统计过程控制在医用电子直线加速器射束匹配性能评估中的应用研究
2021-02-03肖青李光俊张祥斌柏森
肖青,李光俊,张祥斌,柏森
四川大学华西医院肿瘤中心 生物治疗国家重点实验室 放疗科,成都市,610041
0 引言
统计过程控制(statistical process control,SPC)自1924年由休哈特[1]提出以来,在工业生产过程、器械设备等的质量管理中得到广泛应用,用于提高质量控制(quality control,QC)和质量保证(quality assurance,QA)系统的早期发现及预防能力,并减少生产浪费[2]。SPC作为一种功能强大的分析性决策工具,可有效监视、控制和改进过程,近十几年来逐渐用于放疗QA过程监测[3-6]。相比专业机构或组织已发布指南推荐的通用临床规格限值而言,物理师可根据SPC技术更好地设置特定QA过程的容差限值及干预限值,可进一步最大程度地减少过程变异[4,7-8]。
临床上,通过对医用电子直线加速器进行射束匹配,可以极大程度地提高在不同加速器间治疗患者的灵活性和效率[9-12]。然而,除了常规QA检测外,尚缺乏对射束匹配的加速器间临床放疗性能的全面评估。本研究基于SPC技术控制图和过程能力分析方法,评估了3台射束紧密匹配的加速器之间容积旋转调强放疗(volumetric modulated arc therapy,VMAT)的实施性能,为临床决策提供参考。
1 材料与方法
1.1 设备材料
3台医科达公司医用电子直线加速器,1台型号为Versa HD(加速器1),2台型号为Synergy(加速器2、加速器3),均配置了Agility MLC机头。3台加速器进行了6 MV光子束匹配,PDD10差异在±1%内,80%FWHM区域内任何点剂量差异均在2%以内,有效保证了射束平坦度及对称性的一致性。VMAT计划设计采用Raystation放疗计划系统。剂量测量采用美国Sun Nuclear公司螺旋形半导体探测器阵列ArcCHECK,γ分析采用其配套软件SNC Patient(版本6.7.4)。
1.2 研究对象
随机选取本中心2018年6月至2020年1月期间3台加速器上共1 498例VMAT计划进行治疗前特定患者的剂量验证。VMAT计划纳入标准:①治疗加速器采用上述3台射束匹配的加速器;② 计划设计采用Raystation放疗计划系统,6 MV光子束均整模式,最大剂量率为600 MU/min。该研究已通过华西医院伦理委员会审查,并在中国临床试验注册中心获得注册号:ChiCTR1900028032。
1.3 VMAT计划剂量验证
获取ArcCHECK模体三维CT影像,传至Raystation计划系统用于剂量计算;在计划系统中将特定患者的VMAT计划移植到ArcCHECK模体三维CT影像上重新计算剂量,导出RT Plan和RT Dose文件用于γ分析;测量前将ArcCHECK对准激光灯进行摆位,按照SunNuclear公司提供的标准步骤对ArcCHECK模体进行本底校准、矩阵校准和剂量校准;使用特定患者的VMAT计划进行出束,通过ArcCHECK模体进行剂量测量;将RT Plan和RT Dose文件导入SNC Patient软件进行γ分析。
1.4 评价指标
γ分析取最大剂量点对绝对剂量进行全局归一,剂量阈值设为10%,采用3%(剂量误差)/2 mm(距离误差)的标准计算γ通过率。根据AAPM TG-218报告建议,3%/2 mm的γ通过率临床通用干预限值为≥90%[8]。
1.5 SPC方法
SPC主要包括两方面内容,一是利用控制图对过程进行实时监控,判断过程是否处于稳定受控状态;二是通过计算过程能力指数,对过程能力符合规格要求的程度进行分析,进一步改进过程[13]。由于非正态会影响常规控制图及过程能力分析的性能而导致错误决策[14-16],因此,本研究中采用不假设特定分布的加权标准差(weighted standard deviations,WSD)方法[16-17]。
1.5.1 控制图
