臭氧微气泡催化氧化处理实际汽车配件废水研究
2021-01-09万晓卉孙志国谢洪勇
万晓卉,张 利,孙志国,谢洪勇,于 伟
(上海第二工业大学,上海 201209)
0 前言
国家统计局发布人们对汽车的需求量数据分析发现,近10年增长率高达2.3倍左右,汽车配件废水相应增多[1]。该废水含有自身难降解的丙酮、芳香烃类等有机溶剂,这些污染物在水中大量堆积,严重污染水体[2-3]。现阶段处理方法为:物理法、化学法、生物法等[4-6]。这些方法投入成本高、污染物本质难去除,同时易受外界因素的影响,会产生中间产物等[7]。针对该问题,现提出了臭氧氧化、电化学催化、光催化、Fenton氧化等高级氧化技术[8]。
臭氧氧化法具有无副产物生成、不易受外界环境干扰、处理成本较低等特点,早在20世纪50年代被科研人员提出并应用到处理废水中[9-10]。为提高污水处理效率,降低处理成本,张耀辉等[11]提出厌氧消化-A/O-臭氧催化氧化-BAF工艺处理农药废水。但该工艺易受其他环境因素影响,设备占地面积较大,需进一步改进。卜换达等[12]采用混凝法分别与臭氧法和Fenton法联用处理实际造纸工业废水,研究发现臭氧氧化法比Fenton法对实际废水的处理效果好,同时不用考虑副产物的生产处理等问题。
微气泡技术利用其停留时间长、传质效率快、增氧性能高、电位差较大、能够产生大量自由基等特点处理废水[13]。1980年日本工厂生产出微气泡泡沫发生装置,并将其应用到水产品的养殖中[14]。马锦[15-16]利用微气泡技术处理废水,发现处理效率有明显的提高。孙杰等[17]利用臭氧与微气泡相结合,释放大量的OH·降解模拟活性艳红X-3B污染废水,实验表明降解率能到达99.74%,缩短反应时间,提高处理效率[18]。对于实际废水,干扰因素较多。潘习习等[19]利用空气微气泡与臭氧微气泡技术对实际啤酒工业废水进行处理,实验表明加入臭氧比未投加的废水中化学需氧量(COD)的去除率高出14%。臭氧微气泡技术对实际工业废水有明显的处理作用[20]。目前该技术仅对模拟废水以及实际废水的单因素实验进行研究,而对复杂的工业废水研究尚未成熟,有待于进一步深入[21-22]。本文通过设计微气泡发生装置,研究空气微气泡与臭氧微气泡技术对废水的处理情况,同时探究不同反应时间、压力、臭氧浓度以及反应温度的影响条件,对废水中溶解氧(DO)、pH值和COD的变化情况并进行分析得出结论,为臭氧微泡技术在复杂工业废水的处理奠定很好的基础。
1 实验设备与材料
1.1 实验材料与仪器
变色硅胶购于纽彦实业(上海)有限公司;COD专用化学试剂助剂和浓硫酸分购于上海连华实业有限公司和国药集团化学试剂有限公司。使用的仪器:图像颗粒分析器,BT-1600,丹东市百特仪器有限公司;连华COD快速测定仪;便携式溶解氧测试仪,IP67,梅特勒;臭氧微气泡发生装置,广州奥普发环保科技有限公司;电动搅拌器,上海梅颖浦仪器仪表制造有限公司;pH测试仪,上海仪电科学仪器股份有限公司。
