带密封槽的薄壁零件的加工
2021-01-22张维林
张维林 李 梓
( 西安煤矿机械有限公司,陕西 西安710200)
薄壁零件由于其重量轻、节约材料、结构紧凑等优点,广泛应用于航空、汽车、机械等各工业部门中,主要用于支承旋转轴上的零件或用来导向的。但是由于其刚性差、强度小,在加工中容易变形,同时还会产生切削振动,导致加工质量难以保证。近年来,大采高采煤机制造过程中出现了一些内孔或外圆设计有密封槽的薄壁件,薄壁件本身的壁厚小,加之在壁厚方向上开密封槽,极易产生颤纹从而影响密封效果。本文以我公司一种典型零件为例,对其进行工艺分析,并制定出解决方案。
1 薄壁套零件的加工难点
薄壁套零件由于其刚性差、强度小、装夹基准面小,在加工过程中受切削力、切削热及夹紧力等因素的影响,极易发生变形,不易控制各尺寸精度和形状精度,因此薄壁零件的加工一直是难题,具体表现在以下几个方面:
1.1 薄壁套承受不了较大的径向夹紧力,用通用夹具安装比较困难。
1.2 薄壁套零件的刚性差,在夹紧力作用下极易产生变形、常态下工件的弹性复原能力会影响工件的尺寸精度和形状精度。
1.3 工件径向尺寸受切削热的影响大,热膨胀变形的规律难以掌握,因而工件尺寸精度不易控制。
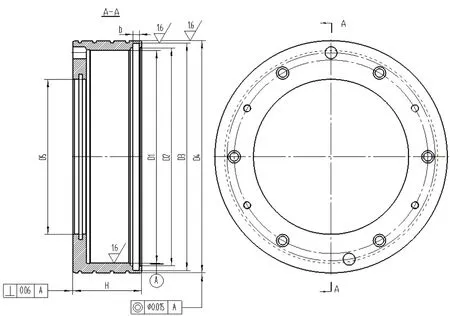
图1 轴承座结构示意图
1.4 由于切削热的影响,容易产生变形和振动,工件的精度和表面质量不易保证。
1.5 由于薄壁套刚性差,不能采用较大的切削用量,因而加工效率低。
2 问题分析
图1 为我公司一种典型带密封槽的薄壁零件- 轴承座的结构示意图,材料为某合金结构钢,热处理硬度HB280-320。该零件右侧壁厚为20mm (D4-D1),壁厚与内径之比1:22,属于薄壁类零件。加工难点集中在精车工序,该工序主要加工表面为内孔、外圆及各密封槽,内孔、外圆之间有同轴度要求,孔轴线与端面有垂直度要求。由于壁厚较小,径向刚度弱,加工中极易发生变形和切削振动,让刀现象严重,装夹和定位比较困难。加之该零件在本来就薄的壁厚方向上设计密封槽,密封槽D3×b处的壁厚仅有(D4-D3)/2=5mm,且由于该密封槽和油封配合,表面光洁度要求比较高,粗糙度为Ra1.6,加工难度非常大,极易产生颤纹导致表面质量不佳,从而影响密封效果。
3 解决方案
3.1 我公司加工薄壁套的传统方法
我公司以往加工薄壁套的工序安排为:粗车- 调质- 半精车- 精车。调质是淬火加高温回火的双重热处理方法,其目的是使工件具有良好的综合机械性能。机械加工分为三个阶段:
(1)粗加工:主要包括粗车外圆和内孔,去除大部分余量;
(2)半精加工:完成零件一些次要表面的加工,并达到零件表面质量和位置精度的要求,采用半精车加工在精加工之前达到必要的精度和加工余量,从而为精加工做准备;
(3)精加工:为保证薄壁套零件表面质量达到图纸的技术要求,采用精车零件表面最后得到所需的精度和粗糙度。
我公司对于同轴度要求比较高的零件,壁厚小于25mm 的薄壁零件,一般采用工艺夹头装夹,即在毛坯上预留一定的夹持长度,在工件完成内孔、外圆及端面的加工后切掉。这样不但防止了工件产生太大的变形,而且保证了内孔、外圆及端面的位置精度。而对于壁厚大于25mm 的薄壁件,则会安排磨削加工;如仍然达不到设计要求,则设计专用工装夹具来加工。
