具有开槽与清根功能的铣头的研制
2021-01-11齐齐哈尔二机床集团有限责任公司黑龙江齐齐哈尔161005王哲元
■齐齐哈尔二机床(集团)有限责任公司 (黑龙江齐齐哈尔 161005) 王哲元
喷管作为液体火箭发动机关键部件,具有薄壁、沟槽数量多及母线线型复杂等特点,致使各条槽加工精度的一致性难保证。
为了提高喷管加工效率和加工质量,研制一种具有开槽及清根功能的铣头,有效解决了喷管开槽数量大、加工效率低和加工精度低的难题。
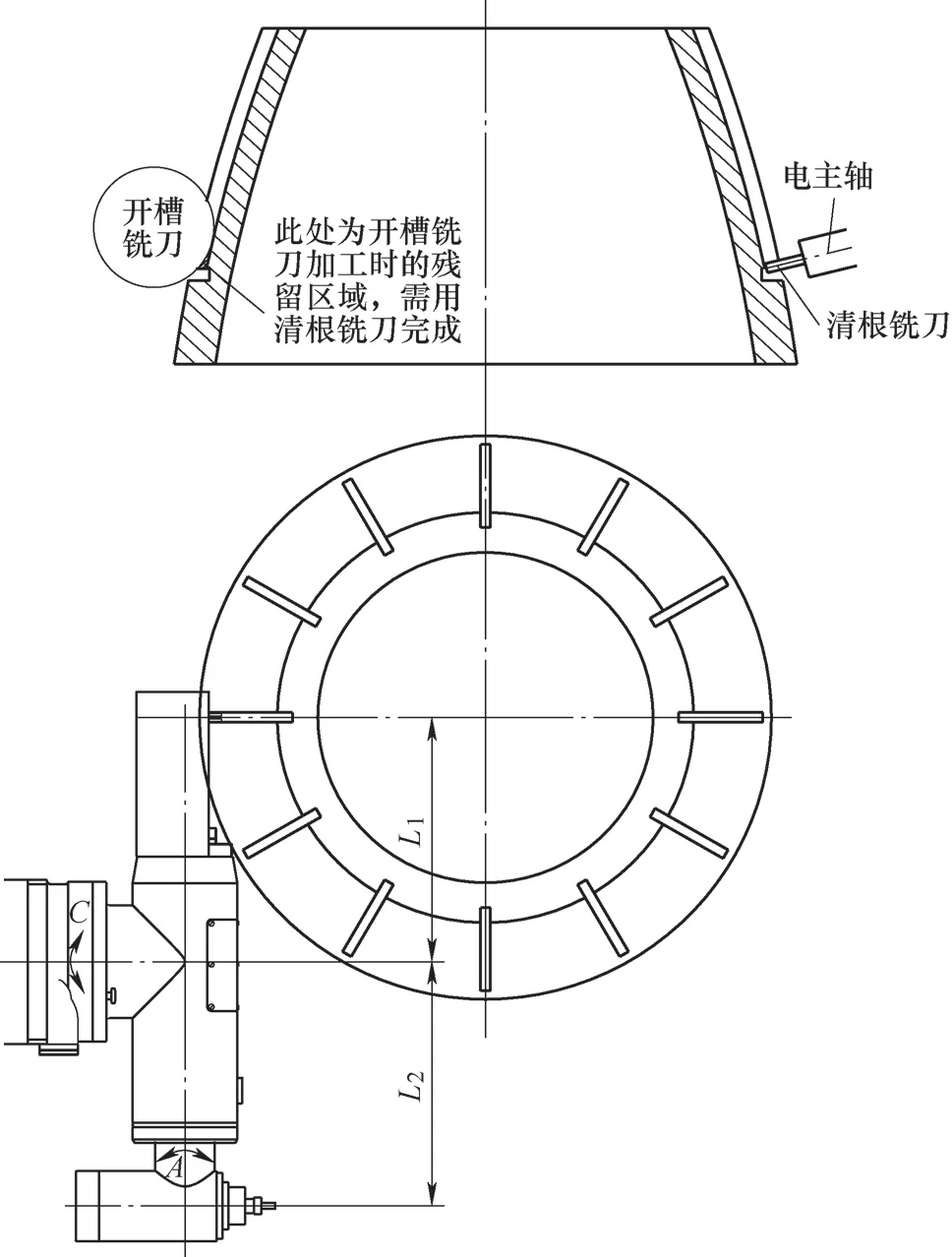
图1 铣头加工示意
1. 工件的加工特点
图1中的锥型回转体是要加工的对象,需要在外圆表面上加工出上百条宽度只有几毫米的沟槽。该沟槽上部开通,下部并没有开通,但要求是清根槽,只能使用小直径圆柱立铣刀来加工,而刀具直径太小,刚性很差,切削状况不好,加工效率低,远远无法满足生产要求。针对该情况,研制了一种具有开槽及清根功能的铣头,很好地解决了这一问题。