光电传感器在自动生产线中的应用
2021-01-14黄勇超邓发云
黄勇超 邓发云
摘 要:在自动生产线的分析中,首先对PLC控制电路进行了研究,探讨了NPN、PNP型光电传感器与三菱FX3U的漏、源型接入的一致性;然后,对光电传感器在自动生产线中的应用进行了研究,分析了光电传感器的漫反射、镜反射、对射方式的非接触工件检测方式;最后,对自动生产线的PLC编程进行了研究,得出了可调式光电传感器的受光开启、遮光开启检测模式分别采用常开、常闭触点表示,选用的触点与检测模式不一致会导致程序无法继续运行的结论。
关键词:光电传感器;自动生产线;检测
中图分类号:TP212;TP278 文献标识码:A文章编号:2096-4706(2021)14-0162-04
Abstract: In the analysis of automatic production line, firstly, the PLC control circuit is studied, and the consistency of leakage pattern access and source pattern access between NPN, PNP photoelectric sensors and Mitsubishi FX3U is discussed; then, the application of photoelectric sensor in automatic production line is studied, and the non-contact work piece detection methods of diffuse reflection, mirror reflection and opposite reflection of photoelectric sensor are analyzed; finally, the PLC programming of the automatic production line is studied, and it is concluded that the light receiving opening and shading opening detection modes of the adjustable photoelectric sensor are represented by normally open and normally closed contacts respectively, and the inconsistency between the selected contacts and the detection mode will lead to the program cannot continue to run.
Keywords: photoelectric sensor; automatic production line; detection
0 引 言
