垃圾渗滤液处理技术研究进展
2021-01-09王殿二胡开亮
王 庆,金 晶,王殿二,冯 旭,胡开亮
(1.光大环境修复(江苏)有限公司,江苏 南京 211100;2.上田环境修复有限公司,江苏 常州 213000)
1 引言
随着我国社会经济不断发展,人均生活垃圾已达到450~500 kg/年,并以年增长量10%的速度继续增长[1]。其中,垃圾填埋场技术应用最为广泛,占垃圾总处理量的80%以上。垃圾填埋技术具有操作管理简单、处理费用低等优势,但也存在填埋气和渗滤液等二次污染现象[2,3]。此外,有研究显示填埋场封场后30~50年仍然会产生垃圾渗滤液[4]。
垃圾渗滤液水质受填埋的垃圾种类、填埋方式以及水文地质等条件影响,一般而言,具有水质复杂、含有多种污染物、营养元素比例失调、重金属含量高等污染特征,若处理不当会造成地下水、土壤等造成严重的污染[5~9]。此外,渗滤液是否达标排放已成为衡量填埋场是否卫生的重要标准。
国内垃圾渗滤液处理技术起步较晚,但随着技术经济的快速发展,渗滤液处理技术已有较大革新,我国渗滤液处理技术发展可总结为3个阶段[10~12]。
第一阶段: 20世纪90 年代初期处于渗滤液处理技术匮乏期,渗滤液处理工艺基本参照市政污水处理工艺,其中代表性工程为杭州天子岭垃圾渗滤液处理工程,采用活性污泥法工艺。该工艺针对垃圾填埋场初期渗滤液可生化性好的特点,但随着填埋时间延长,垃圾渗滤液BOD/COD值越低,可生化性越差,因此处理难度越来越大。
第二阶段: 21世纪初期,充分认识渗滤液水质特性,考虑到渗滤液水质高总氮、高有机物等特性,提出采用厌氧处理和 MBR 处理技术,工艺一般采用预处理+调节池+厌氧处理+MBR 处理。该工艺可实现较低的氨氮排放,其中代表性工程有光大环保苏州项目一期工程等。
第三阶段: 2010年后,城市化进程加快,用地紧张,此外排放标准日趋严格,甚至要求达到中水回用的标准,严标准有效推动渗滤液技术快速发展。目前,渗滤液处理工艺以生物法处理和膜法深度处理为主,即预处理+厌氧+膜生物反应器(MBR)+纳滤(NF)+反渗透(RO)处理工艺,出水水质最终可达到《城市污水再生利用 工业用水水质》(GB/T 19923-2005)中敞开式循环冷却水系统补充水标准[13],其中代表性工程有深圳老虎坑垃圾焚烧厂等项目。
然而近年来,随着生物法和膜法深度处理工艺的广泛应用,在工程实例中也存在很多问题,比如膜浓缩液处理、总氮不达标等问题[14~17]。针对这些问题,也出现了一些新工艺路线和解决思路。如氨吹脱及膜法脱氮,降低渗滤液氨氮浓度[18];深度处理采用化学软化+微滤+RO 处理工艺,减少了浓缩液产生量,提供产水回收率[19,20]。
