一种精密环轧用轧制工装
2021-01-21孙传金安凤军丹东丰能工业股份有限公司
文/孙传金,安凤军·丹东丰能工业股份有限公司
战国时期人物驭龙图
随着市场竞争越来越激烈,环件的加工制造要求也越来越高,提高环件原材料利用率、降低制造成本以及保证产品质量将成为企业的核心竞争力。目前,国内轧制环件时,都是分成两至三次将环锻件轧制成形,不仅增加模具种类投入,而且延长了轧制时间,增加了生产成本。随着轧制工装在轧制过程中的受力影响,轧制工装上的紧固机构将逐渐松动,使得轧制环件尺寸误差较大、形状不规则以及轧制过程不稳定,从而导致废品的产生。
技术方案
为了解决环件轧制一次成形、轧制工装零部件的松动及脱落问题,提供一种精密环轧用轧制工装,具体方案如下。
⑴利用轧制工装的型腔尺寸,在轧制过程中,将热态原材料一次性充满型腔,产品的截面尺寸由轧制工装型腔保证;增大了环件在轧制过程中的塑性变形及原材料的流动性,保证了内部晶粒组织的连续性,消除了产品内部缺陷,提高了产品质量,避免了因轧制过程不稳定造成的不合格品。
⑵根据产品不同的截面尺寸更换主模以及主割刀,即可改变型腔尺寸,可以应用于大多数规格的产品;可一次轧制成形,轧制用时少、速度快,节省模具更换时间,一次投入可以持续使用,提高生产效率。
⑶设置了防转机构,防止在轧制过程中,轧制工装受轧制力的影响,造成轧制工装零部件的松动及脱落,稳定轧制过程。
工作原理
此装置由挡边、主模、主割刀组成一次轧制成形的型腔,由芯模、半环、键和锁紧环组成防转机构,如图1 所示。先用芯轴将坯料轧制至工艺要求的过渡尺寸后,再将其放置在轧制平台的台板上,将芯轴穿过芯模,利用由挡边、主模及主割刀组成的型腔将热态原材料一次性充满型腔,实现一次轧制成形,并达到工艺要求的环件的尺寸。由于设置了防转机构,增加了环件在轧制过程的稳定性。
