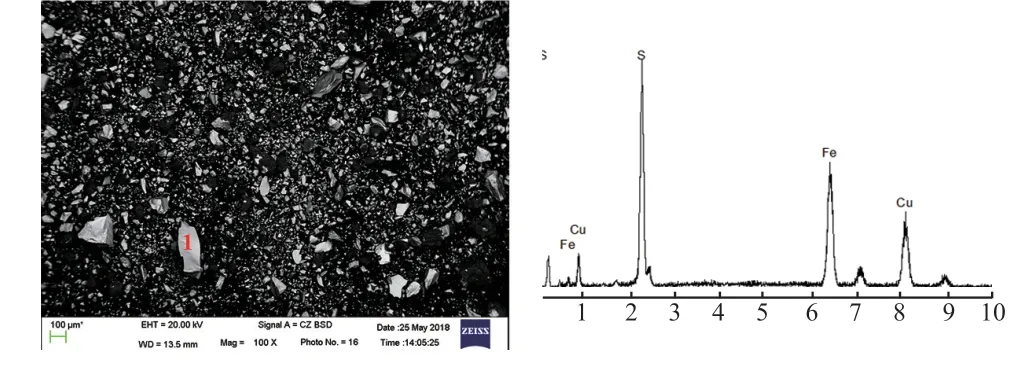
图10 闭路浮选实验精矿产品的SEM-EDSFig.10 SEM-EDS diagram of concentrate products in closed- circuit flotation test
3 结 论
(1)谦比希西矿体矿石只考虑回收铜,有价元素铜含量为2.19%,黄铜矿为主要铜矿物。黄铜矿呈它形粒状,星点状不均与分布,粒径差异较大,主要介于0.005 ~ 0.10 mm之间,部分颗粒<0.005 mm。主要脉石矿物为正长石、石英及云母等。
(2)由于原矿中铜矿物嵌布粒度不均匀,所以在浮选优化方案中,中矿再磨、尾矿再磨及改质机的应用等优化手段,都有效降低了尾矿中的铜损失,达到了优化选矿指标的目的。
(3)在综合优化手段下,经一次粗选-两次精选-二次扫选的浮选闭路流程可获得品位为26.61%,回收率为93.34%的精矿产品。
(4)实验研究成果,仅作为理论依据,至于是否可以应用到工业化生产,仍需要进一步进行经济测算。