该铣头配有相互独立的两套主轴,分别装夹圆盘铣刀及圆柱立铣刀,加工时先用圆盘铣刀开槽,但在出槽的下部有一小部分残留高度无法加工,这时将铣头转180°,使用圆柱立铣刀加工残留高度,如图1所示。两种刀具结合使用,充分发挥圆盘铣刀效率高及圆柱立铣刀(圆柱立铣刀的轴线可绕A轴旋转,实现对不同曲率工件的法向加工)能清根的优势。图1中开槽铣刀中心到联接体中心线的距离L1与清根铣刀轴线到联接体中心线的距离L2相等,工件锥度或外母线曲率变化时,可调整A轴角度来改变电主轴的轴线方向,实现法向加工。
2. 铣头结构特点
1)铣头包括联接体、T型铣头体及电主轴座3个单元(见图2),其中联接体单元包括联接体及C轴蜗杆副;T型铣头体单元包括铣头体、锥齿轮副、双头螺杆、夹爪、主轴、拉钉、传动轴、轴承套、定位装置、刀杆和开槽铣刀等;电主轴座单元包括电主轴座、A轴蜗轮蜗杆副、电主轴和清根铣刀等。
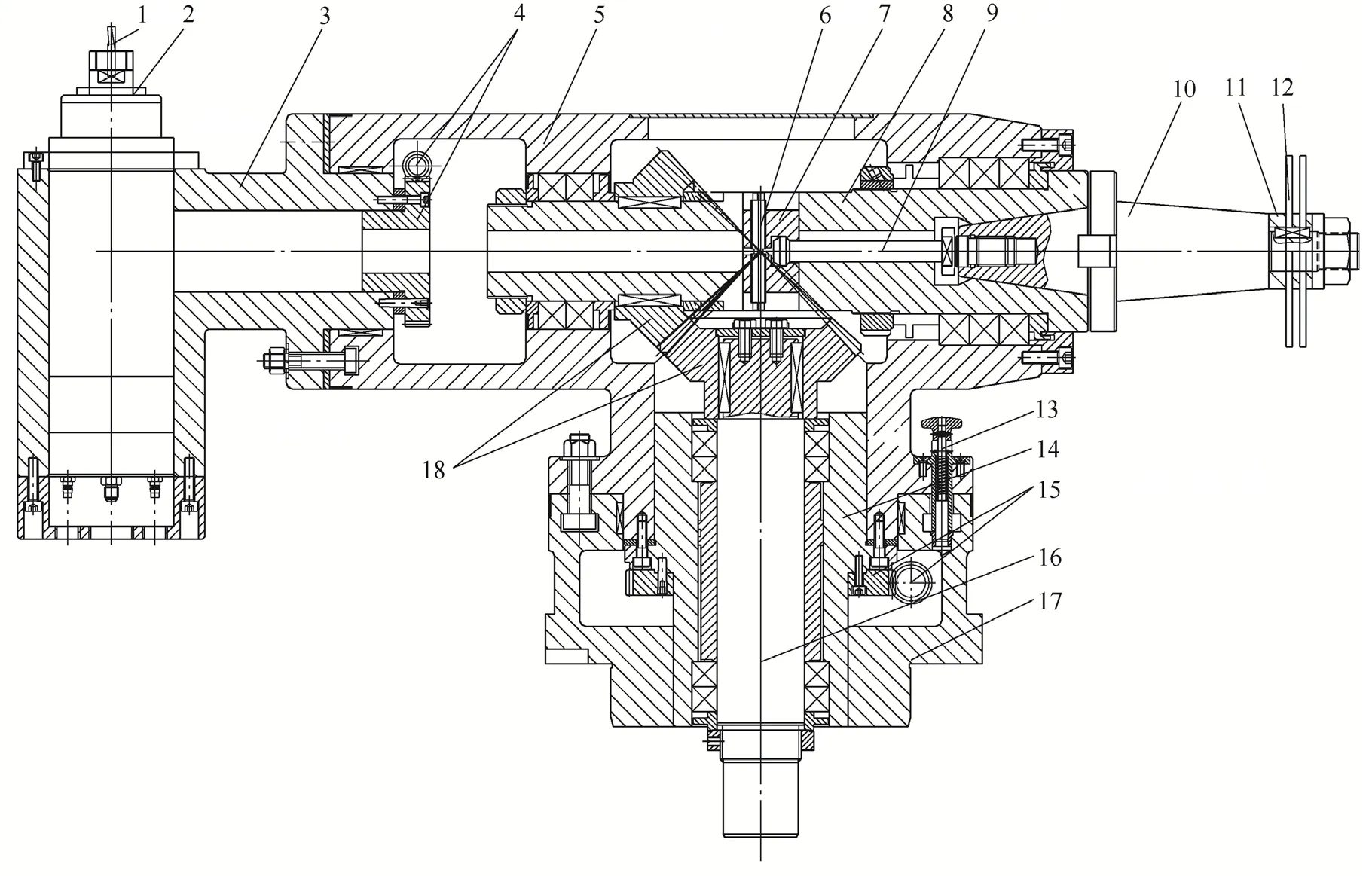
图2 铣头结构
