回程管状胶带机设计
2021-01-14余思均
余思均
(中冶赛迪工程技术股份有限公司 重庆 401122)
1 前言
当今,环保已成为社会广泛关注的问题,不仅对环境保护提出了更高的标准,还对工人安全卫生提出了更高的要求。针对散状物料运输领域中的环保问题,胶带机回程撒料的问题也越来越受到使用方的关注。
胶带机作为一种散状物料运输设备,在冶金、电厂、矿山得到广泛应用,其中普通带式输送机最为广泛。但是,普通带式输送机在设定地点完成卸料后,即使通过多种吹扫和清洗,仍有物料残留附着在回程胶带的表面,尤其是对于含水率较高、粘着性较大的物料,其带面清扫十分困难。带有腐蚀性的残留物料和水分会在回程胶带与下部平行托辊之间的摩擦中沿途洒落。不仅严重污染周边环境,对工人安全卫生造成威胁,需要大量人力、物力销耗。同时,普通胶带机的回程带面是承载面与托辊直接接触,残留的物料和水分会磨损、腐蚀、锈蚀托辊和支架等结构,影响胶带机安全运行和使用寿命,更增加维护成本。近年来,密封性良好的圆管胶带机得到了应用。但是,对于某些特殊物料,如高炉水渣、码头进料,其来料量不稳定,使用圆管胶带机输送,承载段出现爆管、塌管的情形时有发生;并且相同带宽下,圆管胶带机的运量为普通槽型胶带机运量的一半左右,经济性较差,让使用方一致致力于寻求新的解决方法。
一种新的胶带机形式——回程管状胶带机应运而生,它吸收了普通胶带机和管状胶带机的优点而摒弃其缺点;回程管状胶带机的上带面和普通带速输送机的上带面一致(采用槽型断面),下带面和管带胶带机下带面一致(采用管状断面);同时头部、尾部采用翻带装置,使粘料带面被管状胶带机包裹,避免回程带撒料、滴水的现象的发生;避免设备和通廊结构被沿途洒落的物料和水分侵蚀。同时上带面设置封闭结构或机罩,回程管状胶带机的清洁化程度与圆管带式输送机相当,相同带宽下其运量更大,对料流不稳定的适应性更强,摩擦阻力更小,能耗更低。
2 阻力计算
阻力计算是回程管状胶带机设计的基本内容,对于整个回程卷管的正常运行至关重要。阻力是整套设备功率计算的基础和核心,是滚筒选型和核算的根本,更是设备提土建荷载的基础,是设备安全稳定可靠运行的保障。回程管状胶带机的阻力计算方法和普通带式输送机的计算方法基本相同,但回程管状胶带机特有槽型上带面、管状下带面使张力也有自身的特点,主要体现在以下几个方面。
2.1 阻力系数
回程管状胶带机上带面的阻力系数[1]根据实际工作情况选取,和普通带式输送机一致,本文不再赘述;下带面是管状,其阻力系数需参照管状带式输送机选取,详见表1下带面模拟摩擦系数,上带面的阻力系数和下带面的阻力系数需在计算时分别选取。
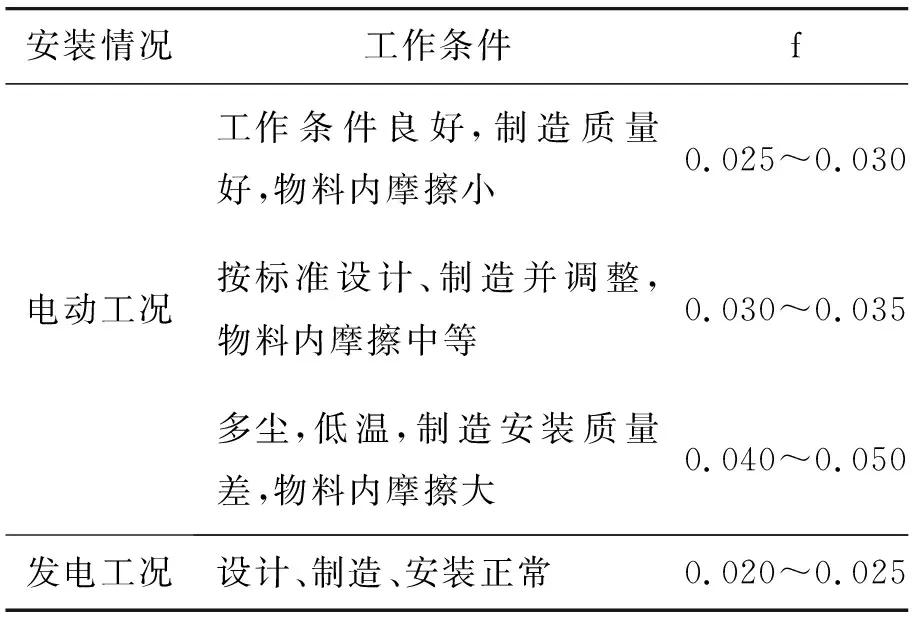
表1 下带面模拟摩擦系数[2]
2.2 阻力计算[3]
回程管状胶带机上带面运行过程的阻力种类和阻力计算和普通带式输送机一致,在此不再赘述。回程管状胶带机下带面的阻力除包含普通胶带机的主要阻力外,同时还包含成管阻力、成形阻力、转弯阻力等附加阻力,下面逐一说明。
2.2.1 成管阻力
主要发生在胶带由管状形成平状的区域,根据相关文献,成管阻力的经验计算公式如下:
FROLL=(0.24dp+25)gz1
(1)
式中:dp—圆管直径,mm;
z1—成管段数量;
g—为重力加速度,m/s2。
2.2.2 成形阻力
根据普利司通相关研究,成形阻力由胶带的横向高度产生,横向刚度在单位长度下转换成成形阻力的近似公式如下:
(2)
式中:K—普利司通定义的输送带刚度(全带宽为75mm时),g/75mm;
g—重力加速度,m/s2。
根据相关公司研究,成形阻力主要与输送带管径、输送机长度和模拟摩擦系数有关,实际设计中,成形阻力依线路和物料不同而不同,因此,输送带成形力产生的阻力需要考虑横向刚度的影响。根据通用带式输送机的主要阻力为物料、输送带和托辊旋转部分作用在托辊轴承上的正压力乘上模拟摩擦系数,实际工程中,考虑近似计算,成形阻力FFORMR计算公式如下:
FFORMR=flFFORM
(3)
式中:f—模拟摩擦系数;
l—圆管段的长度,mm。
胶带的刚度与成形力的近似转换关系详见表2。

表2 标准刚性输送带的刚度与成形力的转换关系
2.2.3 转弯阻力
根据经验公式,转弯阻力计算如下:
Fcu=fFin(sinαH+sinαv)
(4)
式中:αH—水平曲线圆心角,rad;
αv—竖向曲线圆心角,rad;
Fin—曲线段起点张力,N。
根据以上阻力计算公式,结合普通胶带机的阻力计算公式,可得回程管状胶带机的总阻力,根据普通胶带机的阻力和功率的计算关系,考虑一定的系数,可得回程卷管胶带机的驱动功率。
3 线路设计
实际使用中,回程管状带式输送机因其固有的特点,下带面需要翻转使粘料面被包裹在圆管内,因此翻带的长度需要合适的取值;下带面由管状打开成平状、平状卷成管状时,处于经济性、可靠性等,需合理的设计过段段的长度;因为上下带面的不同,胶带机的凸弧、凹弧半径需合理设计,避免圆管的塌管[4],保证运行的稳定性。
3.1 翻带段长度[5][6]
胶带翻带段长度受长度、设备现场布置的限制,考虑设备总体投资的要求,要求翻带段长度在考虑设备使用寿命和运行稳定性的情况下,尽可能小。胶带翻转时,胶带附加应力会增加,胶带断面易撕裂,影响输送带寿命。根据日本石桥胶带机长《胶带机胶带设计手册》中的计算方法,可知基本原理是要求胶带的边缘伸长率满足胶带本身许可的弹性伸长量,翻带段长度近似计算如下:
(5)
式中:B—带宽,mm;
ε—胶带的许用弹性应变值。
上面的计算中把胶带当成纯线性,同时忽略附加张力,弹性模量,张力区域的影响,实际使用中,需考虑适当的放大。
根据带式输送机工程设计规范,EP带许用弹性应变值取0.01,ST带许用弹性应变值取0.0025。EP带翻带段长度最小可取12.5B,ST带翻带段长度最小可取25B。
3.2 过渡段长度[7]
回程管状输送机的头部、尾部过渡段的长度由输送带的管径、类型、允许伸长率决定。过渡段太短,胶带边缘有较大的附加张力,过早疲劳损坏;过渡段太长,减少回程回程卷管的包裹长度,回程撒料的区域增加。根据相关经验公式计算:
EP输送带,过渡段长度LG≥25D;
ST输送带,过渡段长度LG≥50D。
式中:D—管状胶带机管径,mm。
过渡段缓冲托辊的间距一般为300-500mm,均为槽型托辊,其槽角由10°依次增加至45°,可根据现场情况调整,对胶带齐导向、支撑和约束作用;然后设一个五托辊组,最上方的2个托辊的倾角根据输送带两边的搭接方向可调,一般取60°和55°,用于压低一边的输送带,顺利搭接过渡成圆管形,减少边缘部分磨损;有时还在多边形托辊组断面上设置一个压带托辊,用来压低输送带的一边,以此使输送带形成管状。
3.3 转弯半径[7]
回程管状输送机的断面形式综合普通带式输送机和圆管带式输送机的特点,其凹弧、凸弧半径不仅要满足普通带式输送机的要求,还需满足圆管带式输送机的要求。
弯曲布置的曲率半径通常由输送带管径、输送带类型及其使用情况等因素决定,曲率半径的大小,影响输送带的最大张力,直接影响输送带和托辊的使用寿命,根据已有研究和工程实际使用经验,推荐如下:
圆管水平、凹弧弯曲时,最小转弯半径如下:
EP胶带,R≥300D;ST胶带,R≥700D;
圆管水平弯曲和凸弧同时存在时,最小转弯半径如下:
EP胶带,R≥500D;ST胶带,R≥900D。
式中:D—圆管直径,mm。
4 结语
目前,回程管状输送机已在一些特殊工况和场合逐步开始使用,本文简要对回程管状输送机的参数选择、阻力计算、功率计算、工艺布置、线路设计等方面进行综合性介绍,对回程卷管的设计有参考意义,对回程卷管胶带输送机的实际应用有一定的指导、推广作用。某钢厂水渣输送胶带机回程带面撒料,水渣含水易腐蚀钢结构,需严格控制回程带面撒料,因此长距离水渣输送胶带机采用回程管状胶带机,运用本文的设计方法,指导回程卷管胶带机设计,取得很好的效果。
