多级逆流水洗法回收催化气化灰渣中的钾催化剂*
2021-01-11王会芳李克忠
王会芳 刘 雷 李克忠
(新奥科技发展有限公司煤基低碳能源国家重点实验室,065001 河北廊坊)
0 引 言
碱金属和碱土金属盐或氧化物可以催化煤气化反应,其中钾盐特别是K2CO3具有最佳催化性能[1-3]。Exxon公司在20世纪70年代对煤催化气化工艺进行了大量研究[4],重点工作之一是气化灰渣中钾催化剂的回收,这不仅关系到气化工艺的经济性,还涉及到含碱废渣对环境的污染[5-6]。因此,气化灰渣中的钾盐需要通过催化剂回收工艺进行再生使用[2-3,7]。钾催化剂在气化过程中会与煤灰中的矿物质反应生成硅铝酸钾等不溶性钾盐,不仅会失去催化作用,还难以回收[8-14]。灰渣中的钾主要以两种形式存在,一种是可溶性钾盐,只需通过水洗即可回收;另一种为不溶性钾盐, 需要通过消解进行回收。两种钾盐所占比例因煤种不同而异,可溶性钾一般占70%(质量分数,下同),不溶性钾占30%,通过水洗和消解相结合的回收工艺可使催化剂总回收率达到90%以上[3]。
前期实验已对催化剂回收工艺条件进行了优化,水洗过程最佳的工艺条件为:水渣质量比6∶1,水洗温度80 ℃,搅拌时间20 min[15]。因催化剂水洗回收率受灰渣碳转化率影响较大,相同工艺条件下,不同灰渣催化剂水洗回收率为60%~70%。
单级水洗水量为灰渣量的6倍,耗水量较高,同时催化剂回收液浓度低,回收液在进入催化剂负载单元前需要经过蒸发浓缩,能耗高。采用逆流水洗工艺,新鲜去离子水首先从洗涤的最后一级水洗罐注入,气化炉灰渣从第一级水洗罐加入,灰渣经过多次洗涤,可溶性钾被全部洗出。含有钾催化剂的水从灰渣移动的反方向进入上一级水洗罐,经过洗涤后的水洗液所含的钾含量会进一步富集。当洗涤的次数足够多,水洗液中的钾就会进一步富集而达到平衡。多级逆流水洗可充分利用渣样和水洗液的浓度梯度[16],逐级将渣样中的钾溶出,这样既可节省催化剂回收用水量,又大幅减少后续浓缩工艺的能耗,可全面解决单级水洗工艺存在的问题和不足。
本实验采用六级逆流水洗法对灰渣中可溶性钾进行回收,考察水洗液中钾含量对灰渣中钾洗出效果的影响,同时研究一级水洗液中钾质量分数随水洗次数的变化规律,得到钾催化剂富集的最高限度,确定最佳水洗级数。
1 实验部分
1.1 实验原料
多级逆流水洗操作选用的原料为负载钾的不连沟煤气化灰渣(BLG coal ash)。该灰渣为不连沟煤样(负载10%的K2CO3)在新奥科技1 t/d煤催化气化工艺过程开发装置(PDU)稳定运行所排放的灰渣。实验前将灰渣置于恒温干燥箱中105 ℃干燥12 h,以除去水分。不连沟原煤及其灰渣的工业分析和元素分析见表1,不连沟灰渣的灰分组成见表2。由表1和表2可知,BLG灰渣的碳转化率为88.83%,灰渣中碳的质量分数为22.92%,灰分的质量分数为71.08%,负载的钾催化剂以灰分形式存在。

表1 不连沟原煤及其灰渣的工业分析和元素分析(d,%*)Table 1 Proximate and ultimate analysis of BLG raw coal and coal ash(d,%*)

表2 不连沟灰渣的灰分组成Table 2 Ash composition of BLG coal ash
1.2 实验方法
