某矿山低浓度含氰废水处理试验研究及工程应用
2021-01-08郭雪婷刘晓红刘强张宇丁成
郭雪婷 刘晓红 刘强 张宇 丁成

摘要:针对某矿山低浓度含氰废水,采用CG101高效药剂脱氰法、过氧化氢氧化法、硫酸亚铁沉淀法3种方法进行脱氰处理,在相同药剂投加量条件下,CG101高效药剂脱氰法处理效果最好,并对其试验条件进行优化,最终实现工程应用。工程应用结果表明:CG101高效药剂脱氰法工艺运行稳定,处理后废水中总氰化合物质量浓度满足GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求。
关键词:含氰废水;CG101高效药剂;总氰化合物;脱氰;絮凝剂
中图分类号:TD926.5文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2021)12-0083-03doi:10.11792/hj20211218
引 言
含氰废水主要来源于金银湿法提取废水、金属电镀废水、焦炉和高炉煤气洗涤废水、化工生产废水等[1]。氰化物属于剧毒物质,对人体的危害主要是与高铁细胞色素酶结合,生成氰化高铁细胞色素氧化酶而使其失去传递氧的作用,引起组织窒息[2]。
目前,含氰废水的处理方法主要为碱性氯化法、因科法、过氧化氢氧化法、臭氧氧化法等,采用的处理药剂一般为漂白粉、焦亚硫酸钠、过氧化氢、臭氧等[3-5],这些药剂在使用时存在使用条件苛刻、处理设施复杂、处理时间长、产生二次污染、存在安全隐患或处理成本高等问题[6-7]。
