基于I/O点的Fanuc数控系统与ABB工业机器人通信与控制
2021-02-11于联周
于联周 李 曼 张 波
(1.沈阳城市建设学院,辽宁 沈阳 110167;2.苏州怡合达自动化科技有限公司,江苏 昆山 215341)
0 引言
数控机床是数字控制机床的简称,是装有程序控制系统的自动化机床。该控制系统能够有逻辑地处理具有控制编码或其他符号指令规定的程序并对其进行译码,将其转换为代码化的数字,通过信息载体输入数控装置[1]。经过运算和处理,由数控装置发出各种控制信号,从而控制机床的动作,按照图纸要求的尺寸和轮廓自动加工零件。数控机床可以较好地解决精密、复杂、多品种以及小批量的零件加工问题,具有高效能、柔性的特点,它代表现代化机床控制的发展方向,是一种典型的机电一体化产品。Fanuc 数控系统是现代生产中最常见的数控系统之一,可最多实现5 轴联动且具备高精度CS 轮廓控制及AI 轮廓控制,同时具备高性能FSSB串行伺服总线,在工业自动化领域处于国际一线水平。
工业机器人一般在机械制造业中代替人完成大批量、高质量要求的工作,例如汽车制造、摩托车制造、舰船制造、某些家电产品以及化工等行业自动化生产线(点焊、弧焊、喷漆、切割以及电子装配)和物流系统(搬运、包装以及码垛)中的相关工作[2]。国际标准化组织(ISO)将工业机器人定义为具备自动控制和重复编程功能,可以多自由度开展工作的操作机,它能通过搬运材料、工件或操持工具来完成各种作业[3]。ABB 工业机器人作为机器人领域四大家族成员之一,是工业领域最常用的机器人之一。
1 我国自动化发展现状
近年来,我国的自动化水平发展迅速,主要体现在以下2 个方面:1) 国家的大力支持。工业发达城市基本上都实施产业升级、机器换人等相关战略规划,也出台了一些扶持政策。2) 从产业结构来看,新能源、汽车、家电以及消费电子这些行业的自动化程度相对比较高,主要是因为这些产业的产品附加值相对比较高。自动化程度的高低可以反映一个行业的整体发展水平,自动化程度越高,整体发展水平也越高。随着我国人口红利逐步消失,工业领域的用工成本也越来越高,因此自动化取代人力劳动已成不可逆的趋势。
数控机床自动化多采用PLC 进行总线控制,这种适合大型生产线的生产与规划对单岛型数控机床与单台机器人来说容易造成浪费PLC 资源的现象,同时在控制过程中,通过PLC 总线控制,会出现0.08 ms 的系统T 图扫描延时。因此,该文提出一种针对单岛型数控机床与单台工业机器人连接控制的方式,即将数控系统作为上位机,通过数控机床I/O 点与工业机器人I/O 点进行通信,从而达到协作运动的目的,最终通过数控机床的数控程序,在相应节点控制机器人完成规定的动作,可控制机器人完成数控机床的自动化上下料或其他类似动作,进而完成整个动作循环。
