采煤机壳体打压工装的设计
2021-01-22屈婵婵赵志芳
屈婵婵 李 健 李 梓 赵志芳
( 西安煤矿机械有限公司,陕西 西安710200)
采煤机摇臂壳体、牵引部壳体均为形状复杂的铸造结构件,是采煤机截割动力与行走动力的传动机构。传动时主要通过壳体内腔齿轮减速和行星机构减速传输动力,因此壳体内腔是封闭的传动、润滑装置结构。目前因受铸造技术水平及壳体结构影响,加之粗加工后传动内腔壳体需进行整体调质处理,为防止在精加工后壳体上还残留部分细小的缩松、砂眼、裂纹等缺陷,现需要在壳体完工后对整个内腔进行打压试验,从而保证壳体安装完毕加载试验时或是在用户使用中不会出现漏油现象,壳体内腔如图1、图2 所示。
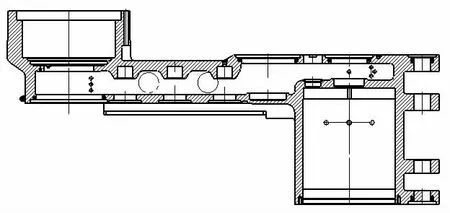
图1 摇臂壳体内腔示意图

图2 牵引部壳体内腔示意图
工装设计目的:针对铸造现有技术中的不足及不可避免的缺陷存在,设计一种采煤机壳体打压工装,便于安装和拆卸,通过封堵器对待打压壳体上与其内腔相贯通的传动行孔进行封闭,并在封堵器和待打压壳体之间设置有O 型密封圈,密封效果能直观、准确地发现渗漏点,对缺陷部位可一次性彻底反馈,减少壳体传动内腔铸造缺陷,解决壳体漏油问题。保证壳体在部件安装试验前发现缺陷并及时进行返修,减少不必要的重复拆装,从而缩短加工周期。
工装设计方案:参考产品设计技术要求,结合产品结构特点,在壳体精加工完成后,对壳体内腔进行打压试验,压力0.5MPa 保压15 分钟,确定以下设计方案:
①每个与待打压壳体的内腔相互贯通的传动行孔内均设置有一个封堵器,每个所述封堵器和与其对应的传动行孔的孔壁之间均设置有O 型密封圈,封堵器的定位外圆上沿其径向开设有供O 型密封圈卡装的环形密封槽,待打压壳体上部的一个封堵器上开设有与内腔相贯通的进水螺纹孔。
②封堵器为外部台阶堵、外部直堵头和内部直堵头中的一种或两种以上的组合。堵帽上还对称设置有两个起吊孔,两个起吊孔与多个螺栓紧固孔布设在同一圆周上。
③壳体打压时应将壳体平放在打压架上,内腔注满水,用打压泵按技术要求压力进行打压试验,应方便检验人员查看;
工装设计:
①封堵器的设计:
a.封堵器材质:45;热处理:调质HB240~280;发蓝处理;
b.封堵器定位轴径由壳体定位孔决定,与壳体定位孔径名义尺寸相同,公差取f7;粗糙度3.2;轴端倒角2X45°;台阶根部R1;
c.定位轴密封槽的设计,先确定密封槽宽度(由密封圈直径确定),再根据活塞密封沟槽标准相应尺寸确定密封槽尺寸直径,公差取h11;粗糙度3.2,宽度尺寸公差、槽内圆角及同轴度要求按标准执行;(注意:密封槽轴向位置及密封圈直径的确定要大于或等于壳体工况状态所需位置要求)
d.封堵器外形尺寸及厚度按相应安装处止口尺寸及形状而定,周边外形单边均留1mm 余量;螺孔数量、大小及位置均按壳体相应尺寸确定,安装时使用GB/T5783 螺栓联接紧固于壳体上,保证安装顺利进行;封堵器上增加相应的便于拆装的起吊孔;
e.依据封堵器大小在端盖上设计相应大小的减重凹孔;
f.封堵器密封设计示意图如图3 所示。
②壳体上封堵器的定位、紧固方式各有不同,应视壳体所固有结构而定,有条形对称压板式、单侧偏心压板式、有内侧连接固定支撑杆式等,但其密封设计思路同上述封堵器的设计原理,此处不再赘述。

图3 封堵器设计示意图
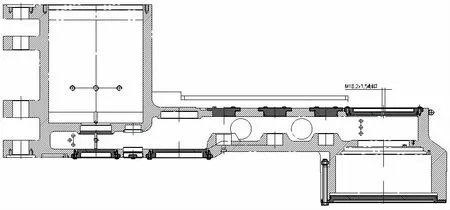
图4 摇臂壳体打压工装
③壳体上所有与内腔贯通的螺纹孔、油标孔、观察孔、泄漏孔等独立的小孔均需进行封堵,采用JB/ZQ4444 螺塞与JB/ZQ4454 密封垫组合封堵。
④进水口常用M18X1.5,进水口的位置应设计在壳体打压放置较高部位的封堵器上,使打压时能给内腔注入较多水,缩短打压辅助时间。
打压工装安装使用:壳体打压工装在安装过程中,应先将壳体大面(摇臂壳体大面指0 面,牵引部壳体大面指小孔端面)行孔密封堵装入,安装时先将O 型密封圈装于行孔密封堵上,再涂黄油将行孔密封堵装于壳体上,用螺栓坚固;然后将所有单个孔按相应密封件进行封堵;最后只剩留有进水口的密封堵,将腔内注满水,再装入带有进水口的密封堵,并进行紧固。所有打压工装全部装好后,接入打压泵按技术要求压力进行壳体打压试验。完整的摇臂打压工装如图4 所示。
工装设计优点:
①通过封堵器将待打压壳体上与其内腔相贯通的传动行孔进行封闭后进行壳体的打压试验,进而检测待打压壳体内腔铸造缺陷,操作便捷,适用范围广泛,能够减少不必要的重复拆装,从而缩短加工周期。
②通过在封堵器和与其对应的传动行孔的孔壁之间均设置有O 型密封圈,能够提高待打压壳体的整体密封性,进而减少了待打压壳体的铸造缺陷及漏油的返修率,防止不合格品进入市场,确保了待打压壳体的产品质量。
③通过在封堵器的定位外圆上开设的环形密封槽用于安装O 型密封圈,便于对O 型密封圈进行定位,能进一步提高密封效果。
④打压工装的使用缩短了渗漏静置8 小时的工期,缩短了加工周期,提高了生产效率。
综上所述,此种设计理念及设计方案,能够有效检验壳体铸造缺陷,快速、准确、直观发现渗漏点,对缺陷部位精准定位,利于返修,减少多次返工的问题发生,进而保证产品质量。