智能制造是世界發达国家的国家战略,它建立在现代传感技术、网络技术、人工智能技术等先进技术的基础上。自动生产线是智能制造实现的重要方式,传感器技术是自动生产线的“眼睛”,光电传感器是一类重要传感器,可以实现工件的非接触检测。
光电传感器由光源、光学系统、光电器件和放大电路组成,利用光照射到光电器件上引起的光致电变现象,检测光信号的变化从而感知被测对象,为自动生产线的PLC模块提供控制依据。光电传感器与PLC模块配合完成自动生产线中工件定位、检测、判断、限位等的控制,有辨色、反应快、可靠性高、适用范围广等特点[1]。因此,光电传感器广泛应用于工业自动生产线。
1 PLC的输入类型与光电传感器的接线方式
我校自动生产线ZY36809B2是机电一体化教学实训,年久失修且软件不完善,长期闲置。它的电控系统使用三菱第3代小型可编程控制器FX3U-48MR/ES-A,直流输入和直流输出各24点。光电传感器将采集到的信号输入FX3U中,FX3U根据装载程序输出信号,控制电磁换向阀或变频器。
自动生产线ZY36809B2中,光电传感器用于转盘电机、运输线送料到位的检测,转盘电机送料到位则机械手伸出抓取物料,运输线送料到位则变频器驱动电机拖动传输带;光纤传感器(光电传感器的一种)用于传输带上黑白工件的分拣。光电传感器引出3根有色导线,通常采用棕色线接电源正极,蓝色线接电源负极,黑色线接PLC的输入信号线。可编程控制器FX3U的输入侧S/S端子有漏型(SINK)和源型(SOURCE)两类接入方式。
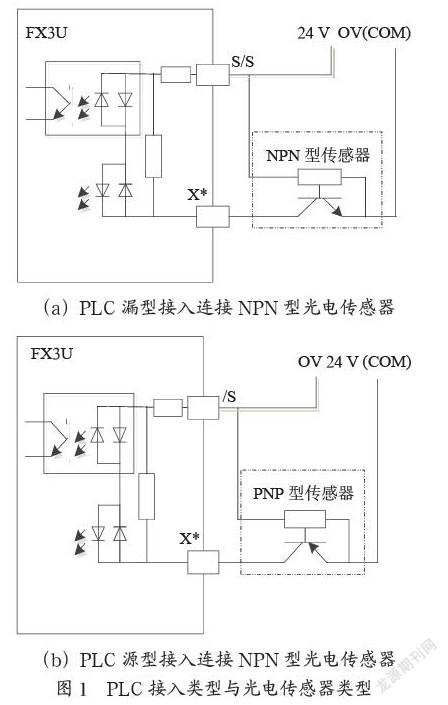
FX3U漏型接入方式如图1(a)所示,将直流电源DC的正极24V接入S/S端,负极0V接入COM端(共阴极公共端)。PLC输入侧的黑色信号线接入NPN型光电传感器的NPN管集电极,电流从S/S端流入,输入引出端流出(电流流出为“漏”)。三菱FX3N的源型接入方式与漏型接入方式相反。FX3U源型接入方式如图1(b)所示,将直流电源DC的负极0V接入S/S端,正极24 V接入COM端(共阳极公共端)。PLC输入侧引出的黑色线接入PNP型光电传感器的PNP管集电极,电流从输入引出端流入(电流输入为“源”),S/S端流出。
光电传感器接通时,PLC输入侧该点位的显示灯点亮,表明工件到达检测位。在光电传感器断开时,信号线与零线间的电压是24 V,则PLC外接NPN 型光电传感器;反之,如果信号线与零线间的电压是OV,则PLC外接PNP型光电传感器。
PLC接入方式决定了光电传感器的选用类型。光电传感器接线前,务必让光电传感器类型与PLC接入方式一致,否则会造成PLC或光电传感器电路烧毁等严重后果[2]。
2 光电传感器在自动生产线中的安装与检测
光电传感器的检测光源是可见光或不可见的近红外线。在自动生产线运行时,投光部始终发射光线,受光部感受到由工件引起的光量变化,从而引起光电传感器的通断变化。因此,光电传感器又称为光电接近开关。
根据投光部、受光部的位置不同,光电传感器分为漫反射型、镜面反射型、对射型三大类。
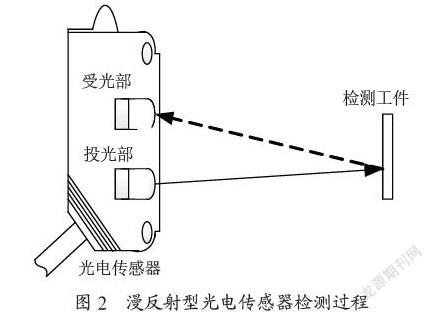