2 I/O 点介绍
2.1 数控机床I/O 点
该文以沈阳机床VMC850E 为例,该设备系统选用Fanuc-Oi-MF 数控系统,设备共配置24 个输入点,可以对外部信号进行识别与读取,分别为X4.0~X4.7、X8.0~X8.7 以及X9.0~X9.7,共计24 个输入信号点。在24 个输入信号中,可分配给用户使用的为X4.6、X4.7、X8.6、X8.7、X9.6 以及X9.7,而X4.7 多数作为探头及对刀仪的快速跳转信号,一般不作为其他设备的输入点,该文选用X8.6、X8.7、X9.6 以及X9.7 作为外部信号的输入点。选用Y2.0、Y2.1 作为外部信号的输出点。
2.2 ABB 工业机器人I/O 点(IRB120)
IRB120 Compact 控制器包括附加轴A-XS8、电源电缆连接器、连接器B-XS4 FlexPendant、连接器C-XS7 I/O、安全连接器D-XS9、电源电缆连接器E-XS1、电源输入连接器F-XS0、电源连接器G-XS10、连接器H-XS11 DeviceNet、信号电缆连接器I-XS41、信号电缆连接器J-XS2、轴选择器连接器K-XS13、附加轴L-XS12 以及信号电缆连接器。如图1 所示。
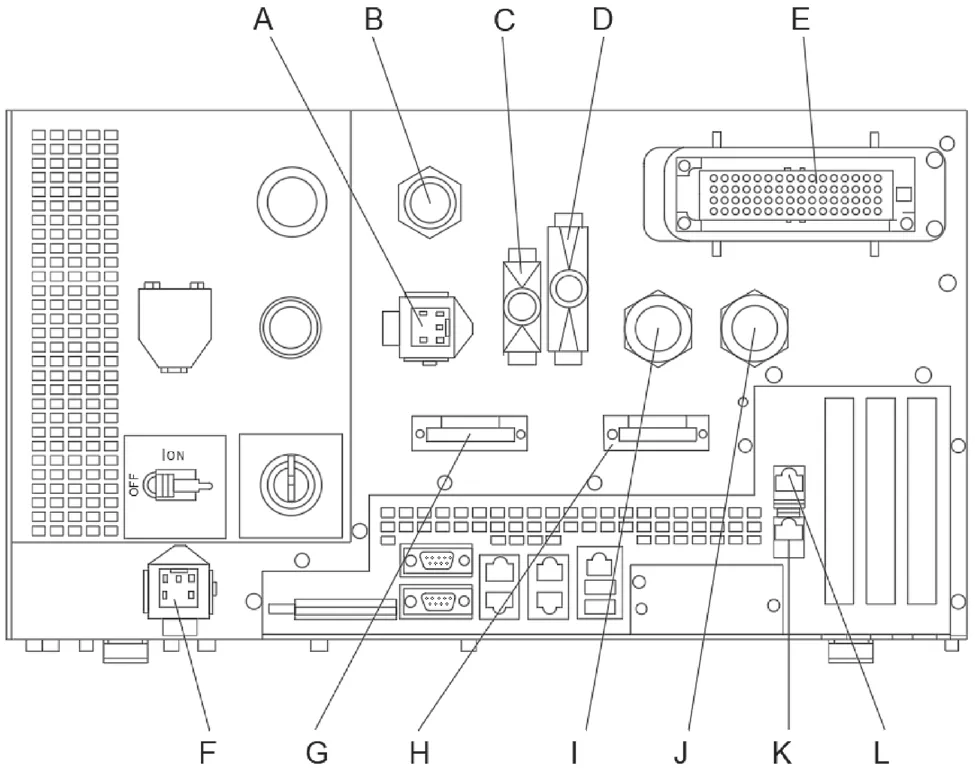
图1 IRB120 Compact 控制器
该文所用到的I/O 连接器XS7 是指机器人控制柜端的连接器,与之对应的客户接线端连接器为XP7。XP7 的1~8端子对应的是XS7 的1~8 号,即DSQC652 的do1~do8 的输出信号;9~10 号端子对应的是XS7 的9~10 号,9 号接0 V,10 号接24 V;11~18 号端子对应的是XS7 的11~18 号,即DSQC652 的do9~do16 的输出信号;19~20 号端子对应的是XS7 的19~20 号,因为其在内部已与9~10 号短接好,所以连接时可忽略;21~28 号端子对应的是XS7 的21~28 号,即DSQC652 的di1~di8 的输入信号;29~30 号端子对应的是XS7的29~30 号,29 号接0 V,30 号为空;31~38 号端子对应的是XS7 的31~38 号,即DSQC652 的di9~di16 的输入信号;39~40 号端子对应的是XS7 的39~40 号,因为其在内部已经与29 号短接好,所以连接时可忽略[4]。
3 数控机床PMC、机器人程序及线缆连接
3.1 数控机床PMC 及程序
FANUC 数控系统中F 信号是系统侧的输入信号,G 是系统侧的输出信号,X 是机床外部输入信号,Y 是机床外部输出信号,其关系如图2 所示。

