YF71 辅料供给站拼接胶带压纸辊装置的设计及应用
2021-01-22万云会黄长斌苟世祥王立治薛廷灿
万云会 黄长斌 苟世祥 王立治 薛廷灿
( 红塔烟草( 集团)有限责任公司昭通卷烟厂,云南 昭通657000)
ZJ116 卷烟机是国产超高速卷烟机中的主力机型,市场占有率较高。YF71 辅料供给站的主要作用是为了给ZJ116 卷烟机连续自动地提供卷烟纸和水松纸,YF71 的卷烟纸更换机作为卷烟纸自动拼接和更换的装置,每十分钟拼接更换一次卷烟纸,对ZJ116 卷接机组高效生产有极重要的作用。近年来,在实际生产过程中,行业内ZJ116 卷接机组出现一个普遍性的问题:YF71 辅料供给站的拼接胶带不能在预定的位置进行粘贴,从而影响卷烟纸和水松纸的正常拼接[1]。于是通过对YF71 辅料供给站胶带拼接装置进行了研究,希望能使拼接胶带在预定的位置进行粘贴,解决卷烟纸和水松纸拼接位置偏移的问题。
1 问题分析
1.1 胶带拼接原理简介
根据ZJ116 卷接机组设备操作手册要求规定,YF71 卷烟纸更换机必须保证卷烟纸和水松纸的正常拼接,使上部卷烟纸和下部卷烟纸得以自动更换。为保证良好的拼接质量,拼接机构执行拼接动作时,胶带片末端应位于拼接轮和拼接轮的压线相切位置。通过设备原理分析,拼接胶带卷在进给轮的作用下,输送时容易产生打滑现象,导致胶带片在输送时发生位置偏移,甚至常常将胶带纸上的定位方形孔撕裂,使胶带片与刀片凸台的同步位置偏移,造成胶带片在刀片上的位置过高,接纸失败,或直接造成刀架取不到粘接片。因此,保证胶带纸粘接片的位置正确是卷烟纸和水松纸能否正常拼接的关键。
1.2 原因分析
通过研究发现,ZJ116 卷烟机拼接失败的故障原因是由于拼接胶带压紧力不足导致摩擦力小,采用适应不同机型的压纸辊装置[2]后的胶带偏移量明显减少,通过试验测量,按照分析所需求的胶带偏移值最好控制在0.7mm 以下。因此,决定设计一种ZJ116 卷烟机YF71 辅料供给站的压纸辊装置,增大拼接胶带的摩擦力,减小拼接胶带发生的位置偏移。
2 设计方案
设计思路以“分合装置控制施力装置带动压纸辊”解决胶带纸位置偏移问题。压纸辊装置的设计由压纸辊组件、气动控制组件和安装基座三个部分(如图1 所示)。通过杠杆气缸带动压纸辊支架动作使压纸辊压紧,转动换向阀气缸缩回,压纸辊松开。
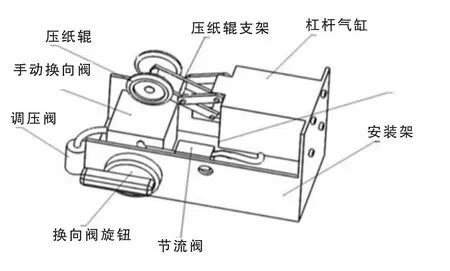
图1 胶带拼接装置压纸辊装配图
2.1 压纸辊组件设计
2.1.1 压纸辊增大胶带纸运行时的摩擦力,辅助送纸辊带动胶带纸运行。查找材料性能表,满足上述条件的是聚氨酯。
2.1.2 压纸辊的作用位置需要在胶带纸定位方形孔的两侧,且离定位方形孔约3mm。为了确定压紧效果最佳,利用了DOE试验进行压纸辊尺寸的优选,最终确定外圈直径32mm,内圈直径20mm,厚度12mm 的双压纸辊工作模式。
2.1.3 压纸辊工作时只承受径向载荷,压纸辊的内径为20mm,确定轴承外径为20mm,因此选择型号为619/9-2RS 的深沟球轴承。
2.1.4 设计“T”形压纸辊支架(如图4 所示),由一个长条型主支架和一支压纸辊辅助架组成。通过Logistic 回归实验设,计压纸辊支架长度为65mm,宽度为12mm ,厚度为10mm,材料选用40Cr 钢。