在当前严格的环保立法,以及对渗滤液出水水质的严格要求的环境下,有必要对渗滤液处理技术进行比较和归纳,使之适用于处理不同种类渗滤液。本文对渗滤液处理工艺技术进行总结,并结合工程实践中渗滤液处理存在的问题及解决方法进行阐述,为工程实践提供借鉴。
2 国内外研究进展
2.1 国外渗滤液处理技术
20世纪70年代,欧盟国家开始研究渗滤液处理技术,渗滤液作为一种高浓度的有机和无机混合污染物,在相当长一段时间困扰着研究者。随后的研究发现垃圾渗滤液水质组成十分复杂,包括腐殖质、农药、多环芳烃、无机盐、高浓度总氮以及重金属等污染物[21]。这些污染物的浓度主要受填埋场的年龄、气候条件以及废物类型影响[22,23]。国外学者对渗滤液水质十分关注,并将填埋场年龄分成3个阶段:“青年”“中年”“老年”。“青年”填埋场中含有大量可生物降解的有机物质,此时的BOD、COD含量很高;“中年”填埋场在厌氧环境中开始产生二氧化碳和甲烷;“老年”填埋场水质稳定,COD浓度相对较低,氨氮及甲烷含量大幅提升[24~26],3种类型渗滤液的水质比较见表1[27]。
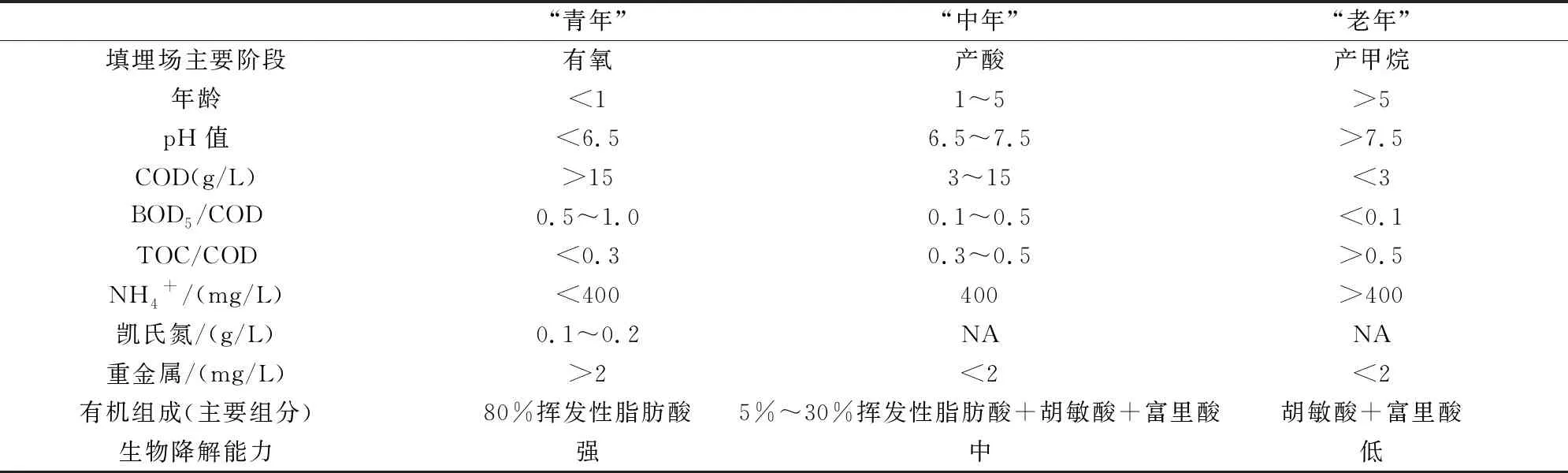
表1 垃圾填埋场三种类型渗滤液水质
针对渗滤液的有机物质、氨氮、无机盐的高含量以及水质随时间变化的特征,国外研究者注重通过多种技术组合的方式处理渗滤液,多种技术组合具有协同作用,可以克服技术本身的局限性[28,29],主要包括物理-化学处理技术、物理化学-生物处理技术、高级氧化-生物处理技术。
2.1.1 物理-化学处理技术
物理-化学技术对 “老年”渗滤液的处理效果远优于“青年”渗滤液,主要用于去除渗滤液中的难降解物质、COD以及作为生物法的后处理。物理-化学处理技术对渗滤液的处理效果见表2[30,31]。
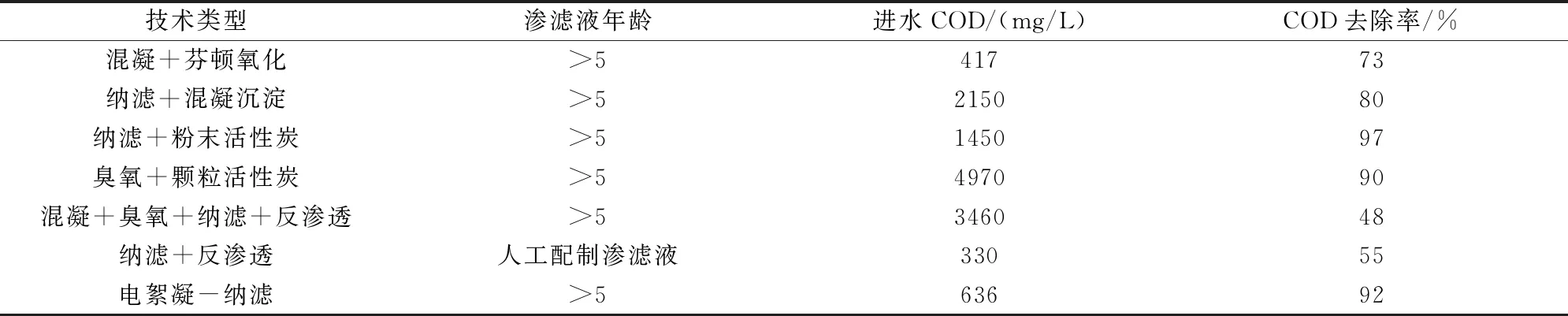
表2 国外物理-化学法工艺的处理效果
2.1.2 物理化学-生物处理技术
国外学者对使用不同类型的物理化学和生物处理方法处理渗滤液进行了大量研究,表3显示了一部分物理化学联合生物处理法对渗滤液的处理效果。
石灰混凝能够去除渗滤液中的胶体颗粒以及有机大分子,是一种良好的生物法预处理技术。生物法对渗滤液中的污染物的去除具有优良效果,从而降低后续工艺的处理成本,常被用作反渗透的预处理工艺,能够延长反渗透膜单元的使用寿命。活性炭吸附能够很好的去除生物法出水中残存的难降解性有机污染物。

表3 国外物理化学-生物法工艺的处理效果
2.1.3 高级氧化-生物处理技术
