立轴式粉碎机工艺参数对育肥猪发酵饲料适口性与成品率的影响研究
2021-01-13杨岸奇李朝晖
高 窑 杨岸奇 李朝晖
(1.湖南美可达生物资源股份有限公司,长沙 430331 2.湘潭市家畜育种站,湘潭 411104)
饲料加工对动物营养的影响密切, 高效的饲料产品的生产依赖于科学的营养配方设计和合理的加工制造水平。 饲料粉碎加工工艺是饲料生产中能耗最高的工段之一, 同时粉碎工艺对后续饲料产品的加工也有直接影响, 另外有研究表明饲料粉碎工艺与畜禽生产性能等有一定关联, 因此本研究通过不同粉碎工艺参数对育肥猪日粮中所用豆粕进行粉碎, 观察其成品率及其对后续发酵饲料适口性的影响, 并通过检测试验猪血清以观察对猪免疫性能、抗氧化性能的影响。
1.材料与方法
1.1 饲料粉碎机及其粉碎机主要参数的选择
本研究所使用的粉碎机为立轴式粉碎机,型号为SWFL110, 由常州远见机械有限公司饲料有限公司提供。沈维军等认为原料种类、粉碎机结构与参数及相关配套设施都能显著影响粉碎机工作效率和性能,因此在本研究中选择豆粕水分含量、粉碎机转速和筛孔大小为主要因素, 经过初步筛选各因素水平如表1 所示。

表1
1.2 豆粕粉碎后发酵工艺
豆粕粉碎后经过高温高压熟化处理, 加入含2.0%含量乳酸菌的发酵液进行发酵处理, 其中乳酸菌由海口农工贸(罗牛山)股份有限公司提供。发酵完毕后置于阴凉处保存以用于动物饲喂试验。
1.3 试验动物及其日粮配方
本研究使用杜长大三元猪为试验动物, 总计120 头, 根据饲料粉碎加工结果对试验猪进行具体分组。 饲喂地点位于湖南省湘潭市,持续80d。本研究试验猪日粮配方与营养标准见表2。

表2 试验猪各阶段日粮组成及营养水平
1.4 主要指标统计
1.4.1 粉碎加工指标
对豆粕粉碎加工效果的主要考察指标为粉碎合格率,其计算公式为:合格率(%)=筛上物/豆粕总质量*100%。
1.4.2 生产性能指标
考察完粉碎工艺后, 对指定工艺下豆粕进行发酵,并加入饲料配方中进行肥猪饲喂试验,饲喂完毕后统计猪个体平均日增重, 个体平均日采食量,料肉比等性状。 计算公式为:
平均日增重=(试验初个体重-试验末个体重)/试验天数;
平均日采食量=个体试验阶段总采食量/试验天数;
料肉比=试验阶段采食量/试验阶段增重;
1.4.3 生化指标
饲喂试验结束且对生产性能统计完毕后,对试验猪进行前腔静脉采血约10 mL, 静置10 min,以3000 r/min 转速离心15 min,取上清液,以检测血清中免疫指标与抗氧化指标。 血清中主要研究的免疫指标包括血清溶菌酶(LSZ)、免疫球蛋白A(IgA)、免疫球蛋白G(IgG),使用酶联免疫法进行测定; 抗氧化指标包括超氧化物歧化酶(SOD),谷胱甘肽过氧化物酶(GSH-Px)活性,丙二醛(MDA)含量,检测方法参考席鹏彬等的研究。
1.5 统计与分析
本研究使用SAS9.2 统计软件进行数据分析。利用正交分析和方差分析对粉碎工艺参数的主次关系及最优参数进行分析; 育肥猪饲喂试验使用单因素方差分析对比不同工艺下发酵豆粕对猪生产性能以及血清生化指标的影响。 生产性能数据和血清生化指标以平均值±标准误表示,其显著性用上标字母表示, 字母相同表示组件差异不显著(p>0.05),否则表示差异显著(p<0.05)。
2.结果与分析
2.1 工艺参数对饲料粉碎合格率的影响
按照正交表L9(34)安排试验,选用0.3mm 的筛片对不同参数下豆粕粉进行筛分, 计算豆粕粉合格率,统计结果如表3 所示,并对结果进行方差分析和边际均值计算(见表4 和表5)。 由表4 可以看出,含水率、转速和筛孔对豆粕粉碎合格率均有显著影响,效应大小依次位含水率、转速、筛孔。根据表5 边际均值计算结果表明, 最佳合格率的工艺参数组合为含水率9%, 转速2500r/min 和筛孔16mm。