T型铣头体与联接体串接,并可绕联接体轴线(主机主轴轴线)360°回转(C轴)。电主轴座与T型铣头体的一端串接,也可绕T型铣头体另一轴线(与联接体轴线相垂直)360°回转(A轴)。T型铣头体绕C轴转动时,能保证0°及180°两个位置上,电主轴轴线(清根铣刀轴线)与开槽铣刀的中心线完全重合。
2)开槽铣刀主轴具有手动夹刀功能,由于电主轴座的存在,导致主轴从主轴尾部通过螺杆拉紧刀柄(见图3)的传统轴向手动夹刀方式无法实现。径向手动夹刀机构如图4所示,在主轴上加工有径向圆柱孔,在孔中装有拉爪(见图5)。拉爪的主要特点是零件整体加工完成后,需沿轴线切成对称的两半,这两半上分别加工旋向不同的螺孔,其他形状及尺寸完全相同。将这两半分别拧到双旋向双头螺栓上,组装好后一起装配到主轴的孔内,双头螺栓轴向固定,只能转动不能轴向移动。当转动双头螺栓时,拉爪的两半会沿着螺栓的轴线同时相向运动,当两个半爪之间的距离变小时,拉爪孔变小,在锥面的作用下,把拉钉向主轴的尾部拉动。由于拉钉是拧紧到刀柄上的,这就相当于刀柄向主轴尾部进行了位移,也就保证了刀柄的锥面与主轴的锥面紧紧接触,达到夹紧的目的。