针对某矿山低浓度含氰废水,采用长春黄金研究院有限公司自主研发的CG101高效药剂脱氰法进行处理[8],基于单因素分析法考察了CG101高效药剂投加量、反应pH、反应时间、絮凝剂种类等对总氰化合物去除效果的影响,确定了最佳试验条件,并进行了工业化应用,取得了良好效果。
1 含氰废水性质
某矿山低浓度含氰废水水质分析结果见表1。
由表1可知,该含氰废水中总氰化合物和重金属质量浓度均较低。根据处理目标要求,处理后总氰化合物质量浓度需达到GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求,即总氰化合物≤0.05 mg/L。
2 脱氰方法确定及条件优化
2.1 脱氰方法选择
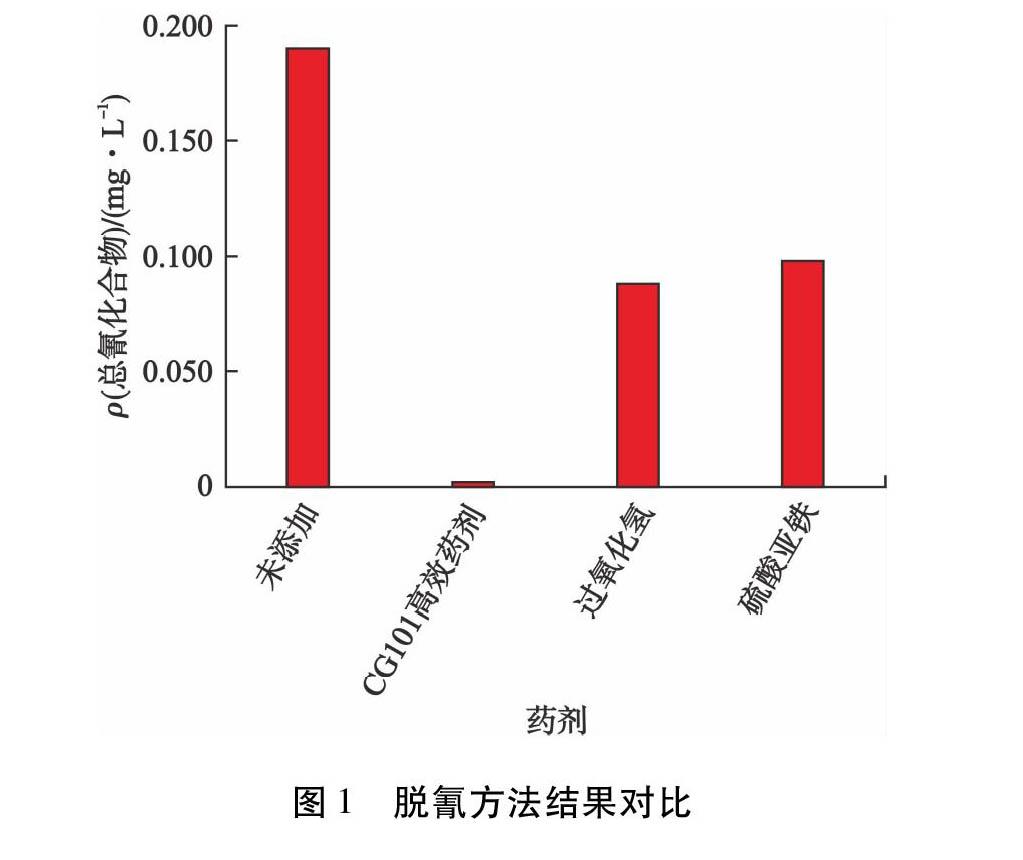
采用CG101高效药剂脱氰法、过氧化氢氧化法、硫酸亚铁沉淀法3种方法进行低浓度含氰废水处理。取3份250 mL含氰废水置于烧杯中,利用磁力搅拌器进行搅拌,分别加入3 g/L CG101高效药剂、3 g/L过氧化氢、3 g/L硫酸亚铁,使用(1+9)硫酸控制反应pH值为7.5左右,充分搅拌1 h,反应完成后过滤,分析滤液中总氰化合物质量浓度。试验结果见图1。
由图1可知:在相同药剂投加量条件下,CG101高效药剂脱氰法可以满足标准要求,而过氧化氢氧化法和硫酸亚铁沉淀法无法达到标准要求。此外,CG101高效药剂不属于危险化学品,方便管理,因此推荐采用CG101高效药剂脱氰法进行处理。
2.2 CG101高效药剂脱氰法
