白车身焊接线工装设备设计维修性考虑
2021-02-02吕业成
吕业成
(上海赛科利汽车模具技术应用有限公司,上海 201209)
0 引言
自20世纪80年代末起,以用户为中心的设计(User-centered Design,UCD)成为一种新兴的产品开发概念与方法[1]。维修性作为一种由设计决定的质量特性,必须在产品设计的论证与方案阶段就予以注入,从而使维修性具有贯穿产品设计与制造全过程的指导意义[2]。维修性是表征装备维修简便、迅速和经济程度的特性,维修性的好坏关系着维修所需的人力、时间以及资源消耗[3]。在过往的产品维修性设计中,更多地反映的是“设计者的声音”,而非“用户的需求”[4],这样容易导致设计出来的产品虽然具备使用功能,但可维修性不好。
任何一台工装设备,不可避免会出现故障,尤其是设备初期的调试以及后期随着老化、磨损以及疲劳地逐步深入,出现故障的概率较高。一旦出现故障,需要第一时间进行维修来排除故障。所以就要求在工装设备设计阶段,需将设备的可维修性充分考虑其中,它直接关系到生产效率。维修的便利性、维修成本以及维修安全性是白车身焊装生产线工装设备维修主要关注点。
1 工装设备维护便利性考虑
维修的便利性和维修效率直接挂钩,在工装设备设计时需要充分考虑。
1.1 焊装夹具维修便利性
焊装夹具是由加工件、外购件通过内六角螺栓连接在一块,焊装夹具在维修过程中,最常用的工具为内六角扳手,内六角扳手基本尺寸见表1,内六角扳手(GB/T 5356—1988)规格如图1所示 。在设计时,应参考内六角扳手规格,预留出内六角螺栓的拆装空间。根据内六角扳手的基本尺寸,很容易看出图2预留的维修空间小,扳手没有操作空间,气缸不能直接进行拆卸,需要将限位块和连接块拆除后才能更换气缸,影响备件更换效率。工装夹具的主要功能为定位、夹紧,以保证焊接过程中产品尺寸稳定,但在夹具设计时,不能仅仅只考虑满足基本功能,还需考虑现场工装夹具调试的便利性,如图3所示,位于中间位置的两个压块,其垫片调整十分不便,需要先将这两个压块完全拆除,才能调整垫片,合理的设计只需将螺栓松动,通过抽插垫片即可实现垫片的调整。在夹具设计时,这种不合理结构设计应当规避掉。