3)T型铣头体绕C轴线转动可实现180°精确分度定位,在T型铣头体上装有手动定位销,联接体上加工两个定位孔(分别用于0°及180°)。开槽铣刀柄上装有锯片铣刀,并通过隔垫来调整锯片铣刀的中心位置,使其到C轴回转中心的距离与电主轴轴线到C轴回转中心的距离相等。通过这两项措施,可保证T型铣头体在0°及180°两个位置上,电主轴轴线与开槽铣刀的中心线完全重合。
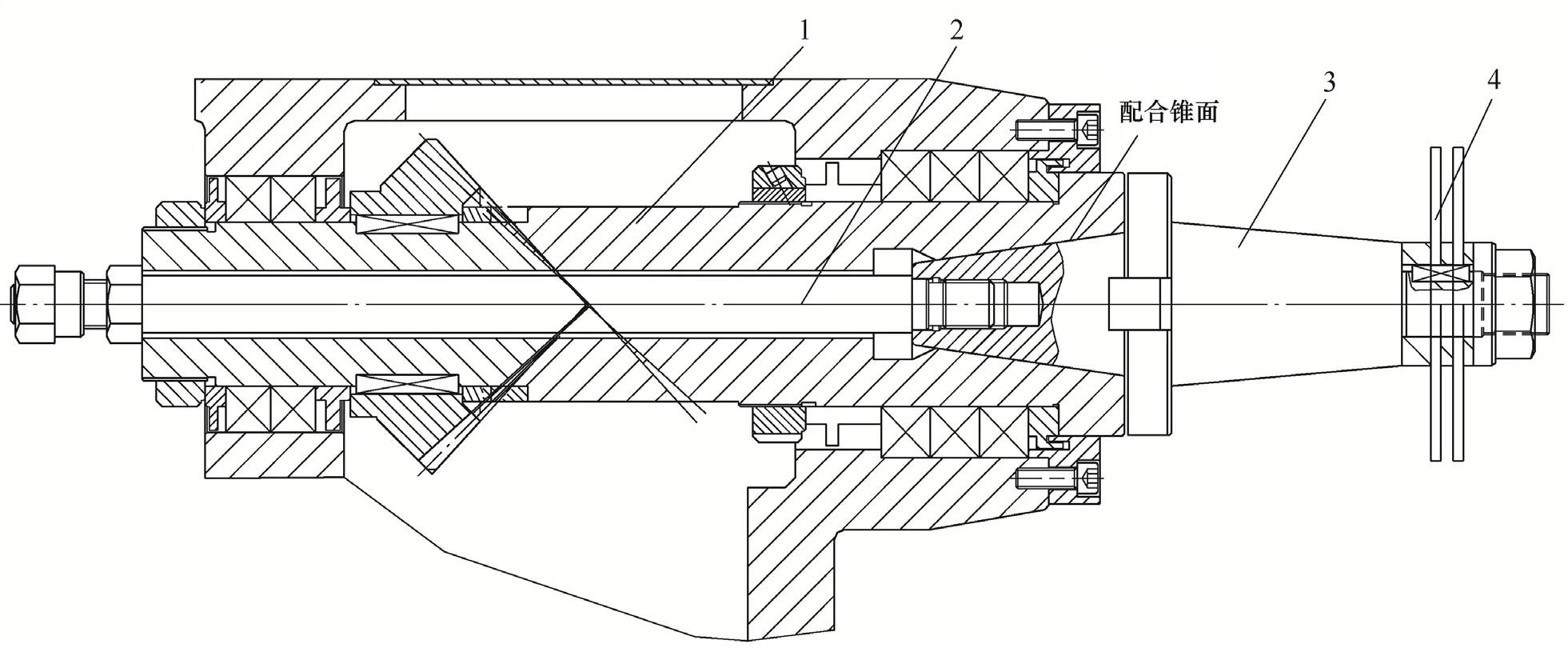
图3 传统轴向手动夹刀示意
图4 径向手动夹刀示意

图5 拉爪结构
3. 结语
由于采用同一种附件就实现了槽铣刀开槽与立铣刀清根两种不同工艺,铣头不用更换,工件无需重新装夹,即可使零件的加工质量和效率得到提升。另外,由于立铣刀的轴线是可倾斜的,所以能够用于具有不同锥度及不同曲率的圆锥体的开槽清根加工,应用范围更广。
