冷轧钢卷直径测量的原理与应用
2021-01-21刘志安
刘志安

摘要:本文由冷轧薄板厂由PLC控制的横切线的入口钢卷测量系统出发,根据测量光电开关的高度、运卷小车的高度、位移传感器的读入值及V型鞍座的V型角度等数据建立一个测量冷轧钢卷直径的通用数学公式。
关键词:位移;三角函数;半径
前言
卷径是冷轧钢卷的一个重要参数之一,在我们冷轧厂酸洗、轧机、平整、重卷、横切等生产线的入口都有一套测径装置。通过测量计算出来的钢卷直接可以用来计算钢卷的重量,长度等重要的生产线原始数据,也是生产过程中必要的参数。
1测量原理
每条生产线测量直径的方法都各有不同,但都离不开数学计算,本文介绍的这种计算方法就是利用三角函数来精确计算钢卷直径的简便方法。现在将这种方法用数学公式表示出来,以便在相似的环境中能够套用且更方便的计算。
1.1、需要的已知数值;
为了计算钢卷的半径,我们需要在小车升降过程测量许多值:
测量系统以小车轨道的水平面为基准面;
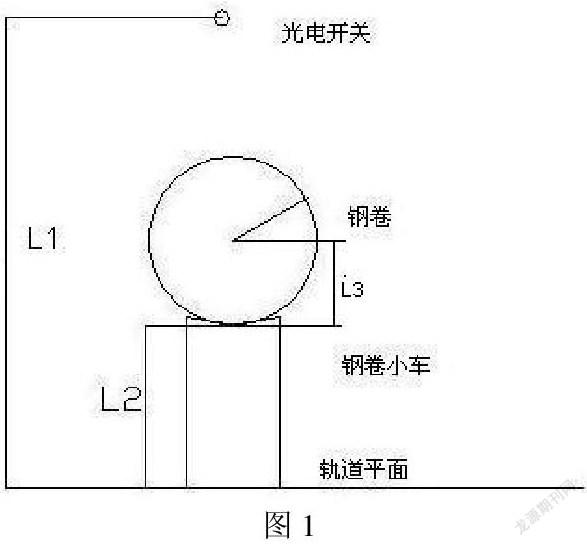
1.需要一个高度确定且与钢卷直径合适的光电开关(测量点到小车轨道的高度设为L1)
2.运卷小车上需要安装升降位移传感器(其位移读出值设为l)。
3. 需要事先测量钢卷小车V型鞍座的鞍座夹角(设为θ)。
4. V型鞍座夹角到小车轨道的高度(设为L2)
如图1:
1.2、计算过程;
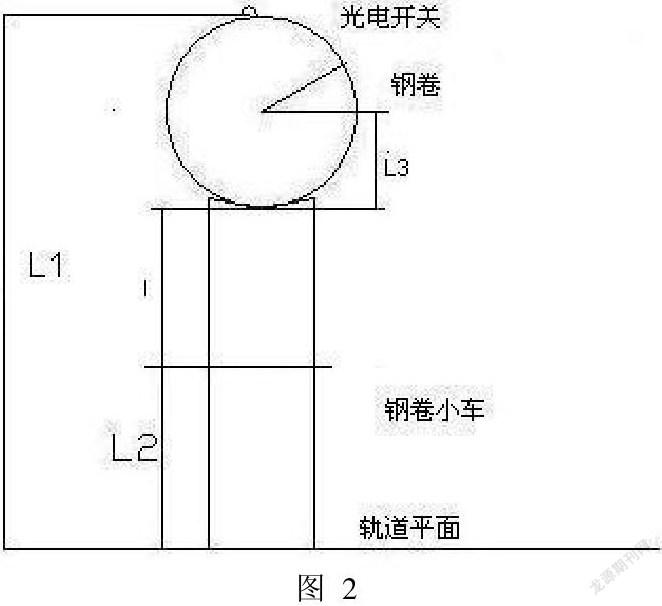
钢卷的半径时在小车托起钢卷过程中计算出来的,当小车托起钢卷升起直到挡住光电开关信号的那一刻,我们的PLC迅速记录此时的位移传感器高度值l.此时我们已经得到了所有需要的数据。 如
可以看出,钢卷的半径设为R,由图可以看出
L1 = L2 + l + L3 + R (1)
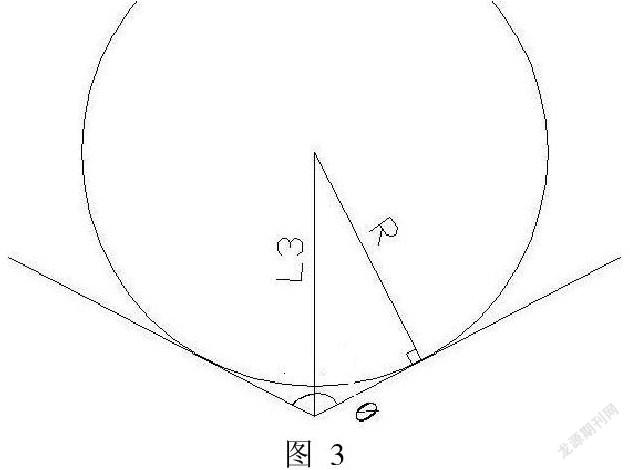
请注意,这里的L3不紧紧是一个钢卷的半径,由于是V型的鞍座,对应于不同卷径的钢卷,钢卷和小车鞍座的间隙就不同的,所以我们的L3要通过三角函数来计算。这里,L1,L2为已知数,l为PLC从位移传感器读出的小车上升数值,而L3的數值需要计算。现L3的图示如下 图 3:
图3可以看出,L3的数值由钢卷的半径R和钢卷与小车的间隙组成。而小车和钢卷的间隙根据不同的卷径大小的钢卷不同。所以需要引入几何三角函数来计算。由三角函数:
2直径测量的应用
经过计算我们得出了钢卷半径和所有测量数据和已知数据的关系,
其中:R为钢卷半径,L1为光电开关高度,L2为小车高度,l为位移传感器读数,θ为小车V型鞍座夹角。
对于同一个生产线这里的L1 L2 θ值都是固定值,只有位移传感器的读入值l是变化的,l值也不仅仅是小车上升碰到感应光电开关得到,也可以在小车下降时失去光电开关信号时得到。可以看到这种测量直径的方法简单,通用。
而对于不同的生产线这里的 L1 L2 l θ 都不相同,但是套入这个公式后我们可以轻易得到钢卷半径的数值R。而生产数据中需要的直径数据2R 。
结束语
这种计算钢卷直径的方法不但测量简单,计算方便,而且可以在我们生产过程中钢卷移动时就计算出来,不需要单独的测量和计算时间,节省了生产时间,通过三角函数的计算,我们又保证的最后数据的精确性。是一种值得推广的方法。而且这种简单套用几个固定值,通过小车高度位置测量得到我们所要的数据的方法不仅仅可以用到测量直径上边,我们同样的方法也可以测量计算出产品的其他参数。
参考文献
[1]张书立, 姬丽娟, 于飞,等. 钢卷包装机组信息测量与跟踪技术的应用[J]. 冶金设备, 2008(5):4.