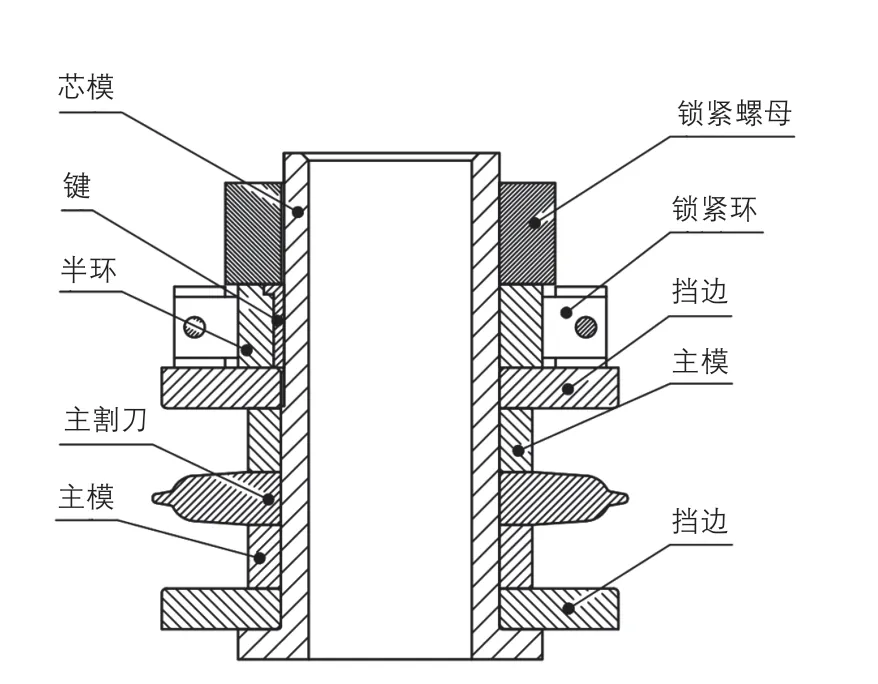
图1 精密环轧用轧制工装剖视图
实施方式
精密环轧用轧制工装立体结构如图2 所示,此工装包括芯模、挡边、主模、主割刀、半环、键、锁紧环、锁紧螺母及紧固件,其中芯模的轴向截面为中空的倒置“T”形,下端分别套设有挡边、主模及主割刀,主模位于挡边及主割刀之间,由主模、挡边及主割刀形成容置环件热态原材料、一次轧制成形的型腔;位于最下方的挡边由“T”形的横边支撑限位。
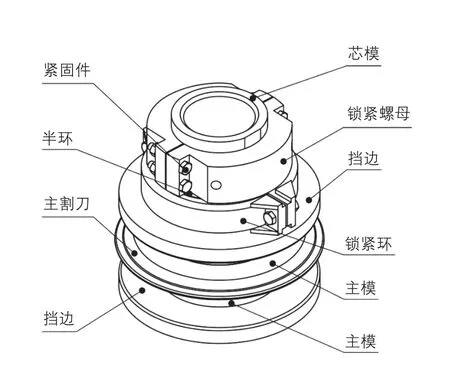
图2 精密环轧用轧制工装立体结构示意图
芯模的下端至少套设有一个主割刀,用于在环件内表面切割环形凹槽;该主割刀的上下两端均有套设在芯模下端的挡边,每个挡边与主割刀之间均设有主模。当主割刀为多个时,相邻主割刀之间有套设在芯模下端的主模。此工装的主割刀为一个,其上下两端各设置一个挡边,每个挡边与主割刀之间设置一个主模;挡边、主模及主割刀均为圆环状,主割刀的外表面为刀刃。
在芯模的上端套设有两个半环,这两个半环分别放置在位于最上方的挡边上,并通过锁紧环进行锁紧。芯模上端的外表面沿轴向铣制有平面,该平面通过键与其中一个半环配合连接,再由锁紧环锁紧,起到防转的作用,如图3 所示。半环上方的芯模上设有锁紧螺母,两个半环通过锁紧螺母轴向定位。
根据产品的不同尺寸更换主模以及主割刀,即可改变型腔尺寸,可以应用于大多数规格的产品。环件一次轧制成形的工作状态如图4 所示。
