中空成型机几种轴向与径向型坯控制系统的创新设计与研究
2021-02-18邱建成邱睿
邱建成 邱睿
前 言
中空成型机的塑料型坯壁厚控制技术是现代中空成型机的主要研究方向之一,它是中空成型机是否先进,现代化的重要标志之一。
中空成型机的塑料型坯壁厚控制技术主要包括:塑料型坯轴向壁厚控制技术,塑料型坯径向壁厚控制技术,口模与心模的修型技术等。近年来,对这些技术的研究越来越深入,反应在吹塑产品上,其制品壁厚的均匀性更好了,产品的质量更加容易得到保障。本文主要介绍这几项技术的研究情况。
1.轴向壁厚控制技术
电液型坯壁厚控制系统主要由液压伺服系统、塑料机头的伺服液压缸、电气控制器,电液伺服阀,料位传感器(电子尺),以及联接的管道等组成,通过对机头芯模或口模开口量的控制来控制塑料型坯的厚薄变化使吹塑制品达到一个较为理想的壁厚水平。
目前,轴向与径向塑料壁厚控制技术在电液控制方面已经非常成熟,近年来一些厂家研究了多种全电动伺服壁厚控制技术与装置,应用机型越来越多,技术已经日趋成熟。
中空成型机机头的型坯壁厚控制技术是中空吹塑成型的关键技术之一,其作用在大型工业件或是精密吹塑件的成型方面尤其显著。其壁厚控制技术不只是应用于储料式机头,也可以用于直接挤出式机头。
电液型坯壁厚控制系统可分为轴向壁厚控制技术(AWDS)和径向壁厚控制技术(PWDS)两种形式。
目前中空成型机的成型机头一般都具有轴向型坯控制功能,其控制点从64点到256点不等。轴向壁厚控制的作用是使得挤出的塑料型坯根据制品不同的吹胀比沿轴向获得不同的厚度,从而保证最终制品有比较均匀的壁厚分布,它是通过使芯模或是口模根据预设位置作轴向运动而改变芯模、口模的开口量来达到改变塑料型坯壁厚的目的。
近几年来,国内多家中空成型机设备制造厂家已开发出性能可靠地轴向壁厚数字化液压伺服控制系统(AWDS),控制点在64和100点这两种形式的居多。它们采用PLC的A/D和D/A转换模块控制液压伺服阀的专用放大器控制电路,放大器控制电路驱动伺服阀和位移传感器工作,对于型坯壁厚每一点数据的修改和设定以及基本壁厚的设定非常方便。一些厂家在中空成型机上按照客户的要求安装进口型坯壁厚控制系统,这些控制系统多数采用的是 MOOG公司的产品,使用性能上也很可靠。
目前国内已经有专业公司正在研究开发具有国际先进水平的可以控制四路的壁厚精确控制器,每路控制点为100点,可以实现对四个伺服阀的单独控制与调节,从试验的情况看,其控制精度已经远远超过国外发达国家的同类产品,其操作、维护上更为方便,使用寿命更长。其产品价格远远低于国外同类产品价格,国内吹塑机设备制造厂家值得加快推广步伐。
如图1所示,电液型坯轴向壁厚控制系统控制原理图。
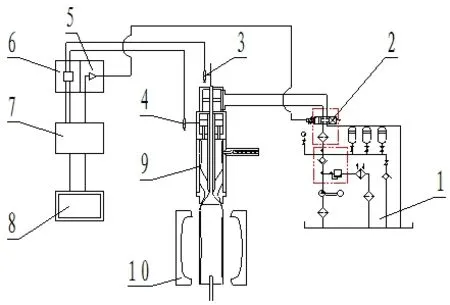
图1 电液型坯轴向壁厚控制系统控制原理图
苏州同大机械有限公司不但研制了系列化的电液轴向、径向伺服控制系统装置,近年来研制成功了多款适合大中型吹塑机应用的全电动伺服控制轴向型坯控制系统,目前已经实现了系列化的研发与应用。其全电动伺服控制拉力分别可达到:30、60、120、200、300t的拉力。全电动伺服型坯控制系统的对应曲线可扩展较多的点数,其控制精度明显高于电液控制系统,提高了对塑料型坯的控制精度,有利于提高吹塑制品的控制精度和运行的稳定性和可靠性,因此可较大的提高塑料型坯的控制精度,从而提高吹塑机的各项技术水平。
2.电液径向(周向)壁厚控制技术
轴向壁厚控制虽然能改善吹塑制品高度方向的壁厚分布,但由于其压出的塑料型坯在水平截面内仍呈等壁厚圆形,对部分在某一对称方向有较大拉伸要求的制品则显得仍不是最佳,因此便产生了径向壁厚控制技术。径向控制技术可以使挤出的型坯在所要求的区段内呈非圆截面的变化。
轴向壁厚控制与径向壁厚控制的联合作用,可获得更佳的塑料型坯,即可获得更为理想的制品壁厚分布。
柔性环径向型坯控制包括柔性环芯模控制系统与柔性环口模控制系统,它是通过电液伺服控制薄壁柔性环在一个方向或两个对称方向上或是多个方向的变形来改变挤出型坯的厚度。它的特点是无论吹制什么形状的制品,只要其口模直径不变,则径向控制都能发挥作用。
图2,柔性环径向壁厚控制系统(PWDS)。