表3 不同粉碎工艺参数下合格率指标
2.2 不同工艺参数 下豆粕粉发酵对猪生产性能的影响
根据表3 试验结果, 仅有第3、4、6 号试验的豆粕粉碎合格率超过90%, 因此选择三组工艺参数的豆粕粉进行发酵对试验猪进行饲喂试验,依次设置为A、B、C 三组, 将120 头随机分为三组,每组4 个重复, 每个重复含10 头试验猪。 持续30d 的饲喂试验结果统计如表6 所示。 饲喂80d后,A、B、C 三组试验猪试验末个体平均重量、个体平均日增重和个体平均日采食量均有显著差异(p<0.05);C 组料肉比最低,A 组最高,且两组之间存在显著差异(p<0.05)
2.3 不同工艺下的豆粕发酵后对猪血清生化指标的影响
不同工艺下豆粕发酵后应用于猪日粮对猪血清生化指标的影响结果见表7。 免疫指标方面,LZS、IgA、IgG 在猪血清中的含量均为C 组最高,B组次之,A 组最低,且各组间差异显著(p<0.05);抗氧化指标方面,C 组的SOD 和GSH-Px 的活性最高, 且与其他两组存现在显著差异(p<0.05),但A、B 两组间活性无显著差异,C 组MDA 的含量最低且与其他两组差异显著(p<0.05),说明C 试验猪机体免疫性能与抗氧化性能均优于其他两组。