高级氧化技术的强氧化性能够去除和转化渗滤液中顽固的有机和无机污染物,提高渗滤液的可生化性。Di Laconi[37]、Asha[39]等人研究发现,氨氮在高盐分以及其他限制因子存在的渗滤液中采用生物法去除,效率仅为20%,但是使用芬顿或者臭氧作为前处理技术,能够达到80%以上的去除率。另外,从节约成本角度出发,高级氧化-生物处理技术比其他技术组合更占优势。表4中列出了一部分高级氧化联合生物法处理渗滤液的工艺[40,41]。
2.2 国内渗滤液处理技术
目前,国内生活垃圾渗滤液处理技术应用日趋成熟,应用最广泛的工艺路线为“厌氧+生化+膜深度处理”,最终出水可满足《生活垃圾填埋场污染控制标准》(GB16889-2008)表 2 标准,以及《城市污水再生利用 工业用水水质》(GB/T19923-2005)中表 1 敞开式循环冷却水水质标准。典型渗滤液处理工艺路线有以下几种。
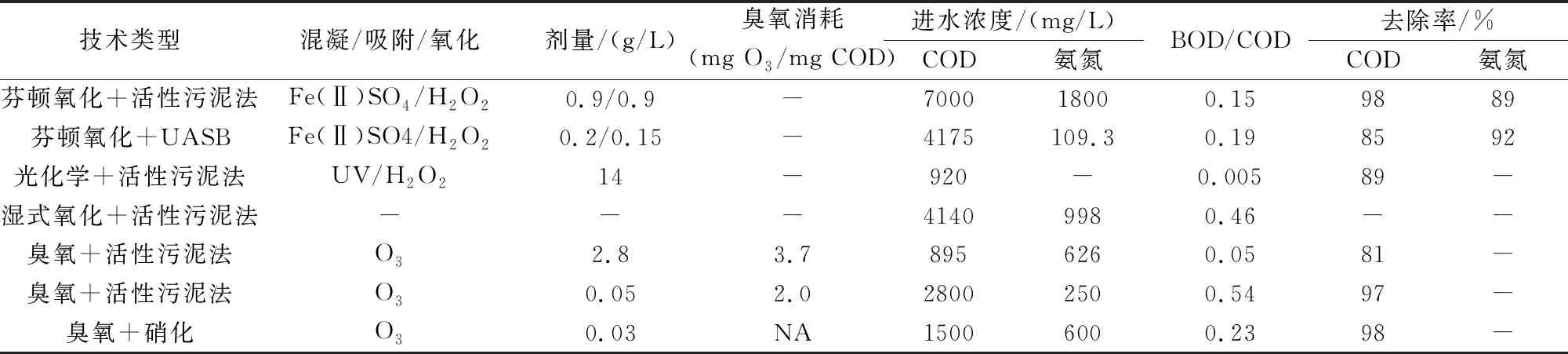
表4 国外高级氧化-生物法工艺的处理效果
2.2.1 “高效厌氧+氨吹脱+A/O 接触氧化+NF”工艺
该工艺下,通过生化和物化过程相结合,三段法的 CODCr去除率大于 85%,氨氮去除效率大于95%,增加的纳滤技术用于去除生化难以降解的溶解性有机物,从而保证出水 CODCr达标。该技术路线成功应用于北京六里屯填埋场垃圾渗滤液处理工程的改造中,处理量为 350 m3/d,其中回用水处理量为 50 m3/d,运行费用为 25.7 元/ m3[42]。
2.2.2 “氨吹脱+ UBF+ SBR+深度处理”工艺
该工艺为物理化学-生物-高级氧化组合技术,主要设备包括:调节池、沉淀池、氨吹脱系统、UBF反应器、SBR反应器、臭氧系统以及膜处理系统。调节池、沉淀池、氨吹脱系统作为预处理系统,可为后续工艺提供稳定水质,并可去除COD 35%、氨氮60%,降低后续处理负荷。厌氧UBF分解渗滤液中有机大分子物质,为SBR反应池提供可生化性高的污水,提高处理效率。臭氧系统进一步去除渗滤液中难降解污染物,为后续膜处理工艺稳定运行提供保障,经过超滤及纳滤膜过滤,出水可达到《污水综合排放标准》(GB8978-1996)的一级标准,最终出水COD去除率可达99%,氨氮去除率可达99%。该工艺成功应用于光大宜兴垃圾渗滤液处理工程中,处理量为150 m3/d[43]。
2.2.3 “预处理+IOC+MBR+化软+RO+ 碟管式反渗透(DTRO)”工艺
该工艺为物理化学-生物法处理技术,初沉池、调节池作为预处理工序,本工艺主要设备包括厌氧内外循环反应器(IOC)、膜生物反应器、化学软化系统、反渗透系统(包括RO及DTRO)。
