一种钢管自动检测设备的快速校验方法
2021-02-10苏景富
苏景富,成 蕾,马 谦,汪 超
(渤海装备南京巨龙钢管有限公司,江苏南京 210061)
1 设备介绍
德国KD 超声波串列式焊缝探伤装置,24 通道数字全自动超声波自动探伤系统,探头耦合方式采用水柱式,不受焊缝形貌、钢管表面质量状况影响,干扰少、灵敏度高。不同的探头布置方式,可实现100%全焊缝的纵向缺陷、横向缺陷和焊缝两侧热影响区分层缺陷的检测;管端盲区小于100 mm,尤其对焊缝微裂纹具有很高的检出灵敏度,能显示每个通道对样管的校验记录和生产检验中各通道对每根钢管的探伤结果;大壁厚钢管探伤时采用串列式探头,可对焊缝中心未焊透缺陷进行检测,实现内外全壁厚和热影响区范围的检测。该设备具有激光自动跟踪、探伤准确率高、缺陷定位精度高、稳定性好、实时存储探伤记录、打印探伤曲线、缺陷自动报警、自动喷标定位等特点,可加装特定探头进行相控阵探伤,实现C 扫描等更高精度更精细的断面逐层探伤。该探伤系统通过软件智能可实现对每一支钢管探伤曲线实时记录、保存和出具报告功能,图1 为24 通道数字全自动超声波探伤系统。
图1 24 通道数字全自动超声波探伤系统
2 标准要求
API 标准要求,利用超声波或电磁原理,并能够连续不断地检测钢管的焊缝外表面和/或内表面的设备均可使用,所使用的超声波或电磁设备应完好,自动检测系统应配有喷标及自动报警系统,用以发现缺陷及监视探头与钢管表面之间的耦合情况,并具备记录功能。作为对比刻槽或钻孔的对比标样应按表1 和图2规定有一个或多个机械加工刻槽或一个或多个径向钻孔。
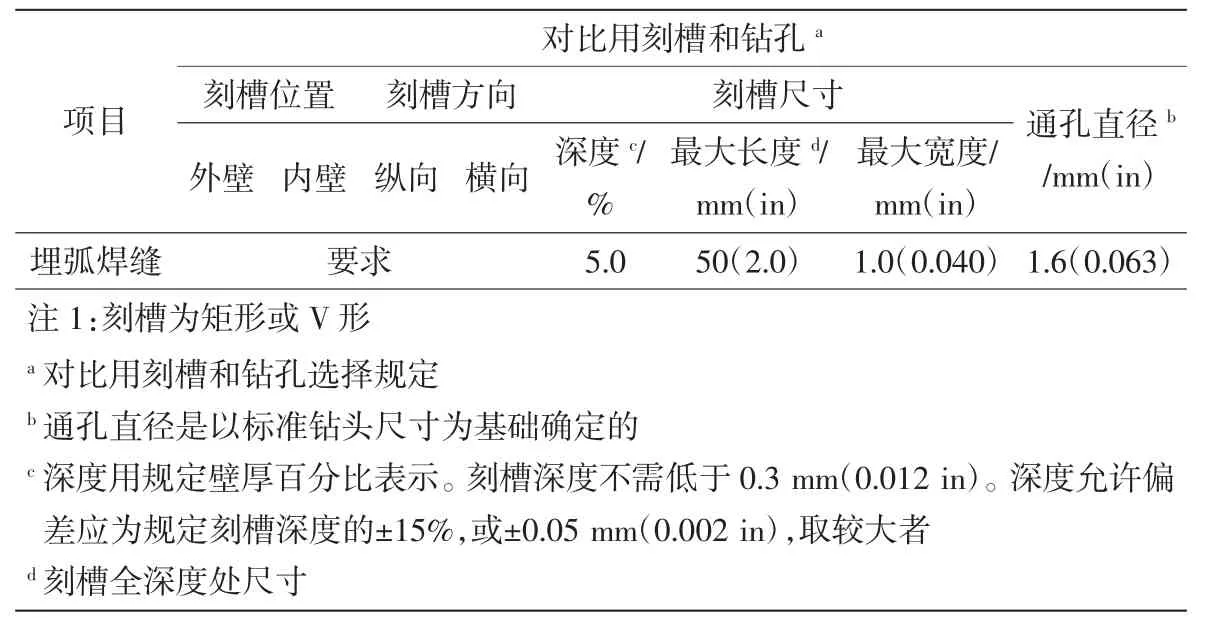
表1 对比用刻槽和钻孔
3 设备快速校验方法
(1)调试开始前必须检查压缩空气、PLC、水循环泵、工控机工作是否正常。确认正常后把所有探头落下,检查各探头拧紧旋钮是否松动,探头角度是否变动,如有变化及时恢复,以免给调试带来不必要的阻碍,探头角度调整见图3,探头角度调整原理见图4。
图3 探头角度调整查询表

图4 探头角度调整原理
(2)准备工作完成后,将样管行驶至连探机架下方进行管径识别(不同管径的钢管都必须重新识别管径)。
(3)打开水阀后,先将水管内的空气排空,再检查水表压力是否正常,压力过小是因为水过滤器被污垢堵塞,应及时将过滤器拆下清洗,保持水循环畅通。压力过大是因为各探头水阀调节器数值调节过大,影响探伤信噪比,根据实际情况进行适当调节。
(4)将探头落至人工刻伤处,打开示波器,对样管进行调校。先转动手轮,找到伤波位置;操控小车前后匀速移动,确认是否为缺陷波;确认无误后将伤波框入闸门内。按照该方法逐个对每个探头进行调校,完成初调。