1.2 实验内容
取上海滨道滤清器有限公司所排放的淡黄色、刺激性气味汽车配件废水作为原水样,同时根据我国汽车配件废水排放标准GB26877-2001,水质指标及处理期望值见表1。

表1 实验废水水质及处理后期望值
使用电子搅拌器将储水罐中的汽车配件废水搅拌均匀,并将其抽进气液溶气泵中。臭氧发生装置所产生的气体按照一定的流量流入气液溶气泵中,使得臭氧微气泡充分与汽车配件废水混合均匀,随后进入反应罐中进行化学反应。分别改变气泡成分、系统压力、臭氧浓度,研究废水的DO、pH值、COD的变化情况。通过实验得出最佳反应条件,提高反应效率,减少投入成本。
1.3 检测方法
微气泡的尺寸以及体积浓度:待发生装置运行稳定后,利用图像颗粒分析仪对微气泡进行拍照处理分析得出气泡尺寸;同时利用可见分光光度计测量微气泡的吸光度数值,并根据百特经验公式:
cV=-[3×D50×log(I/I0)]/(2×L×K)
(1)
其中:cV为气泡的体积浓度(%),D50为粒径平均直径(μm),I/I0为透光率,L为光程长度(μm),K为消光系数。得出相应尺寸的体积浓度大小。
COD的检测方法为快速消解分光光度法(HJ/T 399-2007),仪器为连华公司的COD快速测定仪。pH值、DO在检测前,先检查电极是否完好,再对仪器进行校准分析,最后对处理水样进行多次检测取平均值。
气泡悬浮时间:采用1 L烧杯量取一定体积乳浊水样,开始记录时间,待液体澄清后再次记录时间,多次重复性实验取平均值。
2 结果与讨论
2.1 气泡特性
2.1.1微气泡尺寸特性
取20 L工业废水,分别在不同的反应压力下进行微气泡表征实验。实验发现压力越大,微气泡的尺寸越小,所产生的微气泡数量越多。根据不同影响因素下所得尺寸数据分析,该设备能够产生直径约为10 μm的微气泡。吸光度数值如表2所示,压力越大,数值越高。根据微气泡体积浓度公式分析可得,体积浓度随吸光度数值的变化而变化。当反应压力为0.15 MPa时,微气泡的体积浓度能到0.08%左右,此时废水呈现乳浊现象。
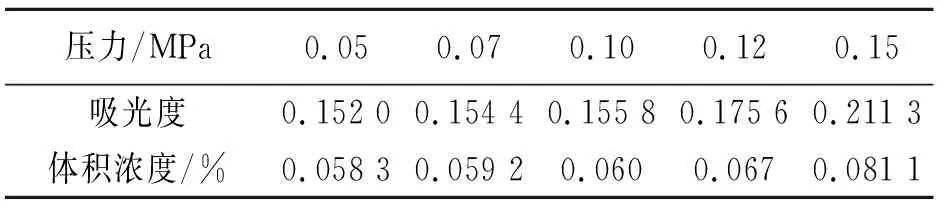
表2 气泡吸光度和体积浓度随压力的变化情况
2.1.2微气泡悬浮时间
随着反应压力增加,进入反应罐中微气泡体积浓度增大,微气泡尺寸相对减小。根据斯托克斯公式,微气泡直径越小,停留时间越长,达到一定限度时,微气泡发生破裂,使得废水由乳浊变为澄清现象。如图1所示,压力越大,微气泡的悬浮时间越长,当反应压力为0.15 MPa时,废水的悬浮时间可达到102.96 s。

图1 不同压力对废水悬浮时间的影响
2.2 空气微气泡对废水的处理影响