垃圾渗滤液进入初沉池,去除悬浮物后溢流进入调节池,经厌氧进水泵,进入厌氧罐,去除大部分有机污染物,厌氧出水后渗滤液进入 A/O 系统,厌氧出水首先进入 A 池(缺氧池),在缺氧条件下反硝化菌利用污水中的有机碳将硝态氮还原为氮气,在脱氮的同时降低了容积负荷,并补充了后续硝化反应的碱度,同时部分悬浮污染物被吸附并分解,提高了污水的可生化性,随后污水进入 O 池(好氧池),在好氧条件下残余的有机物被进一步降解,同时硝化菌将污水中的氨氮氧化为硝态氮,再回流至 A池进行反硝化脱氮。经 A/O 处理后出水进入浸没式超滤系统进一步去除大分子有机物、悬浮物等污染物,经超滤处理后出水进入化学软化系统、反渗透系统,去除悬浮物、溶解性固体、硬度、色度、氨氮、氯离子等污染指标,最终出水COD去除率可达97%,氨氮去除率可达89%,同时产水回收率可达 85%以上[44]。
3 渗滤液处理过程中存在的问题及现有措施
3.1 渗滤液处理过程中存在的问题
在实际工程中,大多数渗滤液处理工程中仍存在许多问题,比如膜浓缩液处理和处置问题、总氮不达标问题等。此外,较高的运行成本和二次污染等问题,也制约着生活垃圾处理可持续性发展进程。总体来说,渗滤液处理过程中存在以下几个亟需解决的问题。
3.1.1 膜浓缩液问题
膜处理渗滤液过程中会不断产生浓缩液,膜过滤浓缩液呈棕黑色,其体积约占垃圾渗滤液水量的13%~30%,并具有以下特征:①有机污染物浓度高,成分复杂;②可溶性无机盐组分含量高,可生化性差;③水质水量随时间变化大;④重金属含量高。这些含有大量污染物的膜过滤浓缩液对地表水、地下水、土壤环境等都存在严重威胁,不能直接排放到环境中,对其合理的处理处置也是应用反渗透、纳滤技术的垃圾渗滤液处理工程中必须解决的一个难题。膜浓缩液问题直接关系到垃圾渗滤液全量处理以及“零排放”的目标,因此必须采取切实可行的办法对膜浓缩液进行有效处理和处置[45,46]。
3.1.2 总氮问题
目前垃圾渗滤液处理的瓶颈是总氮难以达标的问题[47]。垃圾渗滤液中高氨氮非常难以处理,过高浓度的氨氮会对微生物的新陈代谢产生抑制效果,并且污染物营养比例失调,总氮含量较COD及磷含量高的多,因而脱氮效果不佳,若额外投加碳源,将会大大增加处理成本。