2.1.5 通过黄金分割法实验确定压纸辊与垂直面的夹角为34.4°时胶带偏移量最小,胶带输送情况良好,两个压纸辊安装时采用螺栓连接。
2.2 气动控制组件设计
控制气路是气压作用式压纸辊装置的核心控制部件,利用气缸、换向阀、调压阀等气动控制组件实现控制气路功能设计[3]。
2.2.1 为了持续有效的对拼接胶带施加均衡的压力,使胶带偏移量控制在0.7mm 以内。由正交试验优选出气缸的行程为20mm 、夹持力为25Kgf 、压臂夹角为67°。
2.2.2 选用ALC32 杠杆气缸既符合气缸的参数又满足空间要求,选用AR2000作为调压阀,SV-55-M5-BB(0-8bar)作为手动换向阀,流量控制采用节流阀。
2.2.3 用φ6mm 高压气管从YF71 辅料供给站压缩空气总气源处接常通气流到压纸辊气路,加装调压阀,控制气流大小,接头选用直通快接头连接。
2.2.4 经现场测量,确定杠杆气缸的安装位置在胶带拼接机构的操作面板上,距离送纸辊中心的水平位置150mm、垂直位置12mm 处。
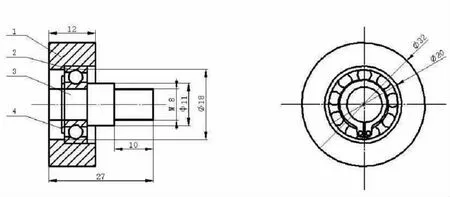
图2 压纸辊零件图
2.3 压纸辊底座设计
压纸辊底座由一块U 型板和一块平直板焊接而成(如图3 所示),平直板位于U型板端部,宽度与U 型板宽度相等,用于安装气动控制组件及压纸辊。
2.3.1 平直板略长于杠杆气缸的宽度,长度为92mm,宽度为100mm,厚度为3mm的304 不锈钢,通孔尺寸为φ7mm×4。
2.3.2 选定U 型板长度为156mm,宽度为100mm,厚度为3mm 的304 不锈钢,与底座连接的小通孔为φ7mm×2,换向阀旋钮孔的孔为φ15mm。
2.3.3 压纸辊装置底座的安装位置距离送纸辊中心的水平位置220mm、垂直位置170mm 处,利用操作面板上现有的螺纹孔安装。
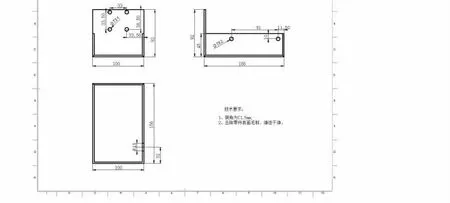
图3 压纸辊装置底座零件图
3 绘制图纸
如图2、图3 和图4 所示,分别是压纸辊零件图、压纸辊装置底座零件图和压纸辊支架装配图,设计完成后,委托外协机械厂加工完成。
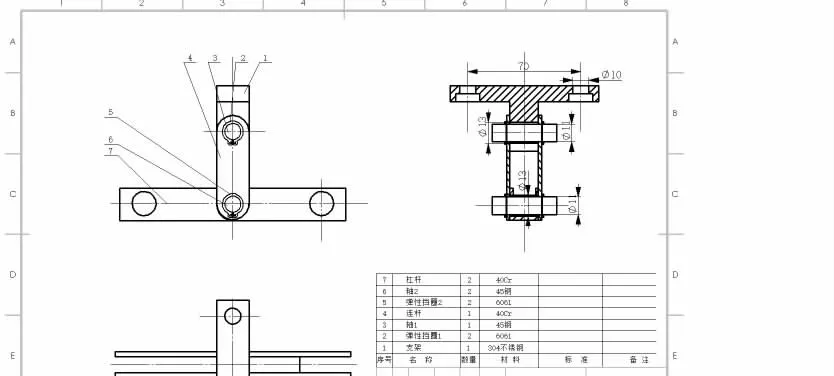
图4 压纸辊支架装配图
4 应用效果对比
YF71 辅料供给站安装压纸辊装置前、后拼接胶带纸撕裂偏移情况如图5 所示:
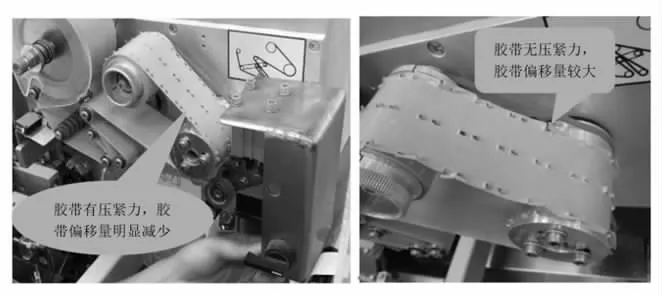
图5 安装拼接胶带压纸辊装置前后效果对比图
YF71 辅料供给站使用胶带压纸辊装置后,胶带纸上的定位方形孔无撕裂现象,粘接片与刀片凸台的位置同步,粘接片准确的在预定位置取下附于刀片凸台上,YF71 辅料供给站拼接胶带输送更准确,卷烟纸和水松纸的拼接接头更牢固,解决了国产超高速卷接设备亟待解决的关键性问题。
结束语
自主研制的YF71 辅料供给站拼接胶带压纸辊装置,有效解决了ZJ116 国产超高速卷烟机接装纸和水松纸拼接胶带在预定的位置进行粘贴拼接的问题,在烟草行业ZJ116 卷接机组上属于首创,在同类卷烟设备上具有较好的推广价值。把该压纸辊装置应用到YF71 辅料供给站上的水松纸自动更换机上,也可以解决水松纸拼接胶带位置偏移问题。