表1 内六角扳手基本尺寸
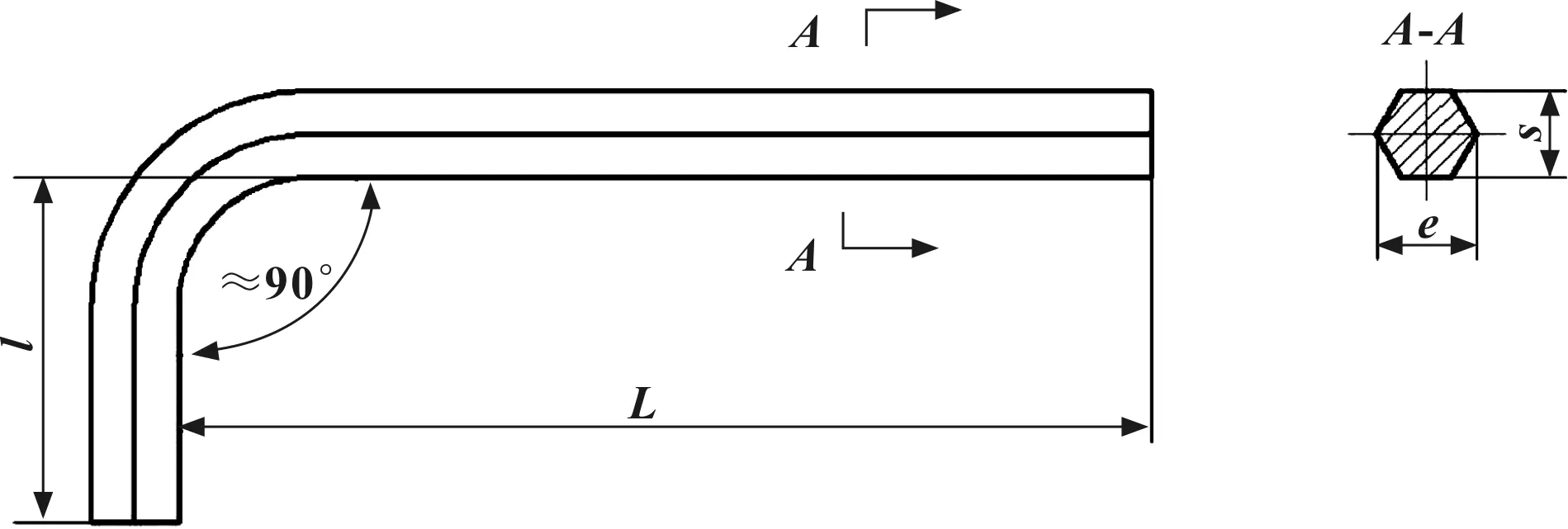
图1 内六角扳手规格

图2 内六角扳手维修空间

图3 夹具设计示意
对于惯性较大的场合,如翻转机构和滑台机构,巨大冲击力对气缸的活塞寿命影响很大,设计上需要增加缓冲器,减小冲击力,延长气缸的使用寿命。图4是翻转机构和滑台机构设置缓冲器的场合,在气缸伸出和缩回的两个极限位置分别安装缓冲器。
图4 翻转机构和滑台机构设置缓冲器
在工装夹具设计的机构中,经常使用到滑块、轴承、滑轨等零件,这些活动零件需要考虑润滑,干摩擦非常影响使用寿命。因此在夹具设计过程中,需要预留出加油枪的操作空间,但有时因夹具定位需要或者避让焊枪的需要,无法腾让出加油枪操作空间,此时需要通过集油块将加油嘴的位置引到空旷区域,以便加油枪注油,图5为集油块应用实例,滑台机构中的滑块位于安装板下部,无法对其实施加油,利用集油块将原滑块的加油嘴引到集油块上,将集油块安装的空旷位置方便加油。

图5 集油块应用实例
夹具每使用一段时间,就需要标定一次,才能长期保证定位精度。工装夹具设计中,需要考虑三坐标测量设备安放位置。为了便于测量,设计时应考虑所有基准坐标孔不被其他零部件遮挡,基准坐标孔应尽可能涵盖所有被测单元,基准坐标孔数量应视工装大小设定(至少3个),相邻孔的间距控制在500~800 mm之间。
在夹具设计时,要给有机加零件、气路元件、电气元件设定特定编号,如图6所示,对于机加零件,直接在零件非加工面上打上零件钢印号,气管和电缆上绑上标签。一旦产线出现故障,可根据HMI显示的故障代码,结合现场的特定编号,可以迅速找到发生问题的区域,提高问题诊断效率。

图6 夹具上的特定编号
1.2 大型外购设备维修便利性
工艺设备中机器人、焊枪等大型外购设备的维修是车间非常关注的问题点,对于这些设备的大修,常用的方法有3种:(1)靠近围栏并且周围没有阻碍物可选择用叉车铲出来的方法;(2)增加移除钢结构,用葫芦将设备从空中吊出来;(3)采购吊车将设备吊装出来,这些大设备的维修更换方案在工艺规划设计阶段必须考虑。
每台机器人都应预设维修位,当机器人本体以及机器人携带的设备只是小修或简单的故障排查,直接调用维修位程序,将机器人调至维修位就可以开展维修工作,无需专业维修人员通过操作机器人示教器将机器人缓慢移至合适维修位置。机器人设定维修位,提高维修效率。
对于维修空间受限的场合,需要预留足够的维修空间。如图7所示转台,对于外购转台设备,出现故障概率最高的就是电机,因此在设计转台工装时需要为电机维修提供必要的维修空间,通常高度h保证不小于400 mm,以满足维修需要。