1.2.1 单级水洗操作
实验参数:水渣质量比为6∶1,灰渣为50 g,每份去离子水为300 g,水洗温度为80 ℃,搅拌时间为20 min。
将灰渣和去离子水加入烧杯中混合,并置于水浴锅中加热搅拌,温度保持80 ℃,搅拌20 min。水洗完毕后,采用抽滤装置对渣浆进行固液分离,并对去离子水和渣进行取样。
采用ICS-900型离子色谱仪(美国,戴安公司)测定水洗液中的钾离子质量,并根据灰渣中的总钾质量,计算得到水洗回收率。
w(水洗回收率)=m(水洗液中钾)/m(灰渣中总钾)×100%
1.2.2 六级逆流水洗操作
实验参数:水渣质量比为3∶1,每份灰渣为50 g,每份去离子水150 g。共准备六份灰渣(分别记为1#渣样~6#渣样),六份去离子水(分别记为一号水样~六号水样)。水洗温度为80 ℃,搅拌时间为20 min。
实验采用六级逆流水洗工艺,利用六份去离子水洗涤六份灰渣中的钾催化剂,对每级水样和渣样进行取样分析。
六级逆流水洗工艺流程见图1。由图1可知,六组烧杯从左到右依次为第一级、第二级、第三级、第四级、第五级和第六级。初始阶段六组烧杯中各装有150 g新鲜去离子水,在六级逆流水洗实验过程中,各级烧杯中的去离子水保持不动。灰渣从第一级烧杯依次移动到第二级和第三级直到第六级进行水洗操作。
1#渣样在第一级烧杯中与一号水样混合并加热搅拌,回收渣中的钾催化剂。洗涤完毕后,渣水进行抽滤分离,并对水样和渣样进行取样。一号水样回到第一级烧杯,将1#灰渣移动到第二级烧杯。2#渣样加入第一级烧杯,用一号水样进行水洗回收,渣水分离后,一号水样继续回到第一级烧杯洗涤3#渣样,1#渣样和2#渣样分别移动到下一级烧杯进行洗涤。以此类推,重复以上操作,直至一号水样在第一级烧杯中洗完6组渣样。渣样从左至右经过六级水洗,其中,1#渣样每级水洗都经过新去离子水洗涤,三级水洗已能确保将渣中可溶性钾全部洗出,所以1#渣样仅采用三级水洗。对每级水洗实验水和渣都进行取样。水洗后得到含钾溶液,通过离子色谱检测钾离子浓度,得到水洗液的钾质量分数,并求得钾的水洗回收率。逆流水洗工艺流程见图1。
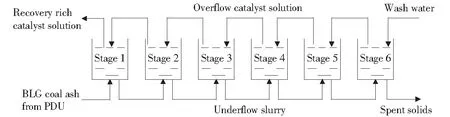
图1 逆流水洗工艺流程Fig.1 Simplified flow sheet of counter-current water wash process
因实验中各级烧杯的初始水样皆为新鲜去离子水,所以在实际操作中,烧杯中的水保持不动,渣样从左往右移动,完成六级水洗操作。如果实际工艺为六级逆流水洗方式,第一级烧杯中的水洗完6#渣样,开始7#渣样的洗涤时,第一级烧杯中的水排至催化剂负载单元,第二级烧杯中的去离子水移送至第一级烧杯,依次将各级烧杯中的去离子水向前移送至前一级烧杯,第六级烧杯中补充新去离子水。
1.2.3 钾溶液质量分数对钾回收率的影响
实验参数:水渣质量比为3∶1,每份灰渣为50 g,每份去离子水为150 g,水洗温度为80 ℃,搅拌时间为20 min。通过在去离子水中加入不同量的碳酸钾,得到不同质量分数(分别为15%,20%,25%,30%和35%)的碳酸钾溶液。采用相应质量分数的碳酸钾溶液洗涤灰渣,洗涤完毕后,采用抽滤装置对渣浆进行固液分离,并对去离子水和渣样进行取样。
采用离子色谱测定水洗液中的钾离子质量,并根据灰渣中的总钾质量,计算得到钾回收率。