垃圾渗滤液目前垃圾渗滤液处理常用的脱氮工艺有生物脱氮、氨吹脱及膜法脱氮等工艺,不同脱氮工艺在实际应用中均取得了较好的效果,为渗滤液处理达标排放创造了有利条件,但上述各种工艺也存在着许多问题。比如,生化脱氮工艺硝化作用可以使氨氮达标排放,但反硝化作用无法使总氮达标排放,并且生化脱氮操作复杂、运行不稳定、占地面积大以及环境较差;氨吹脱可以保证氨氮绝大部分去除,但要使氨氮达标排放,还要增加生化处理措施,同时氨吹脱需要投加大量碱性物质,易导致系统结垢,且在生化处理过程中又需要投加酸调节pH值至中性,导致处理成本过高,另外氨外溢会形成二次污染。综上所述,高浓度的总氮不但使运行成本剧增,而且也会影响出水水质,因而,找到一种行之有效的去除渗滤液中高浓度总氮的方法是当务之急。
3.2 现有措施
3.2.1 膜浓缩液
目前垃圾渗滤液膜过滤浓缩液的处理处置方式可分为三种类型:一是转移处置,包括外运和回灌;二是进一步减量,包括纳滤、高压反渗透、蒸发、膜蒸馏等;三是无害化处理,包括混凝沉淀、电絮凝、高级氧化等技术和干燥、焚烧、固化/稳定化等手段[48]。
3.2.2 总氮问题
(1)蒸氨法[49]。蒸氨工艺按塔底蒸汽的加热方式可分为直接蒸氨工艺和间接蒸氨工艺。 直接蒸氨工艺的设备简单、无再沸器和蒸汽冷凝装置,前期的设备投资低。在相同的蒸氨效率下,两种蒸氨工艺的蒸汽消耗量基本相同。
垃圾渗滤液成分复杂,除了高浓度的氨氮外,还有3000~7000 mg/L的CODCr、8000~10000 mg/L的碱度、1000~3000 mg/L的总硬度,还有大量的SS。因此在蒸氨过程中,常常由于碱度、硬度高,造成塔板和换热器堵塞,进而影响设备的正常运行。同时,由于蒸氨的出水温度较高,必须使用换热器进行换热降温,也增加了投资和运行成本,但是蒸氨塔具备停留时间短、占地面积小,自动化程度高的特点,蒸氨系统回收的氨水也可以用作垃圾焚烧厂的烟气脱硝,实现了资源的回收利用,优势较大。未来研发具有抗堵塞、抗结垢、低能耗等性能的蒸氨技术在垃圾渗滤液处理方面,具有广阔的前景。
(2)短程硝化反硝化[50]。不同于传统的硝化过程,程硝化反硝化是将硝化过程控制在NO2-阶段,使其不能进一步氧化成NO3-,实现NO2-的积累,并用NO2-作为电子的最终受氢体,直接实现NH4+和NO2-向N2的过程。相对于传统的硝化反硝化,短程硝化反硝化具有以下优点:在硝化阶段可以节约25%左右的耗氧量,极大的节约了能耗;在反硝化阶段可以节约 40%左右的有机碳源,降低了运行费用;反硝化速率快,反应时间缩短,反应器的体积可以减少30%~40%,节约了设备投资;硝化阶段可以减少34%左右的污泥产量,在反硝化阶段可以减少污泥55%左右;减少了反应过程对碱的需求量;在C/N比一定的情况下可以提高过程对TN的去除率;可以减少有害气体N2O的产量约50%。该工艺相对于传统的生物脱氮工艺,不仅在耗氧量上大大减少,同时污泥产量只相当于传统工艺的1/10。最终实现耗氧量低、污泥产量少、无需外加碳源等优点,大大缩短了脱氮的反应过程,具有广泛的应用前景。