2.1 漫反射型光电传感器
漫反射型光电传感器投光部与受光部在同一侧,其检测过程如图2所示,当一束平行的入射光线照射到工件的表面时,受光部能够检测到工件向四周漫反射的光线。根据检测结果,漫反射型光电传感器可分为光电接近开关、光电分拣开关、可调式光电接近开关三类。
光电接近开关灵敏度较高,凡进入检测区域的工件都能检测。在我校的自动生产线中,漫反射光电接近开关GY6-W2-3E1检测进入运输线的工件,以便启动变频器驱动电动机拖动运输带。机器人的检测中,漫反射型光电接近开关安装在机器人的相应部位,根据检测到的光线强弱,使其具备人类的触觉、视觉等功能[3]。
光电分拣开关依据漫反射信号的强弱分拣深色和浅色工件。相较浅色工件,深色工件对光线的吸收能力较好,反射能力较差。光纤传感器属于光电分拣开关。
可调式光电接近开关可自行设定检测模式和检测距离。检测模式旋钮用于设定受光开启和遮光开启两种模式;检测距离旋钮用于调节两种模式下的检距,检测旋钮顺时针旋转调远检距,检测旋钮逆时针旋转调近检距。调节检距最好用反射能力最差的黑色工件,保证检测的可靠性。因此,可调式光电接近开关功能完善,可以替代光电接近开关和光电分拣开关。在我校的自动生产线中,可调式光电接近开关OMRON E3Z-LS61检测转盘电机送料,以便启动机械手抓取物料的一系列动作。
漫反射型光电传感器常应用在数控机床加工过程,实现对机床驱动系统、旋转系统以及轴承系统等各项运行数据的实时监控[3]。根据受光部接受光的强弱,还能检测加工工件的表面光洁度、纸张白度等。
工件背景最好空旷或使用深色材料,避免漫反射干扰。如我校自动生产线使用黑色运输带。运输带上,分拣黑色工件的光纤传感器需要较高的灵敏度,往往在伸出活塞杆时产生错误的接通信号,因此该光纤传感器的灵敏度调节到的能够检测即可,可以避免误接通。
2.2 镜面反射型、对射型光电传感器
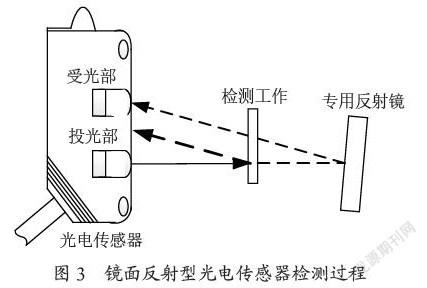
镜面反射型光电传感器的投光部与受光部也在同一侧,在对面安装反射镜,其检测过程如图3所示;返回的光线应到达受光部,反射镜面与投射光线不宜垂直,有较小的偏斜角度。
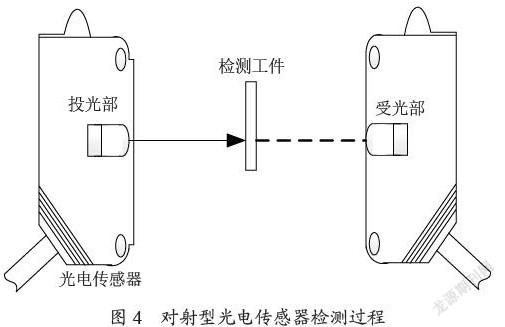
对射型光电传感器投光部与受光部分开对面布置,用电缆连接并位于同一轴线,其检测过程如图4所示。投光部引出两根线接电源正负极,受光部引出三根线接电源正负极和信号线。
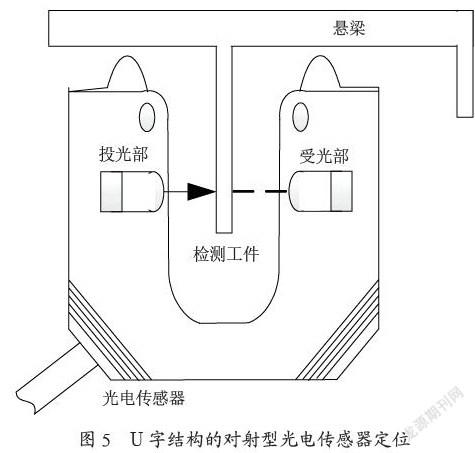
镜面反射型、对射型光电传感器的受光部在被测工件完全或部分阻断接收光线时产生通断信号,常用于工件的计数。图5是一种U字结构的对射型光电传感器,可用于并行结构确定悬梁的位置[4];用于不透明检测,如检测不确定因素导致的带材跑偏[5]、加工尺寸、位置等;用于半透明检测,如检测溶液透明度、浓度等。对射型光电传感器通断信号较强,分开的距离较远,环境要求不高。镜面反射型光电传感器应保持镜面的清洁。
光电传感器应避免电气、光照干扰,敏感部位的油污通常采用硅油及超声波加热清洗,再用清水漂洗,完全去除残留痕迹。
