金属表面粗糙度的白光干涉法测量实验研究
2021-01-21姬宁博李高益
赵 乐 姬宁博 李高益
(西安工业大学,陕西 西安710021)
1 概述
金属表面的微观形貌的测量一般分为接触式和非接触式测量[1],接触式测量具有测量数据稳定,测量范围大等优点,但接触式测量在测量时由于触针与被测表面一直处于接触状态,会存在划伤被测件表面的问题[2],而非接触测量具有非接触、效率高等优点,目前很多非接触测量法的主要问题无法达到传统测量法的精度,且测量数据不稳定。而白光干涉仪是一种高精密的轮廓测量仪器[3],为了探究白光干涉仪测量表面粗糙度的可行性,本文使用白光干涉仪对已经标定好Ra 值的立铣和平磨粗糙度样块分别进行实验,对比测量结果,探究白光干涉法在测量金属表面粗糙度的精度等级,分析其测量的优缺点。
2 白光干涉仪的测量原理
白光干涉仪是结合传统的光学显微镜和白光干涉的组件组成[4]。该仪器可以进行3D 表面检测,表面粗糙度检测等[5]。白光干涉仪的原理是利用白光相干性短不容易发生干涉,从而形成低相干性的白光干涉波,被测物体表面的高低起伏都会在CCD 相机中的每一个像素点上形成不同干涉波,求取干涉波为零光程差的位置,就可以知道每个像素点上干涉波所映射的高度信息,从而求出被测物的表面形貌信息[6]。
3 白光干涉仪测量实验结果
3.1 测量对象
为了确定白光干涉仪测量精度,选择已经标识粗糙度的立铣样块和平磨样块作为测量对象。
3.2 实验器材选择
根据实验室现有的美国ZYGO ZEGAGE 3D 光学表面轮廓仪对粗糙度样块进行测量,实验仪器如图1 所示。
3.3 白光干涉仪测量数据

图1 ZYGO ZEGAGE 3D 光学表面轮廓仪
在测量时首先需要根据所测的粗糙度样块选择合适的无限共轭干涉物镜,不同的物镜具有不同的工作距离,安装好物镜之后需要先验证测量平台是否水平,可以用陶瓷量块进行测量,在移动样块时其测量的数据若没有上升或者下降的趋势说明测量台是调平的,然后对粗糙度样块进行实验,根据选取的物镜调整合适的测量工作距离,软件中有几种速度调节可供选择,我们使用旋钮调整到合适的距离之后,使用最慢速进行调焦,当光全部调整在规定的区域内就完成了调焦,划分测量方向就可以得到该测量方向上的粗糙度数值。
3.3.1 立铣样块数据(如图2)
使用白光干涉仪测量立铣粗糙度样块时,从绘制的轮廓曲线可以看出测量趋势基本满足样块的轮廓趋势,根据计算的Ra 值可以看出,极差值很小,测量数据十分稳定,把四次测量的平均值作为测量值,与标定的值进行对比误差很小,测量精度很高。可以完成对立铣样块的精密测量。
3.3.2 平磨样块数据

图2 立铣轮廓图
使用白光干涉仪测量平磨粗糙度样块时,因平磨样块的轮廓曲线不固定因此只参照Ra 值,根据计算的Ra 值可以看出,极差值很小,测量数据十分稳定,把四次测量的平均值作为测量值,与标定的值进行对比发现随着测量精度等级的提高,当测量Ra=0.1um 的平磨样块时,测量的值跳动变大,和样块本身的标定值相差较大,不能准确的进行测量。
4 结论
白光干涉仪用来测量立铣粗糙度样块时,绘制的轮廓曲线与真实轮廓基本一致,测量样块的Ra 值比较稳定,极差很小,分辨率很高。可以准确的对立铣样块进行测量,当测量平磨样块时,可以基本绘制出样块的轮廓曲线,根据测量的Ra 值可知随着测量精度等级的提高,当测量Ra=0.1um 的平磨样块时,测量的值为0.179um,与标定值相差很大,白光干涉仪基本能满足金属表面测量要求,可以达到传统测量精度。

表1 测量立铣样块的数据
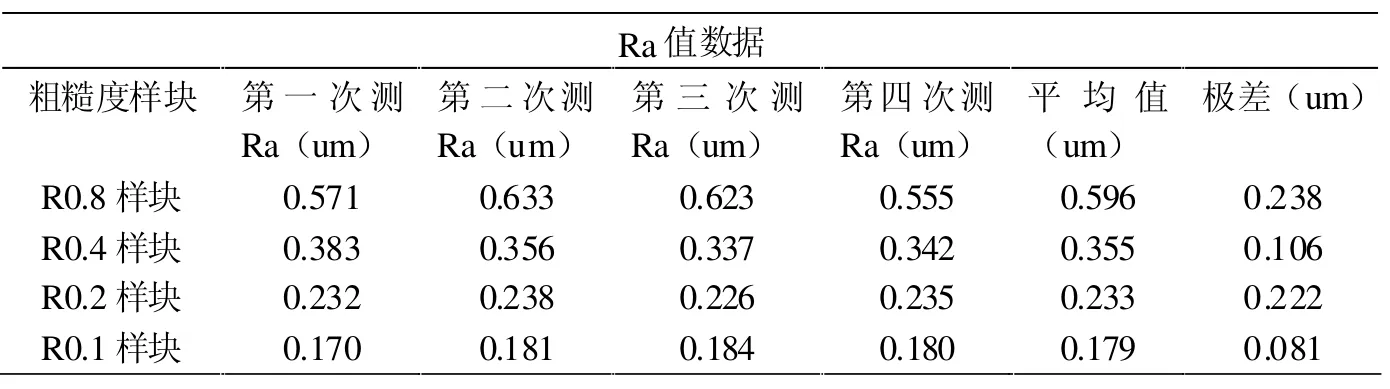
表2 测量平磨样块的数据