(3)同步硝化反硝化[51]。同步硝化反硝化现象主要是指在有氧条件下的硝化与反硝化作用同时发生的一种现象。不少研究者通过实验或者工程应用发现,尽管在好氧条件下,反硝化作用依然存在于各种不同的生物处理系统中,如氧化沟、SBR、生物转盘等常见的污水处理系统中。近些年,不少研究者对同步硝化反硝化现象进行了很多的研究,也取得了一定的进展,同时,该理论的提出,也为生物脱氮技术提供了新的思路。
(4)短程反硝化-厌氧氨氧化。
4 展望
综上所述,渗滤液处理过程中面临着许多问题,这些问题同时也是渗滤液行业技术发展的动力。为了解决上述问题,可以从以下几个方面进行落实。
4.1 建立渗滤液处理模型
针对渗滤液处理过程,应进行更多的模拟研究,包括水质对物理、化学和生物工艺的影响以及各工艺的对不同水质的处理效果。最终建立渗滤液处理模型,该模型可根据出水要求结合成本造价,设计满足要求的组合工艺。
4.2 开发新运行模式
渗滤液水质会随填埋场年龄增加而发生较大变化,水质变化会影响各个工艺的处理效果,甚至会降低设备的使用寿命。因此,急需开发出具有模块化、灵活组合特点的新运行模式,该模块化多级组合工艺能够适应渗滤液水质波动,这对渗滤液处理站运营管理而言是质的提升。
4.3 优化现有技术
尽可能的对每一种单独的渗滤液处理工艺进行优化改进,以适应不同渗滤液处理条件。比如,在MBR 处理系统中采用液氧供氧取代传统空气曝气,可提高好氧处理效率、改善运行和操作环境;针对膜过滤技术,采用化学软化+微滤取代 NF 和采用 DTRO 取代 RO,可有效提高产水回收率。
4.4 开发新工艺
基于垃圾渗滤液水质变化的特点,开发出系统运行稳定、膜浓缩液产量低、出水水质优、运行成本低的新型工艺,是未来渗滤液处理技术发展的方向。以光大环保渗滤液处理技术发展历程为例[12],渗滤液处理技术发展从第一代的:“混凝+氨吹脱+UBF+SBR+MBR”,到第四代渗滤液“预处理+IOC+MF+蒸氨+化软微滤+DTRO/RO”工艺,最新工艺放弃了缺/好氧生化系统,通过采用蒸氨工艺,实现渗滤液中氨氮的资源化利用;采用化学软化微滤技术取代纳滤膜,能够去除绝大部分硬度;渗滤液经化软微滤后直接进入DTRO膜,既缩短了工艺流程,同时产水回收率可达85%以上;膜浓缩液再经过蝶管式纳滤膜(DTNF)进一步提取有机物,产水再经浸没蒸发处理后,可进一步浓缩10倍以上,最终系统产水率可达98%以上。
由此可见,研究新型渗滤液处理工艺,不仅有助于解决渗滤液处理过程中产水水质差和膜浓缩液产生量大的行业难题,更能促进渗滤液处理行业的可持续发展。