w(钾回收率)=m(水洗液中的钾)/m(灰渣中的总钾)×100%
2 结果与讨论
2.1 单级水洗实验
表3所示为单级水洗实验条件和钾回收率。

表3 单级水洗实验条件和钾回收率Table 3 Experimental parameters and potassium recovery of single-stage process
由表3可知,w(钾回收率)为62.33%,其余为发生失活的非水溶性钾盐,主要以硅铝酸钾形式存在,其质量分数为37.67%。根据前期实验[15],钾回收率与碳转化率呈抛物线趋势变化,当气化灰渣碳转化率为78.53%时,钾回收率最高(67.3%)。随着碳转化率进一步提高,钾回收率呈下降趋势。本实验选取灰渣的碳转化率较高(88.83%),因此钾回收率有所降低。
据文献[7]报道,采用一次水洗工艺回收,钾回收率最高为80%,远高于本实验回收率结果。钾催化剂水洗回收率受煤种、催化剂原料、负载量、气化条件和水洗条件等多因素影响,其中煤种是决定钾催化剂在灰渣中存在形态的关键因素。原煤的灰分越高,灰中的硅铝含量越高,钾与煤灰中硅铝成分结合生成硅铝酸盐而失活的比例越高,相应水溶性的活性钾催化剂占比越小[17]。王永伟等[18]发现对于同一煤种,钠催化剂失活率存在饱和值,并且钠失活量与煤灰中铝的物质的量比基本成1∶1的关系,因此对于同一煤种,催化剂与煤中矿物质结合生成不溶性组分的绝对量为定值, 催化剂负载量越高,相应可溶性钾的占比越大,因此水洗回收率会增加。虽然,文献[7]选用的原煤灰分质量分数为35.55%,远高于本实验BLG原煤的灰分(15.78%),但其采用的催化剂负载量为20%,所以相应水溶性钾比例可能更高。同时,因为其水洗实验采用的水渣质量比为160∶1,温度和压力更高,时间也更长,所以有利于钾催化剂水洗回收率的提高。
2.2 多级逆流水洗实验
2.2.1 水洗液中钾质量分数随洗涤次数的变化
图2所示为水洗液中钾质量分数随洗涤次数的变化曲线(钾质量分数以碳酸钾的质量分数为计算基准)。由图2可以看出,一号水样中钾质量分数随洗涤次数增加而增加,但随着溶液中钾质量分数的增加,含钾溶液水洗回收灰渣中钾的能力略有下降。洗涤6组渣样后,最终溶液中钾质量分数为18.24%。渣样经一、二级水洗后,灰渣中大部分钾都被溶出来,因此后四级水洗液中溶出的钾含量较低。二号水样洗涤完6组渣后,水洗液中的钾质量分数为8.40%,与一号水样洗涤完2组渣样后水洗液中的钾质量分数(8.62%)相当。因此,如果将第一级烧杯中的去离子水排至催化剂负载单元,接着将第二级烧杯中的去离子水移至第一级烧杯,依次将各级烧杯中的水全部向前一级移送,最后的烧杯补加新去离子水,等洗涤完4组新渣后,第一级烧杯水洗液中的钾质量分数达到排出浓度(18.24%)时,再补充新去离子水。
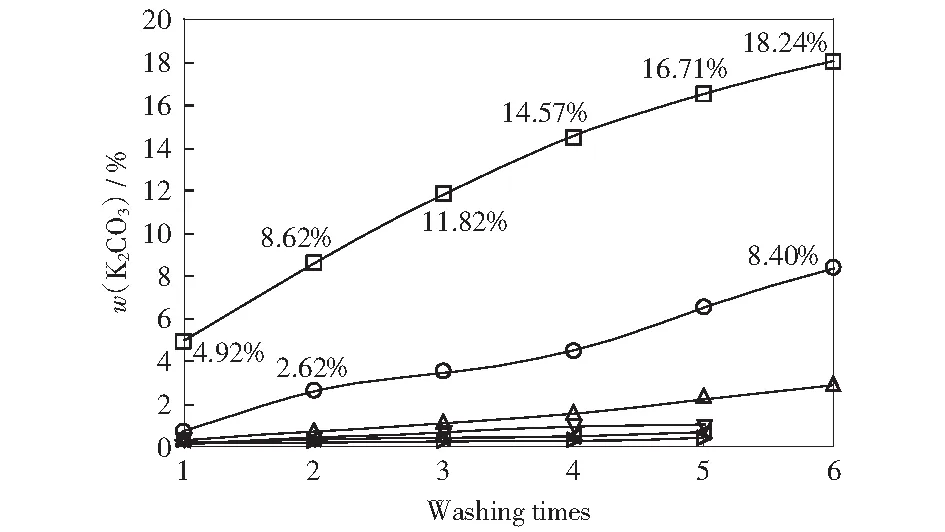
图2 水洗液中的钾质量分数随洗涤次数的变化曲线Fig.2 Change curves of mass fraction of potassium in recovery solution with washing times□—First-stage solution;○—Second-stage solution;△—Third-stage solution;▽—Fourth-stage solution;◁—Fifth-stage solution;▷—Sixth-stage solution