图2 数控机床信号关系图
3.1.1 通过外部信号进行程序选择
数控机床外部信号只能通过数控机床I/O 板传递给PMC,而不能直接传给CNC,如果想在数控程序中识别外部输入信号,那么可以通过PMC 将外部输入的X 信号转换为G 信号,再通过系统变量与G 信号建立关系,最后通过用户宏变量访问系统变量,从而获得数控程序可读取的信号。系统变量与G 信号的对应关系见表1,系统变量与F 信号的对应关系见表2。

表1 系统变量与G 信号对应关系

表2 系统变量与F 信号对应关系
在Fanuc 数控系统中,需要将ABB 工业机器人的输出点作为数控机床的外部信号点并与系统变量#1000、#1001、#1002 以及#1003 建立联系,将该机器人的输出点接入数控机床的X8.7、X9.7,采用二进制让系统读取外部信号输入点,在PMC 中通过X8.7、X9.7 与G54.0-G54.3 建立连接,信号点见表3,T 型图如图3 所示。如果在数控程序中调用4 个程序不能满足生产需求,再引入其他输入点或扩充输入点。

图3 信号X 信号G 连接关系T 型图

表3 输入信号与系统变量对应关系
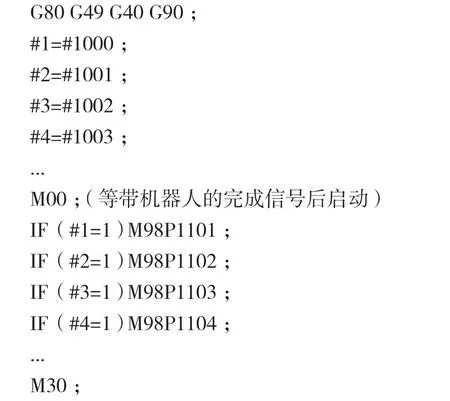
在程序中,将系统变量#1000、#1001、#1002 以及#1003赋值给用户变量#1、#2、#3 以及#4,进而在程序中使用相关变量,当#1 为1 时,程序调用O1101 子程序;当#2 为1时,程序调用O1102 子程序;当#3 为1 时,程序调用O1103子程序;当#4 为1 时,程序调用O1104 子程序。数控系统的程序如下。
3.1.2 通过外部信号重新启动M00
数控程序在遇到暂停程序指令(M00)后,会进入无条件暂停状态,直到有信号再次激发CYCLE_START(G7.2)信号,中间继电器R326.6 一次得电就可以再次启动数控程序。在T 型图中,R1056.4 为矩阵面板中的循环启动按键,通过R1056.4 可控制线圈R326.6。
为了实现通过X8.6、X9.6 对线圈R326.6 进行控制的目标,将其并联到R1056.4 上,当工业机器人输出相应指令时,通过X8.6 或X9.6 再次启动数控程序,如图4 所示。

图4 X8.6、X9.6 并联T 型图
在Fanuc 矩阵面板中,中间继电器R10.7、R11.0、R11.1以及R11.2 分别对应辅助功能代码M10、M11、M12 以及M13,为方便通过数控程序输出外部信号,在PMC 中将其与机床输出信号连接在一起,T 型图如图5 所示。之后将机床输出点信号Y2.0、Y2.1 连接到工业机器人的输入点并与机器人进行通信。

图5 机床输出信号T 型图
3.2 ABB 工业机器人程序
在工业机器人中,可以接收数控机床的外部输出信号Y作为ABB 工业机器人的输入信号di,同时还可以输出信号do,作为数控机床的外部输入信号X,其接线连接如图6 所示。
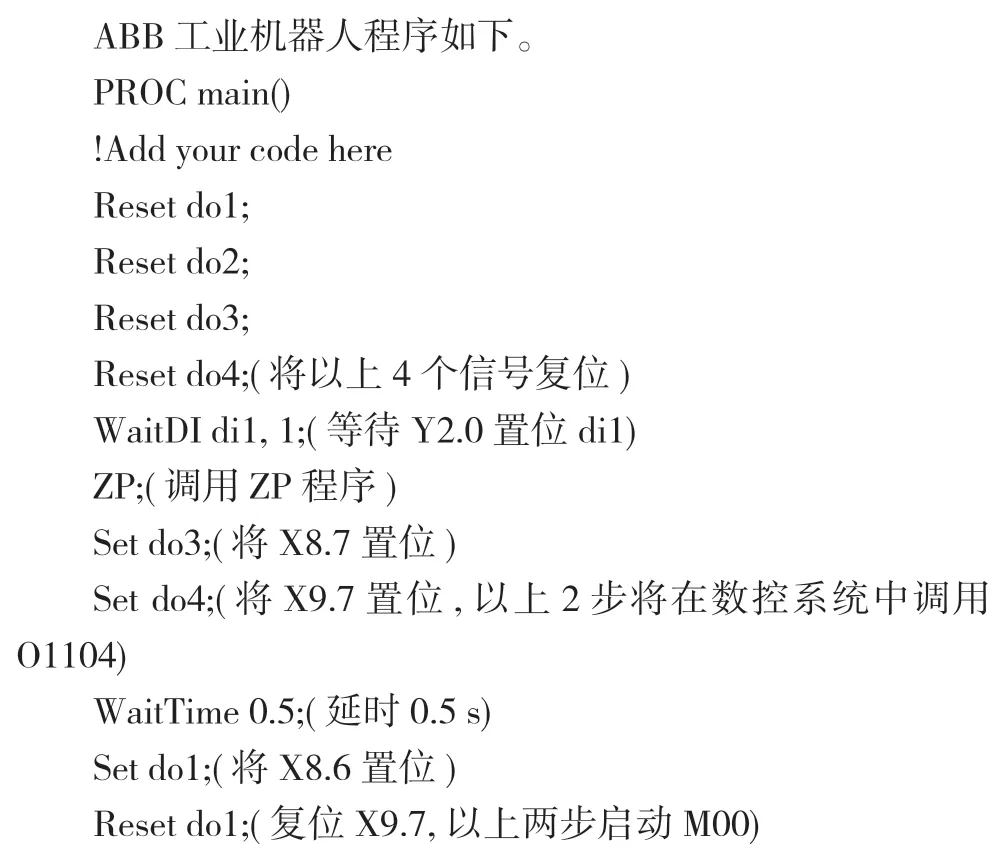

图6 机器人与数控机床线缆连接图
4 结论
该文介绍了ABB 工业机器人与Fanuc 系统数控机床进行通信连接的方式,在使用过程中,须灵活处理,例如根据调用程序的多少,可适当增减数控机床程序控制输入点个数。同时,通过二进制编程方式对T 型图进行更改。当控制数控M00 时,该文采用T 型图与循环启动开关并联的方式进行再次启动,可以为数控机床与ABB 工业机器人通信配合使用提供参考。