控制图通常包含中心线(center line,CL),控制上限(upper control limit,UCL)和控制下限(lower control limit,LCL)。控制图指示过程何时不受控制。当所有观测值都在控制限内,则认为该过程受控,不需采取任何措施。当有观测值超出控制限时表明过程失控、正在发生改变,需要进行调查并采取纠正措施。本研究中采用单值图监测特定患者的VMAT QA过程质量特征值(γ通过率)。
WSD控制图方法由CHANG等[16]提出,其基本思想是将偏态分布分为均值相同但标准差不同的两个对称分布。根据其原理,单值图控制限值的计算如式(1)~(5)所示:
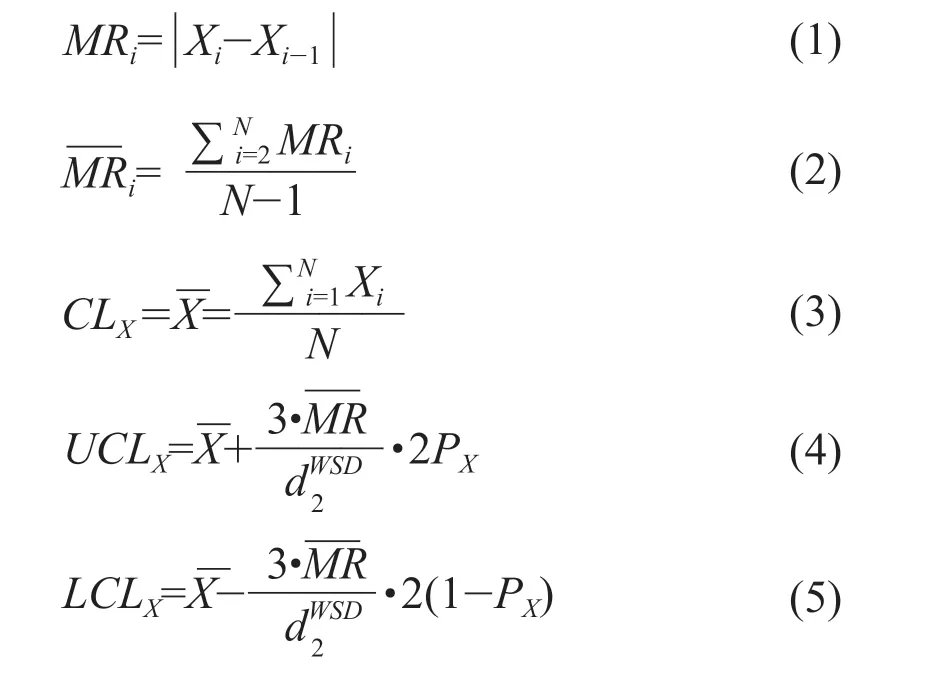
其中,X为单个γ通过率的值,MR为移动极差,N为测量个数。是偏态分布常量,与的概率PX相关,对于单值图,可通过子组为2的移动极差估计并查表得到[16]。由于γ通过率最大值为100%,临床上考虑UCL无实际意义,因此本研究中只计算LCL作为容差限值。对低于容差限值的VMAT QA结果根据AAPM TG-218报告推荐的操作流程调查失控原因,改进质控过程。
1.5.2 过程能力分析方法
当过程处于受控状态时,则可计算过程能力指数,判断该过程质量变化与质量规格的相符程度。本研究采用工业生产中应用最广泛的基本过程能力指数Cpk,其WSD计算方法[17]如下:

其中,s为γ通过率标准差,PX为X≤的概率。USL为规格上限(upper specification limit),LSL为规格下限(lower specification limit)。Cpl和Cpu分别为仅存在单侧规格时的过程能力指数。由于γ通过率最大值为100%,临床上设置USL无实际意义,因此本研究中Cpk等于Cpl,LSL为AAPM TG-218报告中建议的临床通用干预限值(90%)[8]。消除失控例后,所有VMAT QA结果用于计算Cpk指数。过程能力等级评估采用MONTGOMERY[2]推荐的仅存在单侧规格限值时的Cpk最小值,将过程能力分为四级:Cpk≥1.60,等级为“A+”,过程状态为优,可考虑降低标准;1.60>Cpk≥1.25,等级为“A”,过程状态良好,维持现状;1.25>Cpk≥1,等级为“B”,过程状态一般,稍有变异将会产生不良风险,应当改进为“A”级;Cpk<1,等级为“C”,过程不良较多,必须提升过程能力。
1.6 统计分析
采用SPSS 25软件进行特定患者VMAT QA过程质量特征的统计分析。正态性检验采用Anderson-Darling统计量,检验水准α=0.05。
2 结果
2.1 VMAT QA结果及数据特征
2018 年6月至2020 年1 月期间,通过ArcCHECK剂量测量和γ分析对3台加速器上共1 498例VMAT计划进行了治疗前剂量验证,结果如表1所示。3台加速器VMAT QA过程γ通过率均不服从正态分布(P<0.001),平均和中位γ通过率均大于97%,平均γ通过率最大差异为1.26%,中位γ通过率最大差异为1.30%。3台加速器VMAT QA结果低于临床干预限值的比例均低于1%,其中加速器3所有VMAT计划γ通过率高于91%。
2.2 控制图监测结果
通过WSD方法得到加速器1、加速器2和加速器3特定患者VMAT QA过程容差限值分别为92.12%、91.42%和93.89%,均高于临床规格限值(90%)。绘制单值图监测VMAT QA过程,如图1所示。其中,灰色方块点表示低于容差限值的γ通过率,灰色三角形点表示纠正误差后的γ通过率。可发现加速器1、加速器2和加速器3低于容差限值的VMAT例数/比例分别为7/1.19%、5/1.08%和5/1.12%。对低于容差限值的17例VMAT QA结果进行调查,相关失控原因如下:10例(加速器1、加速器2和加速器3分别有3、3、4例)受摆位误差影响,占比58.8%;5例(加速器1、加速器2和加速器3分别有3、1、1例)受剂量计算网格选择错误影响,占比29.4%;2例(加速器1、加速器2各1例)受ArcCHECK模体校准错误影响,占比11.8%。纠正失控原因后,所有失控例γ通过率均高于容差限值。

表1 3台加速器特定患者的VMAT QA结果Tab.1 The results of patient-specific VMAT QA for three linacs.