选定反应压力为0.150 MPa,空气进气量为0.7 L/min,探究废水中DO、pH值、COD随时间的变化情况如图2所示。微气泡数量增多,增大气液两相接触面积,废水中DO数值提高。当反应时间约18 h,溶解氧数值达到最大,随后气泡所受内部张力过大,发生破裂,释放大量气体,DO数值降低。废水中pH值数值变化,由原来的7.06上升至8.77,有效地改善废水水质情况。微气泡在破裂的瞬间会产生大量的OH·,其能够降解废水中有机物,降低废水COD的含量。当反应时间为45 h,反应保持稳定的状态,COD去除率可达37.15%。

图2 空气微气泡对废水处理情况
2.3 反应压力对废水的处理影响
设定臭氧浓度100%,气体流量0.7 L/min,分别研究不同反应压力下废水的处理情况,见图3。实验结果表明,废水中DO先增大后缓慢降低。对于压力为0.100 MPa条件下DO在约32 h达到最大值。而0.125 MPa和0.150 MPa的条件下,DO数值达到最大值所需时间较短,约20 h。反应压力过低,废水与臭氧在气液溶气泵中反应不充分,所形成的微气泡反应数量较少,导致废水中溶解氧含量较低[23-25]。反应压力过高,微气泡所受的表面张力过大,停留时间较短,容易破裂,释放大量的气体,DO数值较低[26]。影响废水pH值的因素主要与臭氧的含量、废水中污染物的种类以及水质的酸碱性有关。所以反应压力对废水的pH值变化几乎没有影响。
对于废水中COD的变化,当反应压力为0.150 MPa时,由于废水与有机物矿化不够充分,使得有机物降解反应提前结束,导致废水处理效果不佳。在反应压力0.100 MPa和0.125 MPa的情况下,废水COD去除率均能达到54%左右。
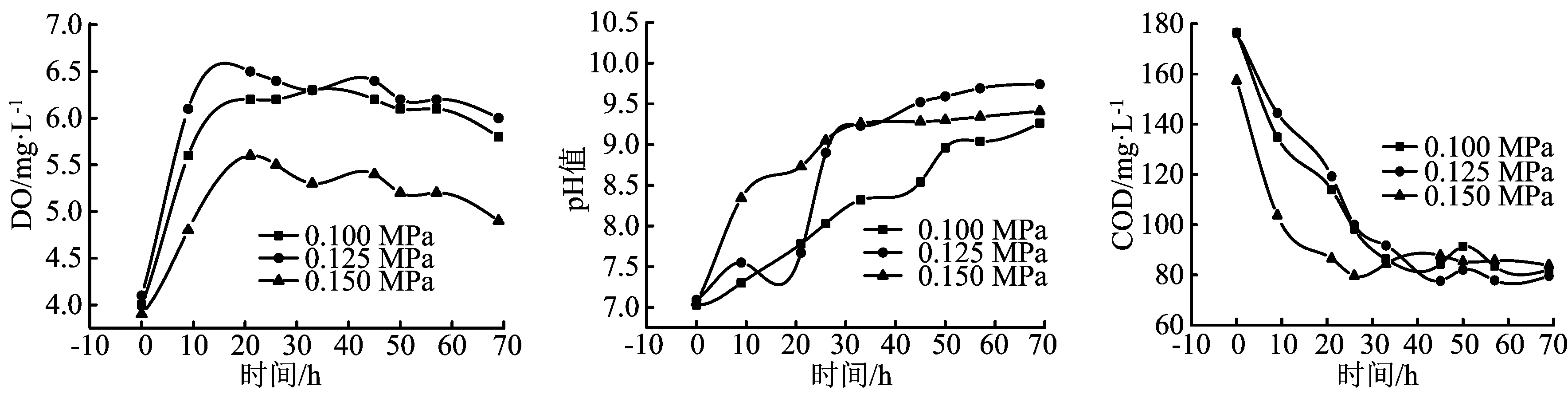
图3 不同反应压力对废水的变化情况
2.4 臭氧浓度对废水的处理影响
基于上述实验结果分析,考虑不同压力对微气泡与废水的处理情况以及发生装置的安全性等问题,选反应压力0.125 MPa,气体流量0.7 L/min,分别研究25%、50%、75%、100%臭氧浓度下废水的处理情况。如图4所示,微气泡与废水发生矿化反应释放大量的氧气和二氧化碳气体,使得DO数值较高,随后气体扩散到气相中,DO数值降低。对于废水中pH值,臭氧浓度越高,所消耗废水中的氢离子和氢氧根的量越大,故数值变化越明显。pH值变化率高达37.38%。经处理后的废水COD的含量可达到79.64 mg/L。

图4 不同臭氧浓度对废水的影响
3 结论
利用微气泡发生装置,通过对设备初步调试,改变装置的反应压力。发现该设备能够产生直径约10 μm的微气泡,其在废水中的微气泡体积浓度能达到0.08%,废水中停留时间约100 s。在此基础上分别研究汽车配件废水中DO、pH值、COD的处理情况。当反应时间45~50 h,废水处理几乎结束。该设备有效地提高了废水的溶解氧数值,改善了废水的酸碱性性能,COD的去除率能够达到54%左右,与空气微泡技术相比,大大提高了废水的处理效率。同时在处理过程中无副产物的生成,对环境没有造成再次污染。并且该技术具有占地面积小,无需投加任何药剂,节约处理成本等优点,为应用到其它工业废水的处理提供了全新的思路。