(5)使用气阀调节器调校,左右两边为探头吹气阀,中间为焊缝吹气阀。调节仪器时,气阀的调节十分重要,在探伤过程中气的大小决定信噪比的好坏,气开的过大信噪比未必好,调节气阀时应在样管进行自动探伤时打开示波器进行调校(小车无需停止,确保匀速探伤状态),如气阀调节过大会造成波形抖动厉害,虚虚实实(有时在静止状态下调校好样管,报伤十分正常,但进入自动探伤状态后发现先前调校好的伤波过低或不见了,此时表明气阀打开过大。如伤波报警正常,但信噪比较差,杂波跟伤波相差不大,表明气阀打开过小)中间焊缝吹气阀只对外伤信噪比有影响。
(6)中间焊缝吹气阀对焊缝内外伤的信噪比调节起作用,确保吹气头垂直于焊缝。
(7)检查探头分水套高度是否合适,分水套与钢管之间必须有1 mm 的水柱耦合间隙,确保探头不会遭到磨损,杂波也相对较少。如分水套紧贴钢管,造成分水套磨损过大,会对探头造成不必要的损伤,且整个机架都会受到影响,长久下去会造成机架和导向杆变形,探头架无法正常升起。
(8)调节探头架升降力度,靠前的为探头架升起力度调节器(探头架升起力度不宜过大,过大会造成探头架过早升起,探伤盲区增大;探头架升起力度也不宜过小,过小会造成管端杂物刮伤探头)。靠后为探头架下落力度调节器,探头架下落力度过大会造成探头受到强烈撞击导致角度改变,大大降低探伤准确度;探头架下落力度过小会造成探头架落不到位,使探头与钢管无法正常耦合,也会大大降低探伤准确度。总之,这两种调节器必须慎重调节。气缸压力调节器一般无需调节,请勿将它与探头架力度调节器混淆。
(9)连接探头的小导向杆由于靠钢管探伤面比较近,所以时常会有水滴溅入,长久下去会造成导向杆生锈,无法正常活动,必须定期拆卸下清洗、润滑。
(10)光电开关。当钢管进入探伤仪下方时,两侧的光电开关应同时亮起。如有一侧未亮,则表明该侧未检测到钢管,此时探伤无法进行,设备会发出报警。应适当调节光电开关的感应距离,同时检查钢管管端是否平行。
4 应用效果
在日常生产中,只要按以上要求调节保养设备,无论检测任何管径的钢管,都可在0.5 h 内完成样管调校,并能很好地保持设备的操控性和稳定性。与普通的调试方法相比,该方法每次节省校验设备时间8 min。按照4 h 校验设备的规定,每天可节省8 min,一根钢管完成检测的时间约为6 min,每天可以多检测8根钢管,效益可观。
该样管调节方法的使用,即减少了不必要的调整时间,又大大降低了设备的配件损耗,同时大幅度提高生产效率,符合公司降本增效的理念。
