道钉加工工艺数值仿真分析
2021-01-13王彤
王 彤
(中国矿业大学银川学院,银川750021)
0 引言
数值仿真是描述真实系统的现象及客观规律的一种模拟方法,它是依据相关原理和规律建立系统的虚拟及物理模型[1]。通过系统的建模和仿真,可以验证实验,减少时间,降低研究成本。精密锻造工艺过程是指在零件锻造过程中,通过模具和坯料的设定,在成形后不需要太多工加工,或不需后续的加工就直接成形的工艺成形技术。它是在普通锻造的基础上发展起来的一种先进加工工艺,其优越性体现在机械性能好,材料利用率高,尺寸公差范围小,表面质量高等。因此精密锻造已经在建筑、航空、航天、汽车、能源等诸多行业中得到广泛应用[2]。
本文所研究的零件为道钉,如图1所示,满足应用和成形工艺的要求选择材料为优质碳素结构钢35,由于其本身的力学性能如优良的塑性、一定的强度和良好的工艺性能,35钢主要用于各种锻件的生产。本文运用加工成形工艺仿真软件Deform-3D对道钉的精锻成形过程进行数值模拟,分析成形过程中的金属流动特征、应力应变的分布状态以及载荷的变化规律,为研究零件在加工成形过程中工艺规划提供参考[3]。

图1 道钉模型图
1 道钉的数值模拟
1.1 模型的建立
采用CAD软件SolidWorks建立锻造模具的模具和坯料的立体仿真模型如图2所示,并以stl格式将文件保存。将坯料和模具文件输入Deform-3D中,建立其有限元仿真模型,用以仿真从坯料到终锻的锻压变形工艺过程。众所周知锻压过程中工件的主要变形为塑性变形,在建立其有限元模型设置中,工件模型应设定理想刚塑性体,模具设定为刚性体[4]。
1.2 仿真参数
1.2.1 材料设定
根据零件性能,选择AISI-1035COLD材料(35钢),设计模拟温度条件20℃。
1.2.2 模具速度参数
根据工艺过程数值模拟,选定上模具主运动模具,速度设定3 mm/s;下模具设为固定,速度设定0mm/s。
1.2.3 摩擦选定
根据条件设定剪切摩擦模型,由于冷锻加工,选凸模与工件之间摩擦因数为0.12,凹模和工件间摩擦因数为0.12。
1.2.4 网格设计
Deform-3D中的网格设计方法有相对网格和绝对网格两种,相对是通过选定总网格量和单元大小比例因子设定;绝对通过选择最大或最小单元边长和比例因子设定。因为采用四面体网格中的绝对网格设定形式。网格总数量控制在5万,网格最小尺寸为0.5 mm,模拟步长设为网格最小尺寸的1/3,如图2 所示[5]。
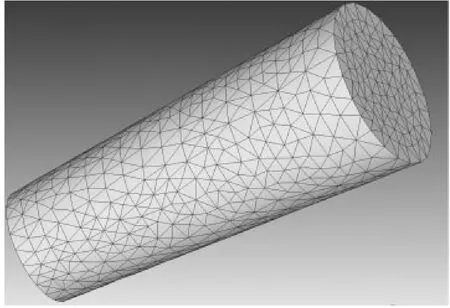
图2 毛坯及其网格划分
2 有限元分析
2.1 应力应变分析
精锻完成后道钉的等效应变、等效应力分布图见图3和图4。根据有限元数据分析:等效应变的最大值分布在零件的上边部,等效应力的最大值大部分分布在零件的上部,还有小量是底部。由于加工中金属的流动性影响,导致上边部的等效应变最大,同一位置的等效应力也最大。钉底少量应力大是由于此处的模具尺寸小,形状较复杂的原因,应力值略大,这与实际生产也相近,同样与设计理论经验相同[6]。

图3 等效应变分布图

图4 等效应力分布图
2.2 成形载荷分析
图5所示为成形时锻模Y向载荷分布,从图中可看出一般锻压的三个阶段:镦粗、成形和靠模过程。
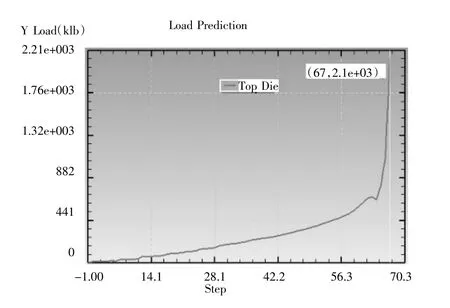
图5 Y向载荷
在镦粗过程中,受力比较小,曲线接近于缓慢上升,证明坯料在这个过程中受到力比较小,并且力的变化不大。
在变形增加过程中,材料要压入模具中变形,因此受力较大,并且材料变形剧烈,载荷上升速度最大。
接近63步时,材料开始靠模,其变形更加剧烈,材料接近模具的圆角处时,压力产生突变,后急速上升,这是由于头部外侧圆角处的空间比较小,金属流动比较困难而造成压力迅速上升,载荷与等效应力的分布一致。
2.3 材料流动速度分析
为了分析材料流动速度,选择锻造过程轴向切面做研究。上模运动、下模静止、材料的流动状态如图6和图7所示。图6选择坯料下部充满模具时的流动布图,由图可以看出,在上模的加力的作用下,材料沿上模的运动方向运动,在坯料下端充满下模时坯料上端部分位移最大,也从此开始坯料沿轴向产生变形量。图7所示为接近终止时模腔中材料的流动情况,可以发现,钉头顶部基本没有位移,大位移还是体现在钉头边部,材料流动速度最大,钉底部位移量也较小。
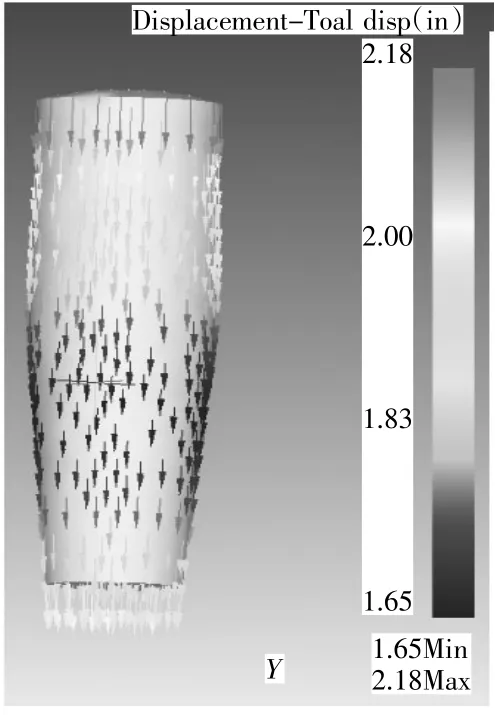
图6 下模充满时金属流动图

图7 接近终止的金属流动图
3 结论
通过Deform-3D软件的道钉加工成形过程的数值仿真研究,其过程是使用CAD软件三维建模道钉毛坯、上、下模具,随后将其导入Deform-3D软件,同时设定参数,并对精锻过程数值仿真。针对仿真的数据结果,分别数值仿真分析了锻造过程的应力应变、成形载荷和金属材料流动规律。针对仿真数据可以看出,Deform有限元软件仿真模拟的金属塑性变形规律,与实践接近。因此运用有限数值仿真分析,对实际生产具有一定的指导意义,具体分析可以对金属加工过程工艺参数优化,减少设计开发时间,降低设计人员的工作量,显著提高生产效率,节省成本。