图2 柔性环径向壁厚控制系统(PWDS)
图3,一种安装了柔性环径向壁厚控制系统的机头外形图

图3 一种安装了柔性环径向壁厚控制系统的机头外形图
该机头为双机头设计,每个机头的柔性环口模分别安装了2组伺服液压缸来推动,可实现两个塑料型坯的径向型坯壁厚的控制与调节。
苏州同大机械有限公司于近年研制成功柔性环径向型坯壁厚控制系统,口模、芯模柔性环的直径范围在150~850 mm均可实现控制,具有其独特的设计、安装、使用、维护、价格方面的诸多优势,可安装在多种规格的中空成型机口模上,口模柔性环其控制点可达16点,柔性环芯模调整点可达到36个点;使用寿命长,安装、调试、维护、修理均非常方便。
应用于TDB-250F中空成型机的柔性环径向壁厚控制装置见图4。

图4 TDB-250F口模、芯模柔性环控制装置示意图
苏州同大机械有限公司研制的柔性曲环动态径向口模环与静态柔性芯模的技术特点:
① 整体设计简单,调整方便快捷,耐用性能好。以TDB-250F柔性环控制系统为例,即使是柔性环常用的顶出点发生磨损或是变形,只是需要松开口模压环将柔性环变换一个位置就可以实现重新使用,对变形处只需要稍微打磨抛光即可。
② 伺服液压缸的活塞杆内部设计、制造有循环冷却水,可以有效减小模头环境热能对伺服液压缸的影响,并且其体积小,安装调试方便,易于保障伺服液压缸长期稳定运行。
③ 动态柔性环口模与静态芯模柔性环均采用国产优质合金钢精密加工而成,经过多次不同方式的材质处理,确保了其弹性足,回弹快捷,抗疲劳性能优良,经久耐用,性价比优良。
④ 可采用一组阀控制一组伺服液压缸,也可以采用一组阀控制多组伺服液压缸,有利于降低柔性曲环的制造成本并且提供型坯的壁厚控制精度。
⑤ 可实现在圆周方向设置多组伺服液压缸,实现对不同控制点的控制,可达到对复杂型坯实现多处、多点壁厚控制的目的与效果。
⑥ 可实现对柔性环的定距离控制和伺服控制,有利于型坯壁厚的调整与控制。
柔性环径向控制系统的未来应用前景:
柔性环径向控制系统在模头圆周上任何位置可以用来改变流道间隙,从而改变型坯壁厚的分布为挤坯吹塑开辟了全新的天地。它不仅是能制造更为复杂的部件,而且柔性环技术还将动态壁厚控制的应用延伸至几乎所有要求的模头形状,从而在未来不再会有径向壁厚控制应用上的限制,因为模头直径可以做得更小。
同时,柔性曲环技术为明显降低生产成本提供了机会,不仅是通过改进吹塑件壁厚分布来降低材料消耗而完成,而且还主要是通过缩短吹塑成型周期时间,当吹塑件中不必要的厚点被消除掉时它会自然地缩短加工周期。
这种柔性环动态控制系统它不但适应于全新吹塑机的配套,同时也可以比较方便的实现现有吹塑机的技术升级和配套改进,有利于提高和发挥现有吹塑机设备的潜力,可减少吹塑制品厂家的设备投资的资金投入。

图5 几种形式的柔性环口模控制装置外形图
柔性环口模径向壁厚控制技术对于提高大型中空制品的质量是一个有效的方法,还能减轻制品的重量。以 200L塑料桶容器为例,至少可节省5%~10%的原料。但是目前加工一套大型的柔性环口模径向壁厚控制装置的附加费用较高。随着对柔性环径向壁厚控制技术的深入研究,尤其是对柔性环芯模、口模设计、制造技术的国产化和批量生产,该技术将在更多中空成型机上获得应用与推广。
3.几种常规吹塑制品的芯模、口模修型设计
芯模、口模的局部修整技术
对于圆形和近似圆形的吹塑制品,可以采用轴向和径向壁厚控制技术来改变型坯壁厚的均匀性,这样可以获得壁厚比较均匀的吹塑制品。但是,对于一些非圆形、非对称性异形的吹塑制品,即使是采用轴向和径向型坯控制装置也难以达到较为理想的型坯壁厚控制效果,因此,需要局部改变芯模、口模间的间隙宽度,得以局部改变型坯同一圆周内的壁厚(即型坯同一横截面的壁厚不一致),从而改善制品周向壁厚的均匀性。
局部改变口模、芯模之间的间隙宽度,可以将芯棒、芯模、口模的横截面设计为椭圆形或是异形来实现。对于一些大批量的小型吹塑产品,采用这种异形化的机头设计,更能直接解决制品壁厚均匀化的问题。随着计算机辅助设计技术(CAD)和数控加工技术的进步与发展,特别是计算机吹塑分析软件的应用;这种异形化机头的机械加工技术也得到了较快的发展。
3.1 芯模的局部修整技术
芯模局部修整技术,其具体作法是在具有轴向壁厚控制功能的机头上,对其芯模的特定位置进行修形,从而在轴向控制的同时,近似获得在径向上壁厚的非圆变化量。
图6所示,芯模的局部修整示意图。