图7 转台电机维修空间
2 工装设备维修成本考虑
定位销、拖压块是每台夹具的定位零件,因与工件直接接触,因此磨损会随着时间推移而逐步加剧,达到一定期限,必须将其更换,才能保证夹具精度。因此在设计时,需要对定位销、托压块的材料和表面热处理进行特殊规定,以保证其使用寿命。这些定位元件不能频繁更换,因为每次更换都需要进行标定,确保更换前后定位精度一致,更换十分耗时,因此保证了这些定位元件的使用寿命,减小更换的频率,就是节约定位零件更换成本。
气缸是工装夹具中最常用也是提供动力的原件,因此在进行工装夹具设计时,对于气缸的维修需充分进行考虑。在手动焊接工位,工人手持焊枪焊接过程中,操作不像自动工位机器人一样精准,焊枪容易碰到气缸感应器和节流阀,而导致的损坏,所以需要对所有手动工位的夹紧缸需要安装气缸保护罩,如图8所示,起到保护感应器和节流阀不被焊枪撞坏,从而减少气缸备件的消耗。
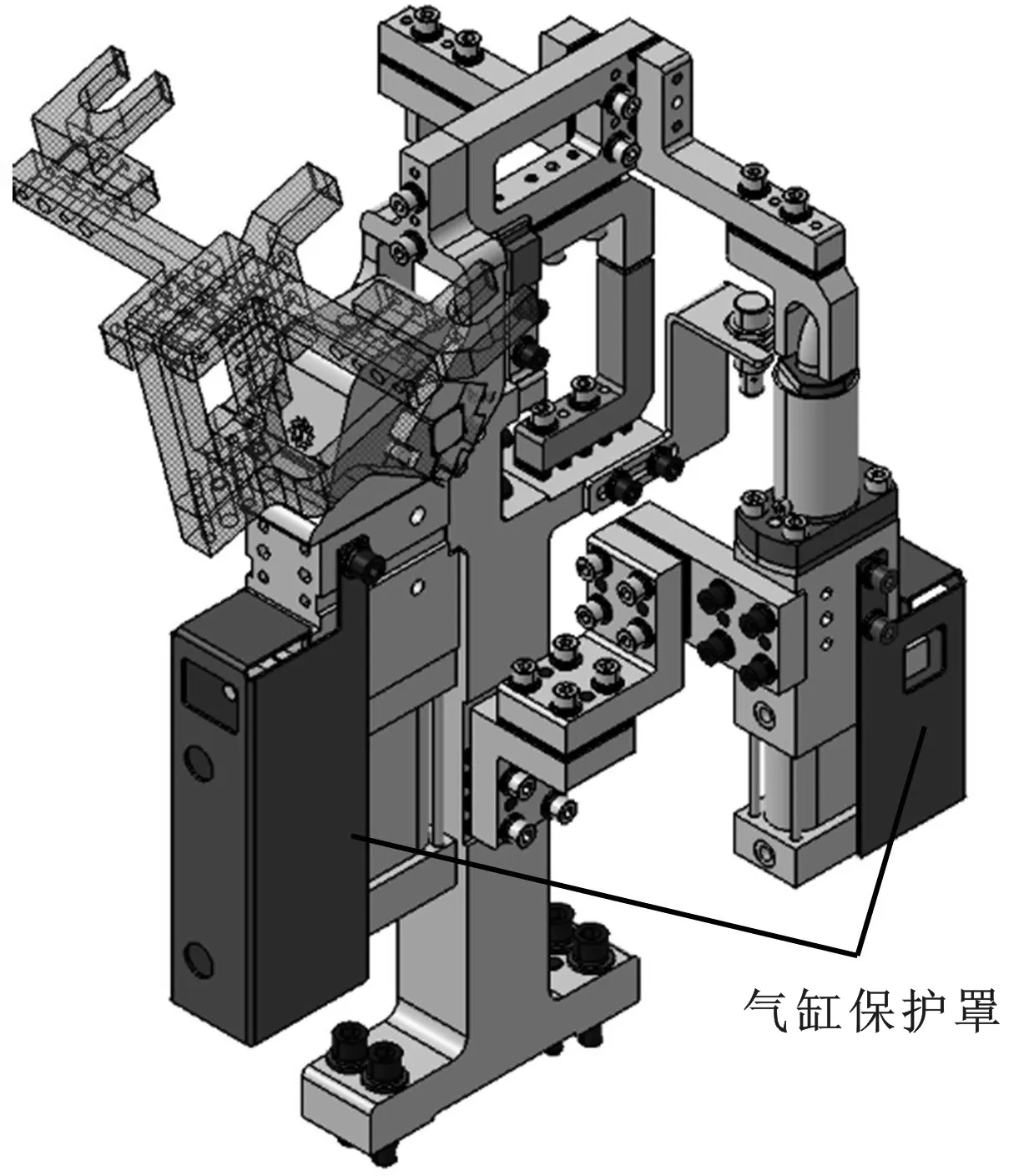
图8 手动工位气缸增加保护罩
在工装夹具设计时,易损件尽量使用标准件,如定位销、限位块,这些易损件随着生产的进行会逐渐磨损,当磨损达到一定程度就需要更换。标准件具有互换性特点,因此不需要专门进行备件。只需从标准件备件中挑出直接使用,不仅可以减少备件种类,而且还节约维修更换时间。由此可以看出,易损件使用标准件可以节约维修成本。
焊接车间焊接飞溅无处不在,对于执行元件裸露部位、螺栓及销钉要给予保护,否则十分影响执行元件性能和寿命以及螺钉和销钉的拆卸,如图9所示,其中图9(a)对滑轨设计保护罩,图9(b)对于气缸活动导杆部分设计保护罩,图9(c)对螺栓和销钉安装防尘帽。采取这样的防焊渣保护措施,可以有效节约维修成本。