表4 方差分析结果
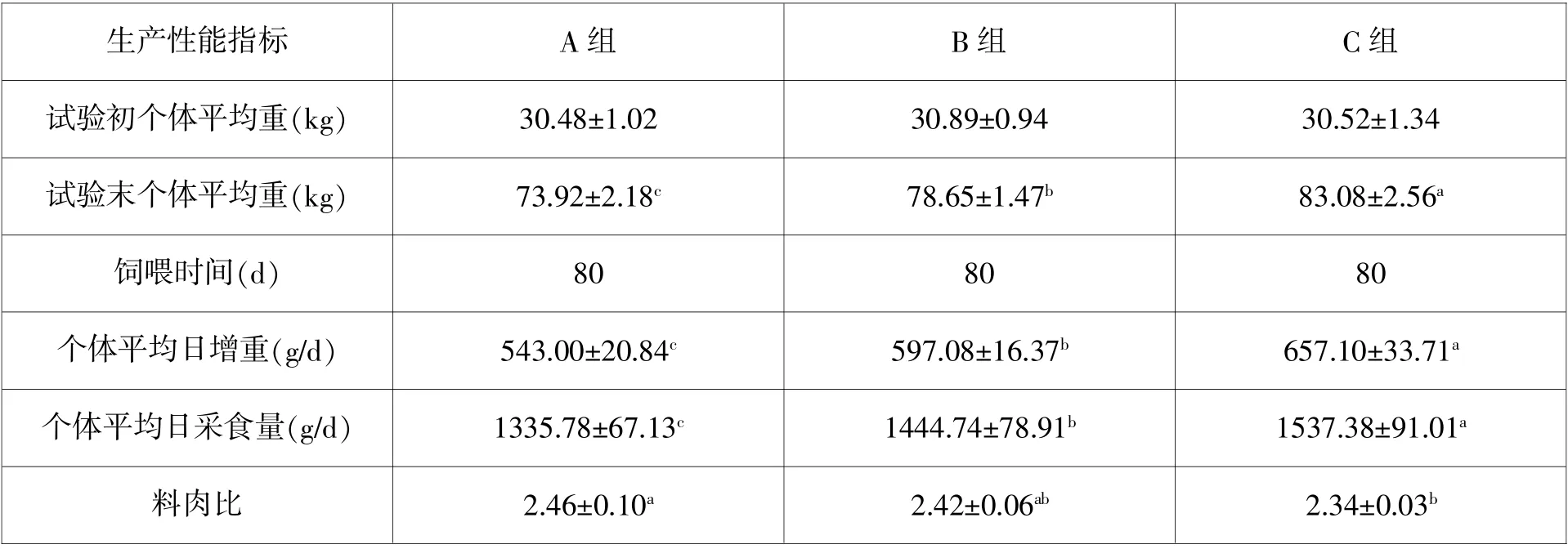
表6 不同工艺参数生产的豆粕发酵后对育肥猪生产性能的影响

表7 不同工艺参数生产的豆粕发酵后对育肥猪血清生化指标的影响
3.讨论
3.1 工艺参数对豆粕粉碎成品率的影响
饲料生产的目的不同对于生产工艺的要求会存在差异, 田玉民等在将豆粕粉碎用于蛋鸡日粮的研究中, 通过变频器将电源频率分别设定为10、20、30、40 和50 Hz, 以调整粉碎机电机转速,同时分别用φ5 mm、φ2.5 mm 孔径的筛片进行试验, 结果表明粉碎机输入电源频率的大小影响粉碎粒度,电源频率提高可导致粉碎效率提升。宋永鑫以节能为主要指标对豆粕粉碎工艺参数进行研究,以锤片厚度(6 mm、5 mm、4 mm)、吸风量(风门开启程度)、筛片孔径(使用组合筛片时正反转)为研究变量, 结果表明粉碎机生产率随着吸风量从0 增至最佳吸风量而持续增加, 吨料电耗持续降低;锤片厚度以5 mm 厚吨料电耗最低,筛片的组合以锤片至上而下打向较小孔径筛片比打向较大孔径筛片的粉碎效果好。 目前暂无豆粕粒度大小对其发酵速度的影响研究, 但参考其他饲料原料的研究可知粉碎粒度小, 可以增大物料与发酵液的接触面积进而导致发酵效果更佳。
3.2 不同工艺参数豆粕对猪生产性能与生化指标的影响
本研究中选择用于饲喂试验的豆粕是已经成型的豆粕粉, 因此饲喂试验实质上是考察不同粒度下豆粕发酵后的饲喂效果,即A、B、C 三组是分别考察24、16、8mm 孔径下生产豆粕粉发酵对生产性能及血清生化指标的影响。 8mm 筛片下豆粕粒度最小,与发酵液接触面积最大,因此发酵最为彻底,这可能是C 组生产性能、免疫水平和抗氧化能力优于其他两组的重要原因。 粒度小而导致有效接触面积增大导致饲料原料或饲料添加剂效果更好,在其他方面也得到了研究人员的验证。李志明等为比较不同粒度低聚木糖对断奶仔猪生产性能,血清生化指标,抗氧化性能及粪便微生物的影响,在日粮中分别添加常规和超微低聚木糖,结果表明超微组平均日采食量和平均日增重分别提高了7.71%,7.35%。 刘小川研究了不同粉碎粒度姜粉(300μm、149μm、74μm、37μm 和8.4μm)对肉仔鸡生产性能、抗氧化性能和血清生化指标的影响,结果表明减小姜粉粒度可以线性地降低21 日龄肉鸡血清中胆固醇浓度和提高21 日龄时肉鸡血清中谷胱甘肽过氧化酶活性、42 日龄时的总超氧化物歧化酶活性以及21 和42 日龄时的总蛋白浓度, 该研究认为姜粉可以改善肉仔鸡的抗氧化性能,且效果随粒度的减小而增强。
4.结论
根据上述研究结果可以认为, 对豆粕粉碎合格率影响因素按照重要性从高到低排名为含水率、转速、筛孔孔径,工艺参数的最优指标为含水率9%,转速2500 r/min 和筛孔16 mm。 豆粕粉碎后发酵的饲喂试验表明,虽然16 mm 可以提高粉碎合格率,但当筛孔孔径为8 mm 时,可以使豆粕粉与发酵液接触面积有效提升, 进而增强发酵效果,可以显著提升育肥猪生产性能、免疫机能和机体抗氧化能力。
参考文献(略)
