影响直接纱丝束宽度的几个关键因素
2021-01-11白龙张振涛高原陈仕骄
白龙 张振涛 高原 陈仕骄
摘要:简要分析了拉丝成型过程中拉丝张力、成型附件等对直接无捻粗纱丝束带宽的影响,找到关键因素,实现对丝束带宽的可控性调节,生产出满足客户对丝束带宽的特殊要求。
关键词:直接无捻粗纱、带宽、成型张力、卷绕比、集束器、排线梭子
0 前言
直接纱又称直接无捻粗纱,原丝生产过程相对简单,成品做成的玻璃钢制品强度较高,可以直接应用于缠绕和拉挤工艺,也可直接用来织布,因此用途非常广泛,是我公司的主要的产品,约占公司总制品量的1/3强。
直接纱在产品检验过程中,主要监测丝饼的含水率、可燃物、强度、浸透速度、外观质量等。在近一段时间的市场接触过程中,我们发现客户对丝束带宽的要求越来越严格,而且要求也不同,有的客户要求带宽尽量的小,有的则要求带宽足够宽。为不断满足客户需要,提升产品质量与市场竞争力,必须探索出控制丝束带宽的生产工艺和方法,以满足客户需要。本文主要从拉丝工艺方面将影响直接纱丝束宽度的几个重要因素做一下简单分析。
1 影响带宽的几个因素
影响直接纱丝束带宽的因素有很多,除浸润剂体系外,拉丝工艺方面主要的因素有:产品TEX数、拉丝张力、卷绕比、排线梭子外形、集束器。这几个因素必须综合起来进行考虑,仔细分析它们对丝束带宽的影响和它们之间的相互作用。
2 因素分析
2.1、TEX数
不同TEX数的直接纱产品的带宽一般是不同的,高TEX产品的带宽正常情况下总是要比低TEX产品的带宽大,除非是为了满足客户特殊需求。
2.2 集束器
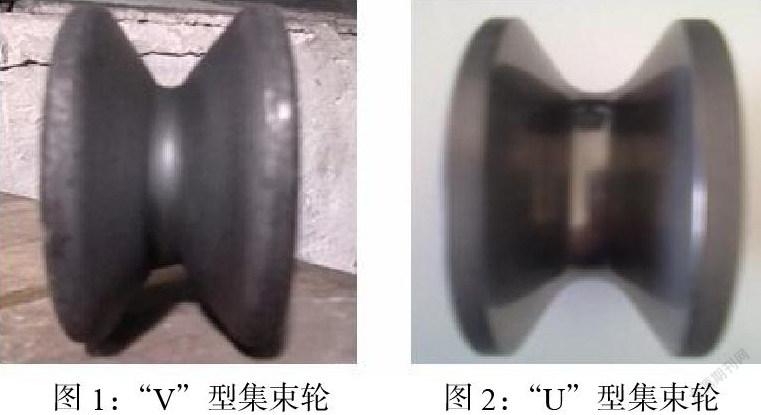
直接纱生产中都会使用第一集束器和第二集束器,目的是提高丝束的集束性。集束器一般选择石墨集束轮,它的优点是导热性能高、摩擦力小、耐磨,设计时主要考虑它的倒角和槽宽度,而且对石墨表面的剖光有一定的要求。传统集束轮一般都是“V”型的(见图1),底部槽宽较小,丝束经过时受拉丝张力的影响,在集束轮“V”型底部受挤压会呈现出一种圆润的状态,最后成型的丝束宽度较窄。并且由于丝束“V”型外部边缘持续接触,磨损剧烈,會引起丝束断飞,存在一定的质量隐患。这种工艺适用于短切纤维的生产,在现在直接纱生产中正逐步被“U”型轮替换(见图2)。
使用“U”型轮时,丝束只在剖光非常好的“U”型轮底部穿过,不与外部边缘接触,一般不会在水平方向受挤压,而且拉丝张力造成集束轮上原丝呈现出扁平、宽度大的状态,生产的原丝均匀性好。
2.3成型张力
当丝束受力较大的时候,丝束就会在张力的牵引下绷紧收缩,宽度变窄;而当受力较小时,丝束就会稍宽一点。纱束成型张力主要包括机头牵引力、玻璃液重力、空气阻力、涂油辊和集束轮阻力、玻璃液黏度等作用力。在实际生产中,玻璃液黏度和玻璃液重力基本保持不变,因此我们一般会通过调整拉丝机卷绕比、拉丝工艺位置等方式来调节张力大小。