精车薄壁零件时,还有一些需要注意的:刀柄的刚度要求高,刃口要锋利;在切削时浇注充分的切削液,降低切削温度,减小工件热变形。
3.2 密封槽的薄壁零件的加工方法
本次工艺设计过程中充分考虑结构及变形问题,传统的工艺路线套用在该零件上显然不合适,必须及时作出调整。经过查阅文献并结合生产实际,最终工艺路线为:粗车- 调质- 半精车- 人工时效- 精车- 钻孔。和以往工序安排相比,有两处变动:
(1)半精加工时,内孔、外圆及端面单边留1mm 余量,同时考虑到D3×b 处密封槽的结构,其外形尺寸也需单边留1mm的余量,外圆表面的4 个密封槽由于深度较浅可以暂时不加工,半精车加工如图2 所示。
(2)为了消除或减少加工过程出现的应力、稳定组织和尺寸,半精加工后须进行人工时效处理。人工时效是人为的方法,将工件加热到一定温度,长时间保温后随炉冷却,或在空气中冷却,主要用于消除或减小工件内的微观应力、机械加工残余应力、防止变形及开裂、稳定组织以稳定零件形状和精度。人工时效比自然时效节省时间,残余应力去除较为彻底。
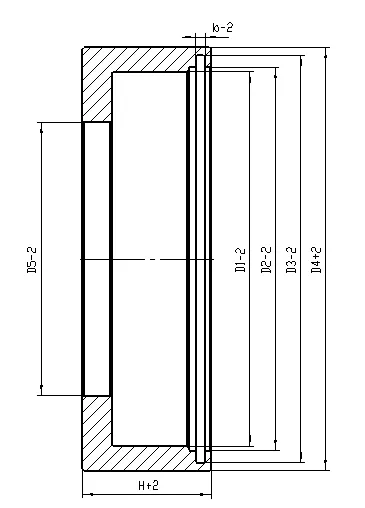
图2 轴承座半精加工过程图
考虑到该薄壁套零件的外形尺寸,半精车、精车均安排在CK6185 数控车床进行加工,半精加工转速设定在80r/min、进给量为0.2mm/min。在半精加工时,由于油封槽处壁厚为7mm,因此往往容易出现颤纹,如图3。为了改善这一问题,把4mm 内孔切槽刀换成3mm 内孔切槽刀,同时降低转速、减少进给量、刀具尽量装短。
在人工时效后进行精加工,由于整体余量较小,精加工转速设定在100r/min、进给量为0.12mm/min。油封槽处的进给量尽可能更小。为了避免油封槽处装夹变形、确保尺寸精度,必须先加工左端尺寸,最后加工油封槽端尺寸。具体加工方法为:
(1)撑内孔右端,平左端面,加工外圆D4、内孔D5 及其上密封槽、4 处外圆密封槽等尺寸;
(2)掉头夹外圆左端,车内孔D1、D2 及油封槽D3×b 等右端尺寸。

图3 半精加工油封槽处颤纹
通过工艺方法的改进,油封槽处未出现颤纹等影响密封效果的缺陷,表面光洁度达到了设计要求,其余表面的尺寸精度、形位公差经检验均合格,且该零件在实际应用过程中未出现质量问题。
对于带密封槽的薄壁零件的加工,为了控制加工变形,除进行工艺方法的优化外,还需要合理选择工件装夹方法,减小夹紧力对变形的影响,下面列举了一些改善措施:
(1)采用开缝套筒、扇形软爪等,使接触面积增大,让夹紧力均布在工件上;
(2)增加工艺肋,增强此处的刚性,使夹紧力集中在工艺肋上而非薄壁零件上;
(3)设计专用工装夹具,使在加工时实现轴向夹紧;
(4)采用减震措施,调整好车床各部位的间隙,加强工艺系统的刚度,使用吸振材料等。
4 结论
本文通过对公司一种典型带密封槽的薄壁套零件- 轴承座的结构进行分析,对传统加工路线及工艺内容做出调整,并验证了方案的可行性。我公司对于内孔或外圆处设计有密封槽的薄壁件,如果槽深相对于壁厚较大,目前都采用本方案,尺寸、精度均能满足设计要求。该方案对带密封槽的薄壁零件的加工均具有参考意义。