若以六级逆流水洗工艺进行催化剂回收,则可计算出水洗过程耗水量。前六份新去离子水洗涤6组渣样,第一级水洗罐中的溶液排出后,后一级水洗罐中的水全部向前一级移送,第六级水洗罐中补充一次新去离子水。这六级水样洗涤完4组渣样后,第一级水洗罐中的溶液中钾质量分数达到排出浓度(18.24%)时,重复上述补水操作。
单级水洗与六级逆流水洗钾回收率相当,单级水洗工艺水渣质量比为6∶1,而多级逆流水洗工艺水渣质量比小于3∶1。因此,逆流水洗法可大幅降低用水量以及回收液在催化剂浓缩工段的蒸发能耗。
2.2.2 灰渣中钾催化剂回收率随水洗级数的变化
图3所示为水洗级数对灰渣中钾回收率的影响。由图3可以看出,灰渣中钾催化剂回收率随水洗级数增加而提高。由于1#渣样每级都是经新去离子水洗涤,当水洗级数超过二级时,钾回收率随级数的进一步增加变化不大。当水洗级数达到三级时,1#渣样的水洗钾总回收率为61.76%,与单级水洗钾回收率(62.33%)相近。从6组灰渣的第一级水洗钾回收率可以看出,随着渣样序号的增加,第一级水洗的钾回收率逐渐降低。这说明水洗液中钾质量分数直接影响催化剂的回收效果,水洗液中钾质量分数越大,灰渣中钾溶出能力越弱。

图3 水洗级数对灰渣中钾回收率的影响Fig.3 Effect of stage of washes on potassium recovery in coal ash
在单级水洗实验中,钾催化剂回收率为62.33%。在多级逆流水洗实验中,前5组渣样经多级逆流水洗后,总钾回收率为61.76%~62.78%,排除实验过程误差,可认为逆流水洗工艺钾回收率与单级相当。6#渣样经六级水洗后钾回收率仅为54.44%,说明要实现6#渣样中可溶性钾全部溶出,回收率要达到约62%,需在第六级水洗时换新去离子水。
陈杰等[7]研究表明,随着水洗次数的增加,钾回收率呈增加趋势,单次洗涤液中的钾质量分数呈下降趋势。1次水洗钾回收率为57.13%,当水洗次数增加到8次时,总钾回收率达到80.65%,同时第八级单次洗涤液中钾质量分数已低至忽略不计。YUAN et al[19-21]发现一次水洗钾回收率约为60%,通过三次水洗工艺,总水洗钾回收率为72%,并且随着水洗次数的增加,单次水洗钾回收率下降。因此,通过增加水洗次数可以有效提高钾催化剂总回收率,但单次回收率下降。未经水洗的灰渣中可溶性钾含量最高,第一次水洗钾回收率最高,每增加一次水洗,灰渣中的可溶性钾残余量减小。上述实验均采用多次水洗来回收灰渣中的催化剂,每一次采用新鲜水洗涤灰渣,所以能回收灰渣中所有可溶性钾催化剂。
由图3还可知,1#~5#灰渣经过六级水洗,总钾回收率都接近62%,说明采用六级逆流水洗,利用渣样和水洗液的浓度梯度,能回收灰渣中所有可溶性钾。6#渣样的总回收率为54.44%,说明水洗液的钾质量分数太高,造成总钾回收率下降。水洗过程中,灰渣中可溶性钾与溶液中的钾离子建立溶解和扩散平衡,水中的钾质量分数越低,越有利于灰渣中钾的溶出和回收。随着水洗次数的增加,灰渣中残余可溶性钾减少,需要利用钾质量分数更低的水回收。因此,要保证6#渣样的总钾回收率,最后一级需要采用新鲜水来进行洗涤回收。
