钣金精密加工成型工艺孔的设计研究及应用
2021-01-12
沈阳新松机器人自动化股份有限公司 辽宁 沈阳 110179
钣金加工,通常是指针对6mm以下金属薄板的冷加工工艺,包括冲裁、折弯、拉伸、焊接等。工艺孔并不是呈现在产品上的孔,而是一种为满足实际加工、装配需求而呈现在相关工艺上的孔。工艺孔在钣金加工领域包含种类较多,因设置目的不同,可分为安装孔、排水孔、排气孔、定位孔、工艺过孔、减重孔等。本文仅针对影响钣金折弯结构的成型工艺孔。
钣金加工中因自身延展、弹性等特性造成的尺寸超差情况较多,尤其是钣金精密加工领域,在折弯、焊接等工序中,均会加重零件的变形,给后续矫形增添羁绊,而适当布置工艺孔,则会在很多场合能有效规避后续变形,减少后续加工工序,提升钣金件整体加工精度,提高生产效率,特别是精密加工中,尤为重要。
工艺孔对减轻折弯模具的机械磨损同样大有利益。金属折弯时,对金属挤压产生的过大压力,超过模具的承受能力时,易造成崩角、折断模具的现象。工艺孔的设置,可极大缓解金属折弯时集中应力点的压力释放,减缓模具的磨损,提升模具使用寿命。
一、钣金折弯工艺孔增设条件
1.钣金单线折弯。钣金单线折弯时,折角的两侧由于挤料的缘故,会有金属从折线两侧凸出,造成加工后的零件宽度大于原有尺寸,其凸出的大小与材料的质地、厚度有关。材料偏软、料厚较大时,挤料产生的凸出越是明显。为避免此超差现象发生,单线折弯线两端在加工前可增设工艺孔,预先形成挤压变形区的材料减损亏盈。工艺孔可采用半圆形,半圆直径最小为料厚的1.5倍。

2.钣金局部折弯。钣金局部折弯,即零件在宽度有突变处的折弯,此处易造成应力集中产生弯裂或畸形,此种设计应尽量避免,无法避免的情况下,则需要在折弯处先开工艺孔或止裂槽,槽宽K≥t。
在展开零件折弯前的冲裁加工中,在折弯突变的根部适当融入工艺孔,能够在很大程度上减缓甚至阻断拉伸受力较大的部位的拉伸变形,从而减缓因拉伸力度太大对零件造成的损害。
3.钣金多线折弯。多线弯曲成形的零件,为保证钣金原料在折弯工序中准确定位,防止折弯时板料偏移,应预先在绘制钣金件展开图时添加工艺定位孔。折弯加工时,均以工艺孔为定位基准,以减少累计误差,保证产品质量。

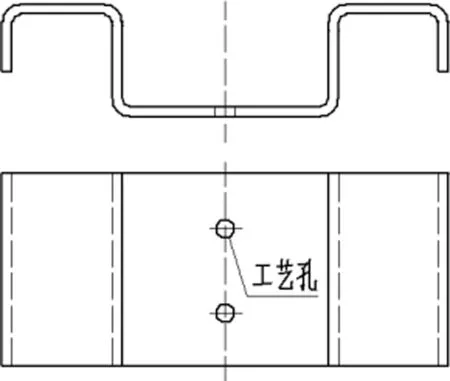
对其它一些不规则形状的钣金折弯件,或是无法按正常折弯顺序加工件,或是无法使用挡尺定位的折弯件,或是需要二次定位的折弯件,折弯位置同样需设计定位工艺孔。
4.钣金多线折弯交叉点。当钣金折弯线交叉于一点,且交叉点延伸线上还有钣金材料时,就需要增加钣金折弯工艺孔避免折弯拉料。
增设工艺孔的折弯件,方便折弯角处的后续处理,基本上不用填焊料即可进行后续的焊接。

5.靠近折弯线的孔。在较多钣金精密加工时,面板上密布很多安装孔,而且有的安装孔已经布局到了板材折弯拉伸变形区内,折弯时板材的拉伸变形就会影响到孔,使得孔同样产生拉伸变形,进而影响零件的外形尺寸和孔的大小,不能满足设计和使用需求。在设计已经不能够更改的前提下,我们就需要从工艺方面来解决。解决方法有两种:普遍做法是先在所需位置上冲成小孔或者点孔位,折弯后再扩钻孔,保证位置及形状精度。另一种更加便捷的途径就是在安装孔和折弯线之间设置长条形的工艺截断孔,将折弯造成的受力截断,防止材料拉伸变形扩展至安装孔。
二、工艺孔设计形状及大小
工艺孔在形式上展现为圆形、方形、长方形、长圆槽口及其它形状,同时对其的尺寸需求也随着实际加工产品的具体需求而适当调整。在图纸设计及实际加工过程中呈现的特性比较灵活,在机械设计及加工过程中呈现的作用显著。
钣金下料有两种方法,数控冲下料和激光切割下料。数控下料,折弯工艺孔一般都开圆孔,冲裁时去料较少,成型后比较美观。而方孔或长条孔受模具限制,不好实现。激光切割下料不受模具外形及受力极限等条件限制,可实现任意形状及槽口宽度的随心设计,实现钣金精密加工最大程度的完美配合。
钣金工艺孔大小要看工艺孔的位置而定,一般工艺孔开在两条棱边交叉点上时,圆形工艺孔直径为2倍的钣金厚度,最小不能小于1.5倍的板厚。
采用长方形、长圆槽口工艺形式时,宽度最小设置为1mm,既不影响美观,又不影响钣金折弯变形释放。当板材厚度大于3mm时,参考如下参数:
槽宽k≥t;槽深L≥t+R+k/2 式中t为板厚,R为折弯内角半径。
三、结论
目前,我国已经成为制造业大国,而钣金的加工规模也获得了前所未有的发展,钣金工艺人员掌握工艺孔的使用技巧,在一定程度上减轻了工作压力,促使加工产品的质量精度得到了保证。钣金行业的未来发展正朝着数字化、智能化方向发展,钣金工艺者作为钣金零件设计和加工的中间环节,也要不断发展,不断提高,使其能够跟随时代的发展潮流,共同促进钣金行业的发展。