2.3.1拉丝工艺位置调整
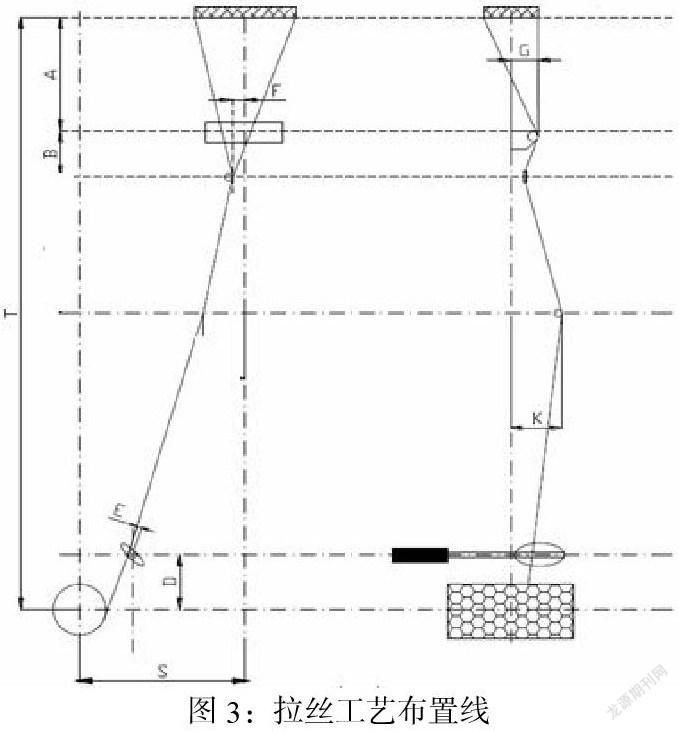
拉丝工艺位置是指漏板、冷却器、涂油器、集束器和拉丝机之间的布局位置关系(见图3),原则上丝束在拉丝机机头卷绕过程中要保持最小的张力。
注:参数说明:
A:框架底面与涂油辊纱束接触点的垂直距离
B:涂油辊纱束接触点与第一集束器的垂直距离
S:拉丝机机头正面中心线与漏板正面中心线的水平距离
T:框架底面到拉丝机机头中心线的垂直距离
影响拉丝张力的主要工艺位置包括A距离、B距离、S距离和T距离。S距离和T距离一般在投产时就已经固定,很少变动。A+B距离决定漏板框架地面和第一集束器之间的丝束形成的扇面大小,拉丝时扇面与空气之间的阻力大约占总成型张力的40%;扇面越大,与空气的接触面就越大,张力也就越大。通过调节涂油器支架和集束器支架来调节A+B的工艺位置幅度有限,效果也不明显,因此只做细微调整。
原丝在涂油辊上的涂油有效宽度对丝束宽度也有影响。在试验过程中,我们采用双分拉合一的工艺方式,增大丝束涂油有效宽度,可比单分拉工艺丝束宽0.20mm左右。
2.3.2拉丝机卷绕比
直接纱拉丝机卷绕比是指排线器完成一个往复周期,机头所转过的圈数。不同产品的卷绕比是不同的,合理的卷绕比对产品性能的影响取到一
个至关重要的作用。部分直接纱拉丝机卷绕比输入为无限不循环数值,可以使丝饼表面排成网状结构,有利于烘干时水份的排出,并因此能够控制原丝纱束的宽度。
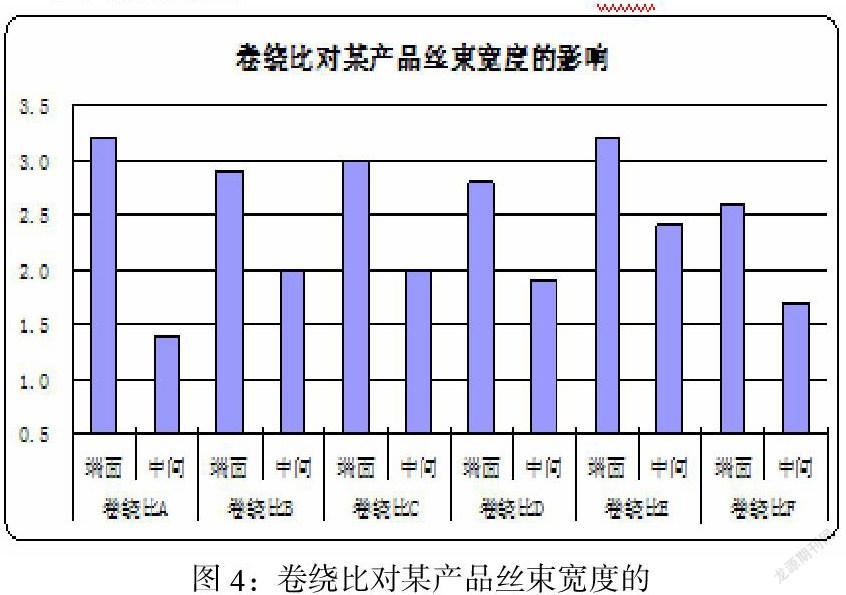
从上图中我们可以看出:
①卷绕比对丝束成型影响很大,宽度变化明显;
②卷绕比对同一个丝饼端面丝束和中间丝束的宽度影响是不同的,不合理的卷绕比会导致端面拐角处丝束较宽,而中间部分丝束宽度较细。
③卷绕比大小与丝束宽度并不是成比例关系,即当卷绕比增大时,丝束宽度不一定会变细或变粗。
大的卷绕比一般会引起丝束成型张力变大,有可能导致丝饼爆纱、拉制凹凸纱等问题,因此设计卷绕比时应充分考虑各种因素的影响,设计出一个合理的卷绕比,满足客户的生产要求。
2.4排线梭子
排线梭子槽间距也对丝束宽度有一定的影响。
3 结束语
客户对产品丝束宽度的要求越来越严格,而且多样化,我们通过对丝束宽度影响因素的分析,采取有效地方式对丝束进行调整。
影响直接纱丝束宽度的因素有很多,其中卷绕比是最关键的,其它拉丝工艺和附件如集束器、排线梭子等也对其有明显的影响。在实际生产中,这几个因素必须综合起来进行考虑,合理布局、设计和应用。
参考文献
[1] 张志坚,谢孝勋,章建忠.浅析浸润剂及成形工艺对玻璃纤维性能的影响.[J] 玻璃纤维.2011, 4(1):18-22
[2] 李松平.玻璃纤维生产加工与创新设计及检测技术标准实施手册(上卷) [M].安徽文化音像出版社2004(1): 258-265.