图9 防焊渣保护
在工装设备设计时,外购件选型需要优先考虑线生产使用的外购件品牌型号,以减少备件采购,节约外购件备件采购成本。
3 工装设备维修安全性考虑
维修时人员的安全性需要摆在最高位置,在工装设备设计时需要予以足够重视。在焊装生产线规划时,有时因场地紧张、机器人可达性等问题,有些工装设备安装在较高位置,如图10所示,涂胶枪最低端距离地面高度为3 m,维修人员站在地面无法对涂胶枪实施维修,此时需要设计一个周围配有安全护栏的维修平台,以供维修人员维修涂胶设备。此案例中,在涂胶过程中机器人与维修平台的安全护栏干涉,安全护栏需要设计成活动式的,在涂胶作业时安全护栏下降,机器人抓件正常涂胶,保证设备安全;在维修时安全护栏升起保护维修人员安全,防止坠落。

图10 涂胶枪维修案例
焊接生产线工装设备设计中,常涉及到转台、转毂、大型滑台机构的设计,这些机构,设计时需配置安全维修插销,在对这些机构实施维修的过冲,确保设备绝对不能运动,以免造成维修人员的伤害,图11为转台机构配安全插销设计案例。

图11 转台机构配安全插销
4 结束语
白车身焊接生产线在规划设计阶段,需要充分考虑工装设备的可维修性。维修时间越长,对产量影响越大,严重情况还可能导致整车停线,造成的巨大经济损失。文中提出在工装设备设计阶段将可维修性考虑其中,即在设计阶段就将维修便利性、维修成本及维修安全性考虑其中,目的就是为维修提供很好的基础条件,以期节约维修成本、提高维修效率。
