链板式纸卷输送机撞擦伤分析与改进
2021-01-29朱建吉
朱建吉
(金东纸业(江苏)股份有限公司,江苏镇江 212000)
0 引言
随着社会经济、技术的不断发展,现代造纸设备越来越大,自动化程度越来越高。依据造纸工艺流程,纸机生产抄造的纸卷,需要连续不断地通过链板式输送机从一个位置输送到另一个位置。链板式输送机是一种利用循环往复的链条作为牵引力,以金属板作为输送承载体的输送机械设备[1]。由于其输送能力大、结构简单、工作可靠等特点,被广泛应用于造纸行业纸卷输送。
受结构限制,每条链板式输送机长约30 m,纸卷在输送过程中通过两条链板式输送机之间时易出现较多的撞擦伤问题,增加生产成本,影响产品品质,同时极易造成客户投诉,成为制约生产效率提升的隐患。随着企业质量控制标准和顾客对产品质量要求的提高,这一问题已经严重困扰着企业,如何解决这一问题已经迫在眉睫。
结合长期在大型现代造纸企业负责设备管理的经验,就如何解决和改善纸卷的撞擦伤问题进行了系统的分析和研究,通过增设两条链板式输送机之间的过渡装置,解决了上述撞擦伤问题,降低产品的成本,提升了顾客满意度。
1 原因分析
纸机生产抄造的纸卷往往体积大、重量大且表面柔软,在输送过程中纸卷的底部易出现撞擦伤,其呈现的形式多种多样(如纸卷棱角处撞击变形、破损、死纹、折皱等),产生的原因也各不相同,如输送机承载能力不足,两条输送机之间的平整性、直线度误差,两条输送机间的运行速度不同步等都会引起撞擦伤(图1)。其中,对于输送机承载不足的问题,可以通过更换保养输送机解决;输送机之间的平整性和直线度也可以通过调整输送机框架来校正水平,而输送机的运行速度不同步,通过调整变频器也可以消除。但是上述改善仍然有很大的局限性,无法消除此类撞擦伤问题。
进一步分析研究发现,由于输送的纸卷幅宽不一致、有大有小(幅宽600~500 mm),大幅宽的纸卷在通过两条链板式输送机接头时,由于纸卷重量均匀分布在输送机上,则可以平稳通过两条输送机,不易出现撞擦伤。但是同样的两条链板式输送机,输送幅宽小于800 mm 的纸卷时在端面会产生较多的撞擦伤。原因是小幅宽的纸卷在经过链板式输送机接头时会有“低头”现象,撞在另一条链板式输送机接头处,进而产生撞擦伤。如果在两条链板式输送机之间增加一套过渡装置,在输送小幅宽纸卷时在两条链板式输送之间起辅助和支承作用,从而改善小幅宽纸卷的“低头”现象,减少纸卷输送损。
2 改进方法
2.1 工作原理与结构分析