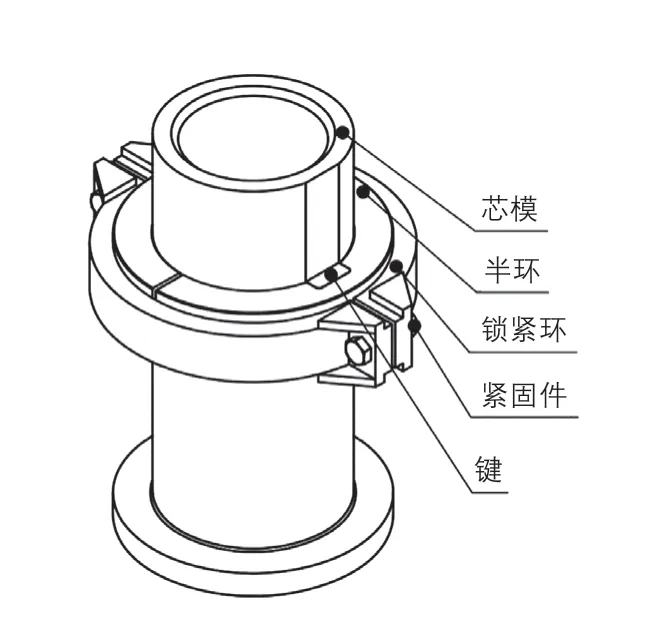
图3 防转机构的结构示意图
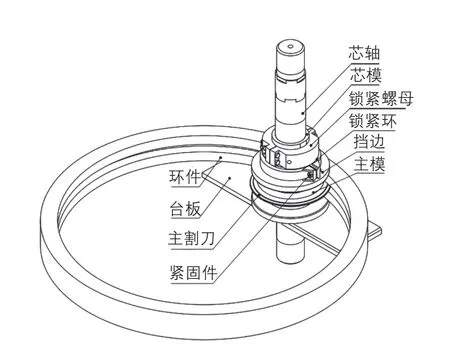
图4 一次轧制成形的工作状态图
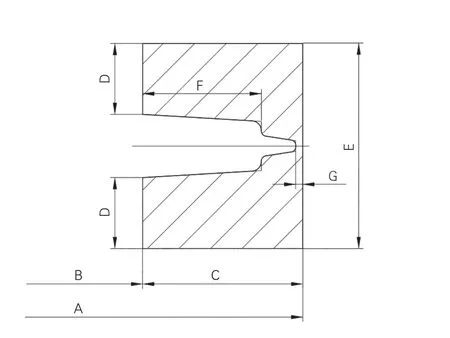
图5 锻件形状
生产应用
根据实际产品,计算出锻件的形状尺寸,如图5所示,根据锻件的形状尺寸确定主模(图6)、主割刀尺寸(图7),再将主模、主割刀以及工装的其他部件组成轧制型腔,最后,根据图纸制作出工装实物,如图8 所示。锻件生产工艺流程如图9 所示,锻件实物如图10 所示。
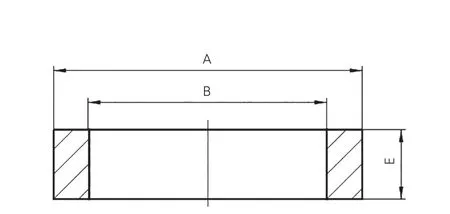
图6 主模
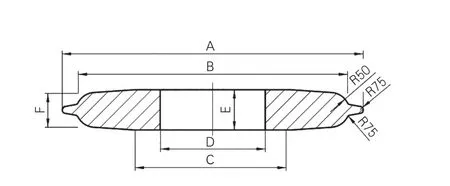
图7 主割刀

图8 工装实物
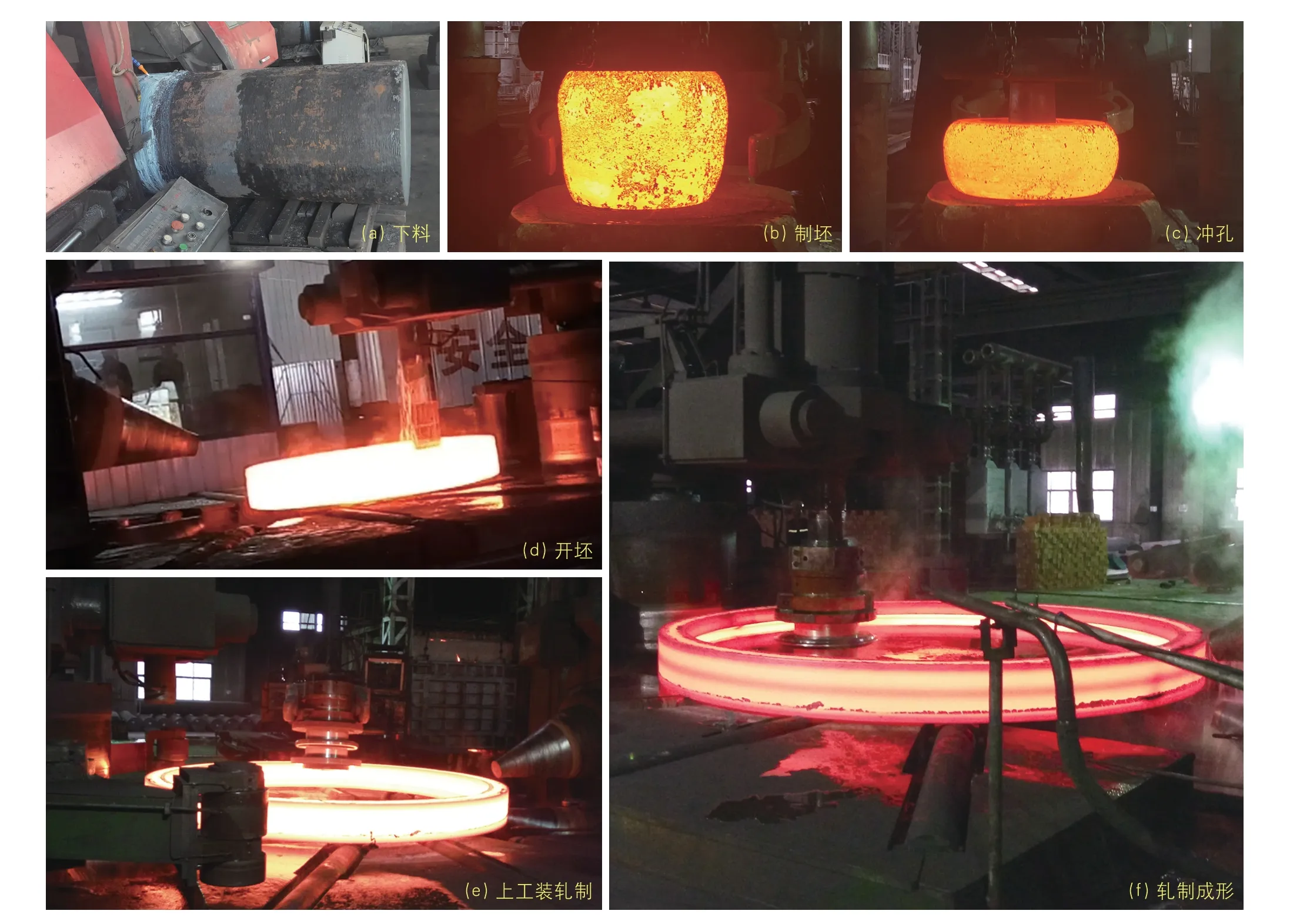
图9 工艺流程

图10 锻件实物
通过生产应用,实际锻件尺寸满足工艺要求,将热态原材料一次性充满工装型腔,未见缺陷;根据产品不同的截面尺寸,只需更换主模以及主割刀,即可改变型腔尺寸,满足不同产品需求;防转机构能够有效地防止工装零部件的松动与脱落,稳定轧制过程。
结束语
对每件产品进行一次性轧制,轧制工时由原来的15 ~20min 减少到8 ~10min;终锻温度由原来的850℃提高到950℃,解决了以往大吨位产品轧制温度过低导致型腔充不满的问题,废品率由5%下降到3%;节约原材料重量达8%~10%。