关于汽车冲压板料油膜控制的研究
2021-01-25陈垒姚海军王同殷孝文上汽大通汽车有限公司
文/陈垒,姚海军,王同,殷孝文·上汽大通汽车有限公司
本文介绍了某汽车公司冲压车间在新基地投产时,在车型新标准、新要求的条件下,清洗机清洁板料后出现板料表面油膜厚度不稳定以及油膜分布不均的问题,导致板料在拉延工序时开裂、褶皱的问题频繁发生。通过本次探讨,对问题的原因进行深入分析,制定措施并验证,使板料的油膜厚度达到要求值,减少了模具调试时间,提高了零件质量。
面对飞速发展的社会,汽车行业已经成为我国的支柱产业,同时汽车也成为了我们身边不可缺少的交通工具,随着市场上汽车保有量的不断增加,客户对于汽车的外观表面的要求越来越高,这也导致汽车市场竞争不断加大。为了应对竞争加剧的汽车市场,各大汽车厂商在钣金零件的制造过程中,必须严格把控零件表面质量。在汽车钣金零件生产过程中,为规避板料表面洁度不足造成钣金件凹凸与模具型面受损等问题,冲压的板料在进行生产前会通过清洗机进行清洗,来保证板料的清洁度,从而检查板料的缺陷,但在这样一个高度自动化的冲压车间,新的问题和挑战也随之而来。
背景介绍
某汽车公司冲压车间在进行新车型的门内板模具试模时,生产人员反馈板料上油膜薄,且存在分布不均的情况,导致生产内板深拉延板件时出现板料开裂问题,如图1 所示。机修部门采取的临时增加油膜厚度的措施是少使用一个挤干辊。但又引发另一个问题,在生产其他板料时又因油膜太厚出现褶皱、油包,如图2 所示。板料油膜厚度不稳定导致的零件开裂与褶皱,大大降低了成品零件的质量合格率,使得缺陷板料的外溢风险大幅提高。
板料油膜厚度不稳定的影响
⑴对冲压车间的影响主要体现在质量与成本方面。板料油膜薄,会造成内板进行深拉延时出现开裂问题,车间的质量控制标准,对开裂的成品件流出到下道工序是不可接受的,这也要求质检人员对于板料质量要严格把控。对于零件暗伤的情况,一般是很难发现的,这种零件流到油漆车间进行烘烤后,会出现开裂问题,造成车身的报废。
⑵板料开裂、零件不合格就必须及时停止生产,进行模具的维修和油膜的调整,这样一来停机时间会大大增加,而此时设备仍在开动,导致了产能的浪费与设备利用率的降低。

图1 板料开裂状态

图2 板料褶皱状态
⑶清洗油属于消耗品,板料油膜厚度增加,清洗油的使用量也随之提高,加清洗油的频次提升,车间的清洗油采购费用提高。
现场调查分析
现场反馈板料油膜薄导致板料开裂问题后,机修团队立即组建油膜控制团队,对此问题进行专项研究:⑴车间使用的清洗机由济南二机床厂制造,未配套涂油机,实物如图3 所示。⑵模具内板件与外板件均使用清洗机,并且清洗机的各项参数设置相同。⑶现场使用的模具由亿森、瑞鹄、天汽模模具厂商提供。⑷清洗机为四对辊清洗机,辊系采用东邦辊系,是济二使用频次最高的辊系。⑸内板板料过清洗机后目视油量少,且板料开裂的频次高,如图4 所示。⑹使用TOHO 油膜计对油膜进行测量,测量方法为表面光泽处的刻度表示油膜量;相对平坦的一面朝下静置;在稍暗状态下用手电从油膜计端照射,可看到中央油膜量为圆形;实际值为汽车钢板、镀金材等的修正值。⑺经过对内板件表面油膜的多次测量,油膜计显示红圈以内,非正圆读数0.3 ~0.5g/m2,如图5 所示,不满足油膜要求值 0.5 ~1.5g/m2。

图3 清洗机实物

图4 板料油膜状态

图5 油膜计测量值
验证实施
第一阶段:原理分析
板料能够过清洗机,主要是由引入辊将料引入清洗机,刷辊上下两侧的上下喷嘴喷射清洗油冲洗板料上下表面,刷辊高速反转,共同作用将板料洗净,两组挤干辊将多余的清洗油挤出板料,并在板料表面形成油膜防锈,如图6 所示。
板料油膜的厚薄主要由喷油量、料片形状、压力、料片表面的粗糙度、速度、温度、挤干辊粗糙度、滚轴硬度、清洗油粘度这几个参数决定。为了满足门内板油膜厚的要求,首先提高清洗机净油泵的转速至最大2000r/min,取消一个挤干辊的使用,并将挤干辊的压力调整至最小12bar,油膜值增大,临时满足了门内板拉延的要求。

图6 清洗机原理示例
第二阶段:检查影响油膜的参数
检查净油泵的运行情况。喷油量的大小由清洗机的净油泵决定,将上箱体抬起200mm,在线调整清洗机净油泵的转速,喷油量发生变化且量大,如图7所示,不存在油管堵塞的问题,喷油量的大小也与其他现场一致,排除此原因。