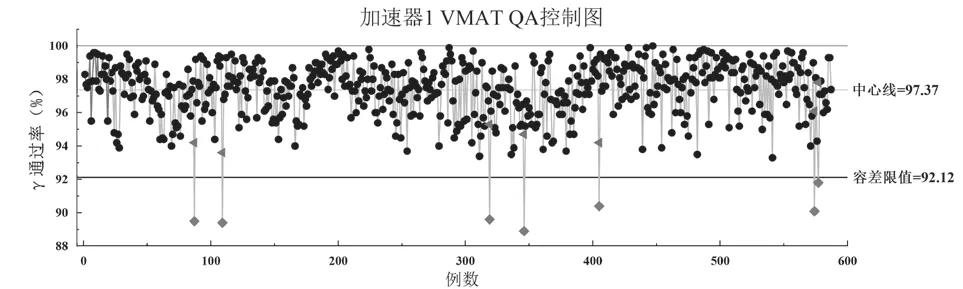
图1 加速器1特定患者VMAT QA过程单值图Fig.1 The individual control charts of patient-specific VMAT QA processes for linac1
2.3 过程能力评估结果
去除受特殊原因影响的失控例后,所有处于受控状态的VMAT QA结果用于计算Cpk指数,结果如表2所示。受控状态下,3台加速器VMAT QA过程γ通过率均不服从正态分布(P<0.001),过程能力指数Cpk值均大于1,符合临床规格基本要求。其中,加速器3的Cpk值最高,过程能力等级为“A+”,状态为优,提示可考虑降低过程标准;加速器1的Cpk值次之,过程能力等级为“A”,过程状态良好,维持现状即可;加速器2的Cpk值最低,过程能力等级为“B”,状态一般,提示过程稍有变异将会产生不良危险。
3 讨论
放射治疗是治疗肿瘤的三大主要手段之一,50%~70%以上的肿瘤患者需要接受放疗。为避免在放疗过程中由于直线加速器停机给治疗带来不便,很多放疗中心会对具有匹配基础的不同电子直线加速器进行射束匹配,以提高治疗灵活性和效率[9-11]。通过射束匹配,一方面可以减少加速器调试及建立放疗计划系统光束计算模型相关数据采集工作[10],另一方面还可以在不对治疗计划进行更改的前提下在不同加速器上实现互换治疗[11]。射束匹配旨在将不同加速器的剂量学特性保持一致,通常要求剂量学参数如百分深度剂量(PDD)、不同深度profile曲线和输出因子等满足一定标准[12]。
本研究中,3台医科达医用电子直线加速器均配置有Agility MLC机头,6 MV光子束匹配的PDD10差异在±1%内,80%FWHM区域内的任何点剂量差异均在2%以内,满足射束匹配标准。加速器1、加速器2和加速器3的VMAT计划平均及中位γ通过率均大于97%,平均及中位γ通过率最大偏差分别为1.26%和1.30%。根据VMAT计划γ通过率结果,可认为3台加速器射束匹配良好[10,18]。但是,通过SPC技术发现,3台加数器VMAT QA过程容差限值偏差达2.47%,过程能力指数偏差达0.67,能力等级处于3种不同水平。其中,加速器1和加速器3 VMAT QA过程无需改进,但加速器2过程状态一般,需要利用各种资源及方法将其改进为“A”级。结果表明,SPC技术可有效评估射束紧密匹配的直线加速器间VMAT实施性能,有助于识别并减小匹配良好的直线加速器间的微小差异。
另外,控制图作为一种非常经济高效的报警系统[2],有助于发现VMAT计划实施过程中的重大误差,减少临床事故发生。对于VMAT剂量验证结果低于临床干预限值的计划,物理师应当马上采取措施,调查原因并仔细评估该计划是否能在临床上执行。对于VMAT剂量验证结果低于容差限值的计划,物理师应当调查过程变差原因,改进流程。本研究中根据AAPM TG-218报告中给出的操作流程调查了VMAT QA失控原因。3台加速器共17例VMAT计划QA失控,失控原因包括摆位误差、剂量计算网格选择错误和ArcCHECK模体校准错误,均为人为因素导致的误差。纠正人为误差后,所有失控的VMAT计划QA结果均在容差限值和干预限值内。结果表明,本中心3台加速器的临床VMAT QA过程处于统计控制状态。此外,在临床QA过程中还应当对操作者进行更加规范和严格的培训,以减少人为因素造成的失控。

表2 3台加速器特定患者的VMAT QA过程能力指数CpkTab.2 The Cpk values of patient-specific VMAT QA processes for three linac
4 结论
本研究表明,控制图是一种非常经济高效的报警系统,过程能力分析是一种准确可靠的过程性能评估方法。通过SPC技术能有效评估医用电子直线加速器射束匹配性能,有助于持续监测并改进特定患者的VMAT QA过程,指导临床决策。