采用多次水洗法回收催化剂,大幅增加了催化剂回收水耗,并且水洗液催化剂质量分数低,需要耗费大量的蒸发浓缩能耗。本实验采用六级逆流水洗,每一级新鲜水都洗涤6个渣样,利用渣样和水洗液的浓度梯度,逐步将灰渣中的钾催化剂洗出回收,同时水洗液得到富集,不仅可以降低水耗,还可以降低回收液蒸发浓缩能耗。
文献[7,19-21]报道的水洗工艺条件要求更苛刻,从工业应用角度来看,高水渣质量比、高温高压和长水洗时间等因素,决定催化剂回收设备容量、材质要求更高,运行水耗和能耗更高。因此,需要综合考虑催化剂的回收率和成本关系,提高整体催化气化工艺经济性和技术竞争力。
2.3 钾催化剂回收率随溶液质量分数的变化
通过配制不同质量分数的碳酸钾水溶液,考察溶液中钾质量分数对灰渣中钾催化剂回收率的影响(见图4)。由图4可以看出,钾催化剂回收率随钾溶液质量分数的增加呈下降趋势,溶液中钾质量分数越高,灰渣中钾的溶出能力越小,这与上述多级逆流水洗的结果一致。当钾催化剂溶液质量分数达到35%时,钾催化剂的回收率为-5.12%,溶液中的部分钾转移到灰渣中。催化剂回收率为负值,说明灰渣中钾的溶出量要小于钾溶液在灰渣中残留造成的钾增量。灰渣经钾溶液洗涤,直接进行固液分离,造成一部分钾溶液残留到灰渣中。从工业设计角度看,当催化剂回收液钾质量分数达到30%时,将催化剂溶液输送至催化剂负载单元,以保证灰渣中钾催化剂有效回收。
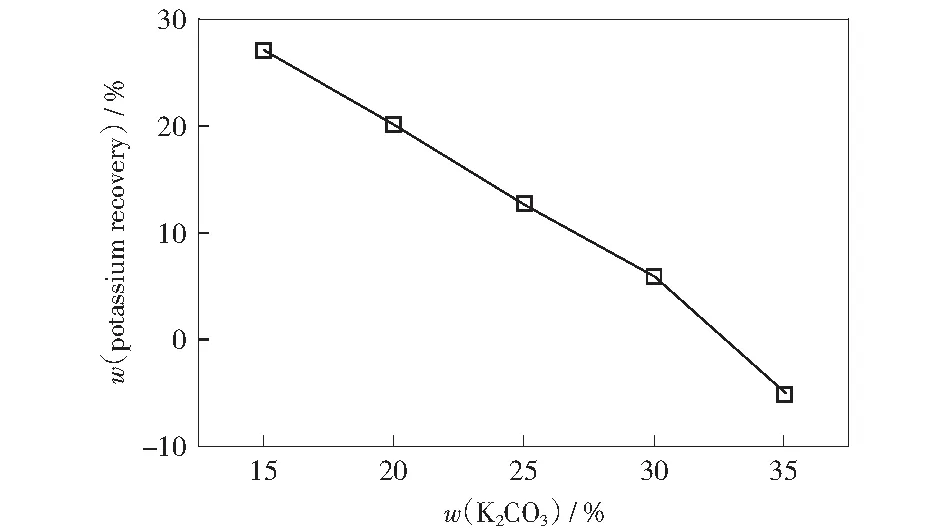
图4 钾溶液质量分数对灰渣中钾回收率的影响Fig.4 Effect of mass fraction of K2CO3 in solution on potassium recovery in coal ash
2.4 灰渣XRD表征
图5所示为催化气化灰渣的XRD谱。由图5可知,气化灰渣主要含有钾霞石和碳酸钾水合物晶体的衍射峰,其中碳酸钾水合物为可溶性钾盐,具有催化活性。钾霞石为钾催化剂与煤中硅铝等矿物质结合发生失活而生成的不溶性钾盐[17,23]。水洗后1#灰渣仅含有钾霞石的衍射峰,说明可溶性的钾盐已通过水洗回收。不溶性的钾盐可采用碱洗或酸洗处理,转化成可溶性钾,从而进行回收循环利用[19-22]。

图5 催化气化灰渣的XRD谱Fig.5 XRD spectra of coal asha—Gasification ash;b—1# coal ash after water washing
3 结 论
1) 多级逆流水洗比单级水洗的用水量显著减少,当达到相同的催化剂回收率62%时,六级逆流水洗工艺耗水量不到灰渣质量的3倍,而单级水洗工艺耗水量为灰渣质量的6倍。因此,采用逆流水洗回收催化剂时不仅能使水耗降低一半,还可减少催化剂浓缩工段蒸发能耗。
2) 溶液中钾质量分数会影响渣中钾的溶出能力,随着水样中钾质量分数不断增加,钾回收率逐渐降低。6#渣样经六级逆流水洗后,总回收率为54.44%,低于前5组样品的回收率62%,因此需要更换新的去离子水对灰渣中钾进行回收。
3) 钾溶液质量分数超过30%时,无法实现灰渣中钾催化剂的有效溶出和回收,可将30%钾溶液输送至催化剂负载单元。
4) 气化灰渣中含有可溶钾和不溶性钾霞石,通过水洗可以回收可溶性钾催化剂。