3 光电传感器的PLC编程
3.1 可调式光电传感器的调节模式与PLC编程
可调式光电传感器检测模式和距离可调,在自动生产线中得到广泛使用,其检测模式与PLC程序选用的触点密切相关。下面用OMRON E3Z-LS61进行说明。
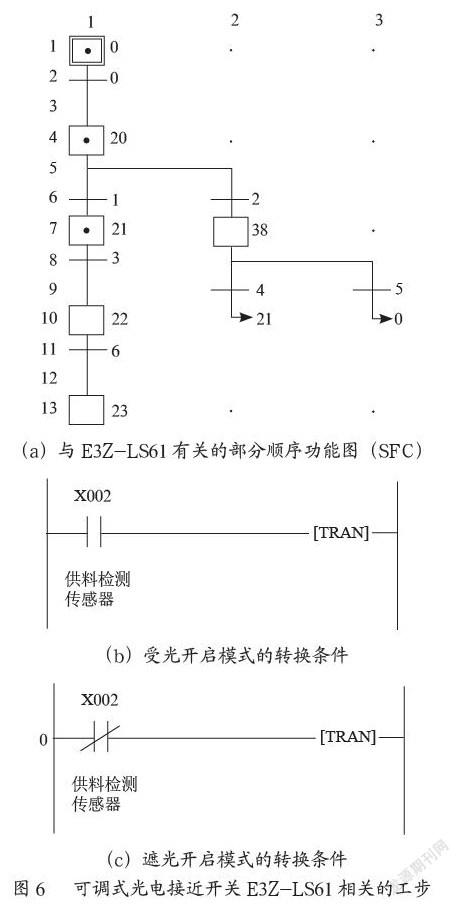
自动生产线按照工艺顺序循环运行,采用顺序功能图(SFC)编程,图6是可调式光电接近开关E3Z-LS61相关的SFC程序。图6(a)是与E3Z-LS61有关的工步,E3Z-LS61选择受光开启模式,则转换条件如图6(b)所示,用常开触点x002表示E3Z-LS61。一旦檢测到工件,E3Z-LS61立即通电,x002闭合,21步激活为当前步,PLC输出信号驱动电磁阀换向,气动活塞带动机械手运动。E3Z-LS61选择遮光开启模式,则转换条件如图6(c)所示,用常闭触点x002表示E3Z-LS61。该模式下工件未进入检测范围时E3Z-LS61导通,常闭触点x002断开;工件一旦进入检测范围E3Z-LS61立即断电,x002闭合,21步激活。
3.2 光纤传感器和其他光电传感器的转换条件
除可调式光电接近开关外,包括光电传感器在内的其他传感器一般使用受光开启检测模式,用符合习惯思维的常开触点编程。
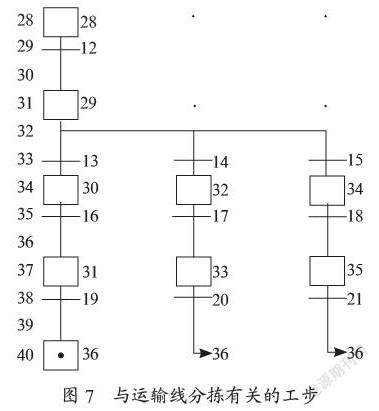
图7是与运输线分拣有关的工步。转换条件12用常开触点来表示漫反射光电接近开关,用于检测运输线供料,启动变频器运行步29;转换条件14用常开触点表示光纤传感器,用于检测白色工件,启动分拣步32;转换条件15用常开触点表示光纤传感器,用于检测黑色工件,启动分拣步34。在PLC程序中,常开触点用如图6(b)中X002下的符号表示。
4 结 论
自动生产线中的PLC模块接收光电及其他传感器的检测信号,通过装入的顺序功能图SFC控制程序,输出信号驱动电磁换向阀或变频器。目前,自动生产线ZY36809B2在机电一体化实践教学中收到良好的实训效果。
光电传感器以非接触检测、反应快、可靠性高在自动生产线的广泛应用使用,结合其他传感器,有利于缓解技术工短缺、人力成本上涨等诸多困窘,必将有力地推动智能制造,并在智能制造中大放异彩。
参考文献:
[1] 魏访.光电传感器在自动生产线的应用研究 [J].数字技术与应用,2017(11):52-53.
[2] 王海东,王文堂,杨建昌.光电开关在自动生产线中的应用技巧 [J].国防制造技术,2016(2):54-55.
[3] 周阳.光电传感器在自动生产线的应用 [J].电子世界,2018(8):207.
[4] 邵忠良,韩琳.可编程序控制系统设计师——S7-1200系列自动线教程 [M].广州:华南理工大学出版社,2014.
[5] 周双喜,童朋,肖雯,等.光电式带材跑偏检测系统 [J].湖南理工学院学报(自然科学版),2014,27(3):54-59
作者简介:黄勇超(1968—),男,汉族,四川南充人,工程师,教师,硕士,主要研究方向:电路分析技术、传感器技术、电子技术。
