选煤厂自动装车系统的设计与应用
2021-02-07程广魁
程广魁
(西山煤电屯兰矿选煤厂,山西 古交 030200)
近年来,随着综采工作面采煤效率的提升,对选煤厂各个分系统的处理能力和性能提出了更高的要求。当前自动装车系统存在作业人员劳动强度大、工作环境差、效率低以及故障率高的问题,究其原因在于自动装车系统的自动化水平低、装车精度不高且故障定位不准确[1]。本文着重对选煤厂装车系统的自动化控制进行研究。
1 自动装车系统的设计
1.1 自动装车控制系统的总体设计
自动装车控制系统的自动化、高精度实现需实现对精煤煤仓仓口闸门的控制,对皮带机的控制,对煤炭重量的精准称重,对车厢进行识别以及实现对系统的监测和控制功能。针对自动装车系统的控制需求,本方案采用以PLC 控制器为核心的控制系统实现,并采用以太网实现上位机与现场设备之间的通信,所选择PLC 控制器的型号为S7-300 系列[2]。
根据控制需求,将自动装车控制系统分为现场控制层、调度监控层以及信息管理层。其中,现场控制层主要基于PLC 控制模块并结合模糊PID 控制算法所实现;调度监控层主要是对现场装车系统设备运行参数的监测和控制,实现对系统的统一集中管理;信息管理层是为控制系统将来的控制需求提供程序及网络接口。
1.2 自动装车系统工艺流程设计
根据自动装车系统的控制需求,设计如图1 所示的自动装车系统控制工艺流程。
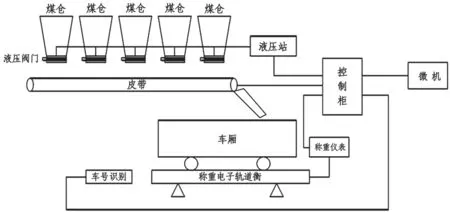
图1 自动装车系统控制工艺流程
如图1 所示,自动装车系统根据车厢内煤炭的实时重量对煤仓液压闸门和皮带机进行控制,当系统检测到车厢重量满足要求时铁牛将装满的车厢拖走,并由车厢识别系统对车厢进行识别。此外,控制系统根据车厢内货物的重量控制皮带机的带速,保证精煤能够均匀地装入车厢内。
2 自动装车监控系统的设计
2.1 自动装车监控系统PLC 组件的选型
根据对自动装车控制系统的总体设计,要实现对自动装车任务的精准控制首先需准确获取自动装车系统设备的实时运行参数。经统计,自动装车系统涉及到需控制的部件包括有皮带机的驱动电机、煤仓的液压闸门(9 套)、下煤簸箕、铁牛、车号识别系统等[3]。
基于自动装车监控系统可实现对皮带机跑偏情况、液压闸门的开口大小、液压站点的压力进行检测,通过检测结果及车厢内精煤的实时重量可实现对煤仓闸门的开关或者开口大小、皮带机的带速、液压站压力等参数进行控制。PLC 为自动装车控制系统的核心,结合工业PLC 的选型经验及系统的控制需求,该系统所选用PLC 控制器为S7-300 系列,并为其配置如表1 所示的其他模块。

表1 PLC 控制模块的配置
2.2 监控系统的设计
自动装车系统的装车流程设计:煤仓→液压闸门→皮带机→簸箕→车厢(实时称重)→铁牛牵引。
自动装车系统的控制流程设计:车厢进入轨道→自动识别系统对车号进行识别→由铁牛牵引车厢到达指定位置→皮带机启动—煤仓液压闸口打开→精煤落入车厢并由称重系统对车厢重量进行实时称重→重量达到要求由铁牛牵引出制动位置[4]。
为确保火车车厢的精煤量满足要求,为自动装车系统配置GUC-S 系列动态电子轨道衡实现对车厢精煤重量的精准测量。GUC-S 系列动态电子轨道衡的称重原理如图2。

图2 GUC-S 系列动态电子轨道衡的称重原理
水分为衡量煤炭经济价值的关键,煤炭中水分过高会给用煤企业造成损失,而水分过低会给煤炭生产企业造成损失。因此,为了避免在自动装车过程中造成精煤水量的损失,在皮带机上增设水分在线监测设备,实现对精煤中水分的实时检测,并在皮带上方增设一套喷淋装置。当监测到精煤中水分欠缺时,由PLC 控制器对喷淋电磁阀进行控制启动喷淋装置,将水以雾状的形式均匀喷洒于精煤上。针对精煤水分控制系统设计如图3 所示的上位机监控界面。
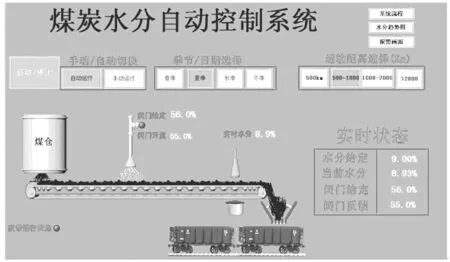
图3 煤炭水分自动控制系统上位机监控界面
3 自动装车系统控制策略的设计
鉴于传统PID 控制器对控制参数调整控制后为固定值,当外界因素对系统造成干扰或者系统本身参数发生变化时,原参数已不适用于新工况。即传统PID 控制算法的鲁棒性较差,其控制效果无法满足实际生产的需求[5]。为此,本文将采用模糊PID控制算法实现对自动装车系统的控制。
基于模糊PID 控制器能够根据控制参数的变化量和变化率对控制参数进行控制,在完成模糊PID控制器隶属函数确定、模糊控制规则以及模糊推理验证的基础上,确定模糊PID 控制器中的积分环节参数为0.02、微分环节参数为0.01、比例环节参数为0.1。
为验证模糊PID 控制算法的控制效果,以自动装车系统中皮带机为研究对象,当车号识别系统检测到车厢到达指定位置时,皮带机应先于煤仓液压闸口开启以防止堆煤现象的产生,研究皮带机的启动特性,如图4。

图4 模糊PID 控制算法下自动装车系统皮带机启动特性
如图4 所示,当皮带机具备启动条件时,控制系统能够及时启动皮带机且带速稳定所需时间仅为0.2 s,在整个控制过程中皮带机带速振荡次数较少且超调量很小。因此,模糊PID 控制算法在自动装车控制系统中具有较佳的应用效果。
4 结语
本文着重对自动装车系统进行研究,具体总结如下:
(1)以PLC 控制器为核心设计包含由调度监控层、现场控制层和信息管理层组成的自动装车控制系统;
(2)根据选煤厂装车工艺为自动装车控制系统设计装车流程及其控制流程,并设计了以GUC-S系列动态电子轨道衡为核心的自动称重系统,为保证煤炭的经济价值为自动装车系统配置了水分在线监测仪和喷洒装置;
(3)以模糊PID 控制算法为核心的控制策略对自动装车系统的控制具有响应及时、超调量小以及振荡次数小的优势。