图7 清洗机喷油实际状态
确认清洗油的品牌及型号,油箱加热功能。清洗油使用的是Quake 低粘度冲压防锈剂,油品选择符合要求;清洗油的粘度也每周送至专业油品检测部门进行检测。济二清洗机油箱配备了自动加热功能,当油温低于设定温度时,对其进行自动加热,随时保证油品处于最佳温度(40 ~45℃),排除此原因。
检查刷辊转速及转向。经过查询程序发现,清洗机刷辊转速是由系统自动控制,并跟随在清洗机操作界面给定的线速度进行控制,未发现刷辊速度不变的情况,观察刷辊的方向,实际与进料方向相反,不存在刷辊失效。
检查挤干辊的状态。此前现场生产人员反馈,清洗机里面卡进过板料,因此需要打开清洗机的上箱体检查挤干辊的表面,检查发现此清洗机的挤干辊外观正常,没有明显外伤,挤干辊2 比挤干辊1 颜色稍浅,清洗机过板料张数不足50 万片,是由于挤干辊浸油不足导致,对板料油膜薄有影响。另挤干辊2 中间有两处擦印,辊系在运行一段时间后可自动弥补,造成目前此处位置油膜稍厚,也是板料上出现部分油膜偏厚的原因,如图8 所示。

图8 清洗机挤干辊检查
生产过程中设置不同的压力观察油膜变化情况,经过油膜计的测量,符合带有挠度清洗辊线压力的变化规律,压力控制系统无故障。询问生产情况得知,需要油多的板件均为深拉延的内板件,主要是前门内板和后门内板,而外板在当前清洗机参数的设置下进行生产,零件未出现质量问题,生产人员提出诉求,可以在生产前门内板和后门内板时在线调整油膜薄厚。
第三阶段 :确认原因
由于清洗机在开始投入使用前未按要求对挤干辊进行长达48 小时浸泡,导致挤干辊未完全浸透,并且挤干辊仍在初期使用阶段,挤干辊的吸排能力有待进一步加强,如图9 所示。拉伸长度大的板料需要更厚的油膜才能保证拉延效果,因此板料在过清洗机后需要附着更厚的油膜。
第三阶段:制定解决方案
针对前期清洗机挤干辊未浸透完全的问题,计划在生产结束后对清洗机的挤干辊进行持续浸油处理。对挤干辊2 实施喷淋,在内板需要更厚油膜时使用喷淋。
第四阶段:方案实施
对挤干辊进行浸油处理,利用取样点的球阀,外接一根管,打开清洗机的上箱体盖,对清洗机的挤干辊2 进行持续浸油,如图10 所示,此时挤干辊的压力参数设置为35bar;将刷辊反转,将油液均甩至挤干辊1 上,可对挤干辊1 也进行浸油处理,连续浸油时间为4h。
针对生产人员提出的要求,深拉延模具需要更厚油膜,现场制作挤干辊2 喷淋装置,在需要更厚油膜时开启使用。在后期清洗机长期放置或更换新辊以后,亦可使用喷淋装置对辊子进行浸油处理,生产稳定后建议常闭浸油装置,因为板料过清洗机后附着较多的油,从长远考虑不利于成本控制。
在清洗机的程序内增加配方,针对不同模具板料对清洗机油膜的不同要求,生产人员可在配方内进行设置,比如挤干辊1 和2 的压力、净油泵的转速、刷辊的位置,实现柔性油膜调整,如图11 所示。
第五阶段:效果验证
经过半个多月的探索,在2019 年8 月20 日的生产中,与生产人员与模修人员共同对浸油处理后的油膜进行测试跟踪,油膜目前达到0.8 ~1.0g/m2,符合油膜要求,见表1。

图9 挤干辊吸排原理

图10 挤干辊浸泡

清明节·踏青祭祖

表1 清洗机油膜数据测试记录
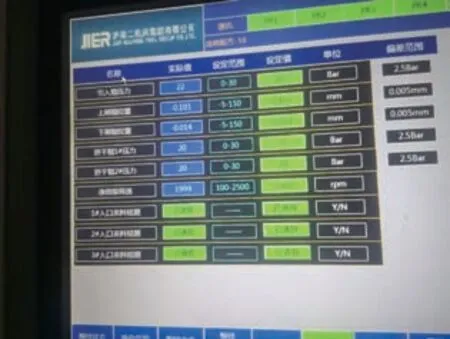
图11 清洗机各参数调整配方
第六阶段:防止问题再发生
⑴每周定期检测油膜的变化情况,使油膜管理形成适合线体实际情况;⑵统计加清洗油的频次,宏观掌控油膜的变化情况,可对成本管理提供依据;⑶对深拉延模具进一步的调整,使之符合自动化线的生产要求。
结束语
本文对冲压零件油膜不稳定,内板件频繁开裂及外板零件易褶皱的问题进行探讨分析,经过攻关得到了冲压车间清洗机参数使用规范的第一个工艺参数,并尝试了一些方法和验证了效果。