图1 纸卷底部撞擦伤
链板式输送机由条板、链条、链道、弧形导板、链轮、齿轮马达等部分组成。链条绕过链道上的头、尾部链轮构成一个封闭环,借助链条的牵引,承载来连续输送,链条的驱动由传动装置完成[2]。其中,纸卷放置在条板上方,通过链条带动条板的不断运行,实施纸卷位置的移动,从一条输送机运送到另一条输送机,达到连续不断输送纸卷的目的。
链板式输送机的传动机构如图2 所示:输送机链道一端为主传动,另一端为从传动;主传动由齿轮马达转动,带动主动链轮转动,从动链轮随动,从而实现链条在框架链道上移动并带动条板运行。
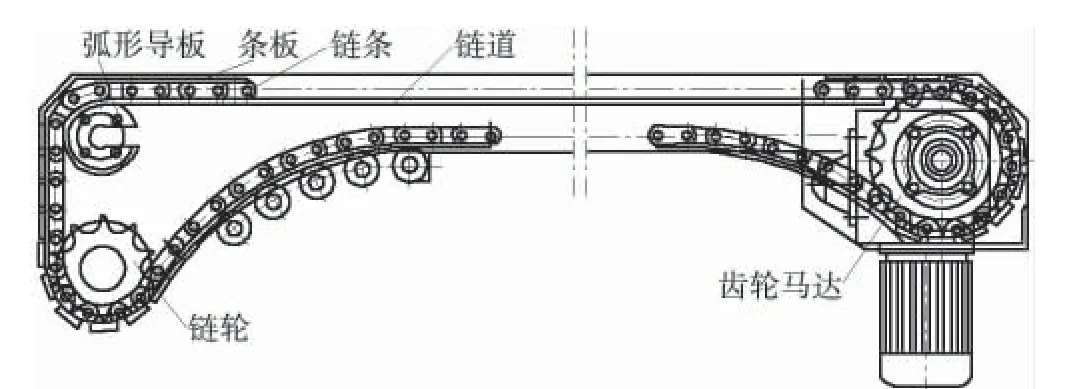
图2 链板式纸卷输送机示意
2.2 改进方案
根据纸卷在输送机上的输送方式,以及纸卷从一条纸卷输送机运送到另一条纸卷输送机的行进形式和原理,提出3 种改善纸卷在输送机接头之间的撞擦伤的方案,在输送机接头之间设计一套缓冲过渡装置,改善运行方式。
方案1:在两条输送带接头位置增设两根钢质过渡辊。
方案2:在两条输送带接头位置增设两根包胶过渡辊。
方案3:在两条输送带接头位置增设三排两段式皮带过渡辊。
(1)方案1。在两条链板式输送机接头位置增设两根钢质过渡辊,结构和设计相对简单,一目了然,纸卷从一条输送机运送到另一条输送机接头位置(图3)。因为有两根钢质过渡辊辅助支承,起到了一定的缓冲过渡作用,改善了纸卷在输送机接头位置的“低头”现象,消除了严重的撞伤,但是纸卷在从两根钢质过渡辊上方通过时,由于在硬的钢质过渡辊表面上会有相对移动,仍然会在纸卷表面形成擦伤,即鱼鳞纹,产品品质仍然无法达成要求、满足顾客需求。
(2)方案2。在两条链板式输送机接头位置增设两根包胶过渡辊,其结构原理、设计与方案1 相似(图4),考虑将接头位置的两根钢质过渡辊改造为包胶过渡辊,以避免过渡辊表面的硬接触,使其具有一定的缓冲功能,从而减少纸卷在通过过渡辊时产生的擦伤鱼鳞纹。但是结果发现因两根包胶过渡辊分别安装在不同的输送机上,两根过渡辊之间存在一定的高低差,纸卷通过时产生的擦伤鱼鳞纹有所减少,但是还无法避免擦伤纸卷,无法达到顾客要求。

图3 两根钢质过渡辊
(3)方案3。在两条链板式输送机接头位置增设三排两段式皮带过渡辊,其原理是增加纸卷与过渡辊的接触面,增加缓冲区域,同时采用整体式结构解决两条链板式输送机之间的高低差困扰(图5)。应用这一方案,可以消除在不同输送机上安装过渡辊引起的高低差影响,同时在过渡辊的外面再增加皮带传动,使其延长缓冲时间,减少纸卷在三排两段式皮带过渡辊上的行进阻力。
2.3 方案实施
按照两条链板式输送机接头之间的空间位置,设计整体式三排两段式皮带过渡辊结构(图6):长200 mm,宽100 mm,高50 mm;为了实现纸卷平稳通过,其支架两端均倾斜15°,增加纸卷接触面;三排过渡辊平行放置,过渡辊直径20 mm、长100 mm,其表面设定成凹型,以防止包裹的传动皮带跑偏;为便于调整整体式三排两段式皮带过渡辊的位置,其上方左右两端各设计两个顶丝,以调整其位置;整体式三排两段式皮带过渡辊的皮带表面略低于输送带平面,约1 mm时效果较佳。经过一段时间的运行和生产实践,设备运行正常。

图4 两根包胶过渡辊

图5 三排两段式皮带过渡辊
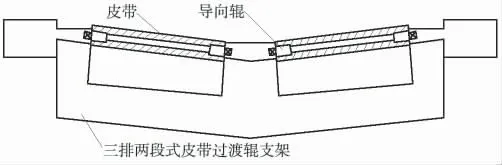
图6 三排两段式皮带过渡辊结构
3 改进效果
经过改进,两条链板式纸卷输送机之间过渡装置结构很好地实现了纸卷的输送,显著减少了纸卷撞擦伤,年度经济效益显著。另外,此项改进的成功,不仅解决困扰企业的输送纸卷撞擦伤问题,而且还提升顾客满意度,提高工厂生产效率,真正实现了小成本、大效益的效果。根据造纸企业的特点,从生产实际出发,不断对现有设备进行技术改造和革新将是相关技术人员不懈追求的目标