图6 芯模的局部修整示意图
如图6所示,芯模的局部修整示意图中1为修整区,S为最大修整量,修整量S需要在修整过程中进行试验后确定,先进行较小量的修整,试验效果好以后即确定下来,并且做好有关记录。图中的虚线区为修整区域,它是一个由浅入深的渐变过渡区域;其表面光洁度应尽量提高,以利于型坯的挤出和制品壁厚的均匀。
3.2 口模的局部修整技术
口模局部修整技术,是在口模的特定位置上,对其进行修形,类似于芯模局部修形一样,需要逐步对其局部修形部位进行修整,到目前为止,虽然国内许多技术人员进行了不少这方面的技术研究工作,但多数修整还是处在经验的基础上进行修形。
所以,通常初次进行此项工作的人员,在这类修整中适宜选用多次小量切除的方法,通过多次试验与修整使型坯达到最佳状态。口模修整的具体形式如图7所示。

图7 口模的局部修整示意图
如图7所示,口模的局部修整示意图中1指示的虚线区为口模修整区域,修整过程与芯模修整类似,需要采用逐步修整的方法来达到比较理想的效果。上图是口模的主视图,下图是口模的俯视图。
这种芯模、口模修形法,由于近年来计算机辅助设计技术和数控加工技术的大量采用,以及计算机工程分析模拟试验技术的应用,一次加工后就可以获得比较满意的效果,同时也取决于工程技术人员的修模经验与技术;这种芯模、口模修形技术的有关定量修整理论也正在进一步的深入研究之中。国内目前已有一些专业公司在开展这方面的专业技术服务;从其工作已经取得的效果来看,对改善塑料吹塑制品的壁厚分布具有较好的作用,同时也有利于降低制品的自重与质量的提高。
随着计算机吹塑软件工程分析的优化处理与塑料型坯模拟试验技术的进一步发展,将可能会使这种修模技术变得更为精确与专业化;并且有可能进一步降低修模成本。
同时,在采用芯模、口模修整方法的时候,需要使型坯壁厚逐渐过渡,防止修整过量造成型坯壁厚严重不均匀,熔体流动速度差别太大的情况发生,这样也很难获得壁厚均匀的制品。
4.口模和芯模尺寸的近似计算
此处主要讨论是采用 HDPE塑料的吹塑制品,在选择HDPE塑料吹塑成型时,可考虑参考以下的一些方法。
塑料瓶径尺寸与吹塑制品最小直径是口模、芯模的控制因素,可用下面公式近似计算芯模、口模尺寸。(连续挤出式机头)
Dd=0.5Nd
Pd≈(Dd2-2Bdt+2t2)1/2
式中:Dd为口模直径,Nd为最小瓶颈直径,Pd为芯模直径,Bd为瓶子直径,t为直径Bd处的瓶子壁厚。
该公式对于多数 PE吹塑成型塑料可适用,可适用于已知最小壁厚塑料瓶,尤其适用于圆形塑料瓶和容器。在公式中 0.5的数值可根据采用塑料的熔体指数,模具温度、挤出速率、塑料瓶与容器的大小进行调整。
如果制品重量确定而壁厚待定时,可用下列公式近似计算。
Pd=[Dd2-2(W/T2)Ld]1/2
式中:W 为制品单重,g;L为制品长度,mm;d为塑料原料的密度g/cm3;T为壁厚,mm。
该公式适用于大多数形状的吹塑制品,用于一些非规整的吹塑制品效果会更为明显一些。
对于采用型坯控制而不是自由流动的型坯来说,可以应用下面的公式进行计算:
Dd≈0.9Nd
Pd≈(Dd2-3.6Bdt+3.6t2)1/2
Pd≈[Dd2-3.6(W/T2)Ld]1/2
对于大多数自由流动型坯的HDPE吹塑制品来说,下面公式可用。
Dd≈0.5Nd,Ad≈0.5Ab
式中,Dd为口模直径,Nd为最小断面直径;Ad为口模横截面积;Ab为制品横截面积。
也会有:
Ab=W/(Ld)
式中:W 为制品重量,g;L为制品长度,mm;d为塑料原料的密度g/cm3。
对于一些特殊吹塑制品来说,口模、芯模的尺寸的确定需要进行相关生产试验以后,才能确定较好的口模、芯模的具体尺寸。此外,不同塑料原料的口模、芯模尺寸也会不同,需要在生产实践中不断总结经验。
此外,对于扩张性口模、芯模而言,口模、芯模出口处的角度一般可按照实际生产需要进行设计。一般芯模角度为 45~60°较为合适,芯模与口模之间的夹角一般为8~15°较为多见。
结 语
中空成型机的塑料型坯控制技术的研究在不断的深入过程中,很多吹塑设备与吹塑制品厂家工程技术人员为此付出了努力,更好的控制方法和装置正在不断的出现。