2.2.1 药剂投加量
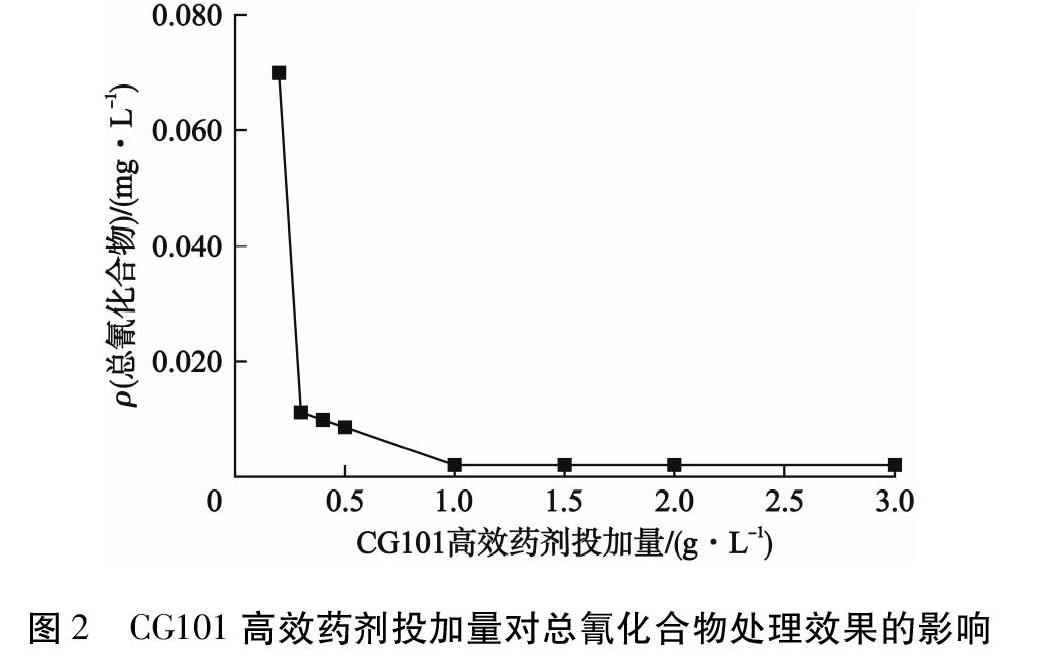
取250 mL含氰废水置于烧杯中,利用磁力搅拌器进行搅拌,分别加入CG101高效药剂0.2 g/L、0.3 g/L、0.4 g/L、0.5 g/L、1.0 g/L、1.5 g/L、2.0 g/L、3.0 g/L,使用(1+9)硫酸控制反应pH值为7.5左右,反应完成后过滤,分析滤液中总氰化合物质量浓度。试验结果见图2。
由图2可知:当CG101高效药剂投加量为0.2 g/L时,总氰化合物质量浓度为0.070 mg/L,不能满足标准要求;CG101高效药剂投加量增加至0.3 g/L时,总氰化合物质量浓度为0.011 mg/L,满足标准要求。综合考虑药剂成本,推荐CG101高效药剂投加量为0.3 g/L。
2.2.2 反应pH
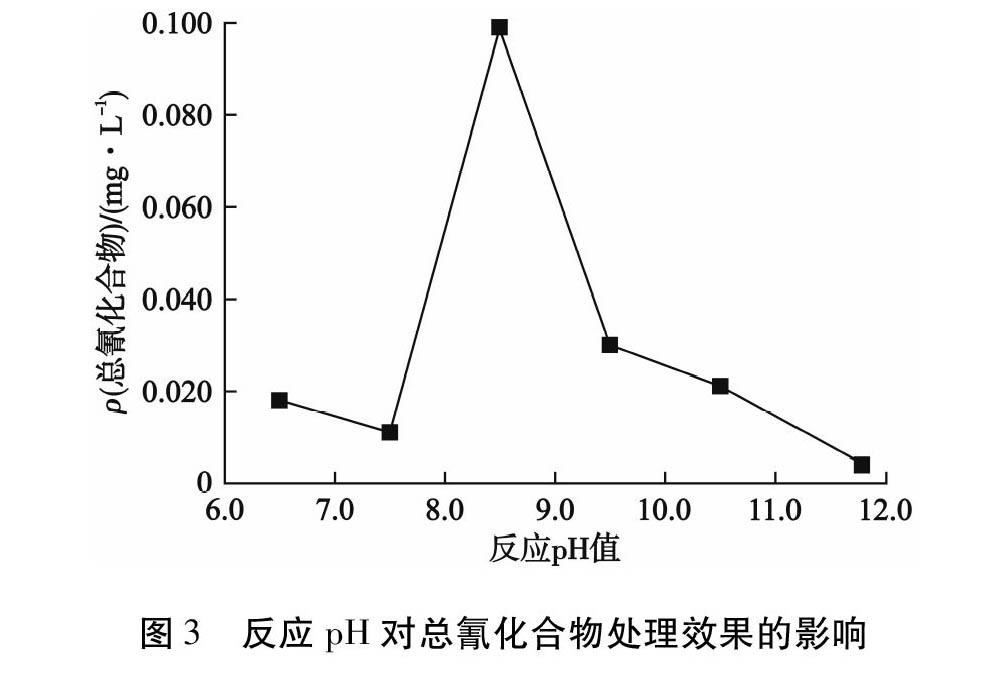
取250 mL含氰废水置于烧杯中,利用磁力搅拌器进行搅拌,加入CG101高效药剂0.3 g/L,使用(1+9)硫酸控制反应pH值分别为6.5,7.5,8.5,9.5,10.5,以及不调节pH(11.8),充分搅拌1 h,反应完成后过滤,分析滤液中总氰化合物质量浓度。试验结果见图3。
由图3可知:反应pH值为8.5时,CG101高效药剂处理效果不理想,总氰化合物质量浓度不能满足标准要求,其他pH条件下处理后的废水均满足标准要求。综合考虑,推荐反应pH值控制在6.5~7.5。
2.2.3 反应时间
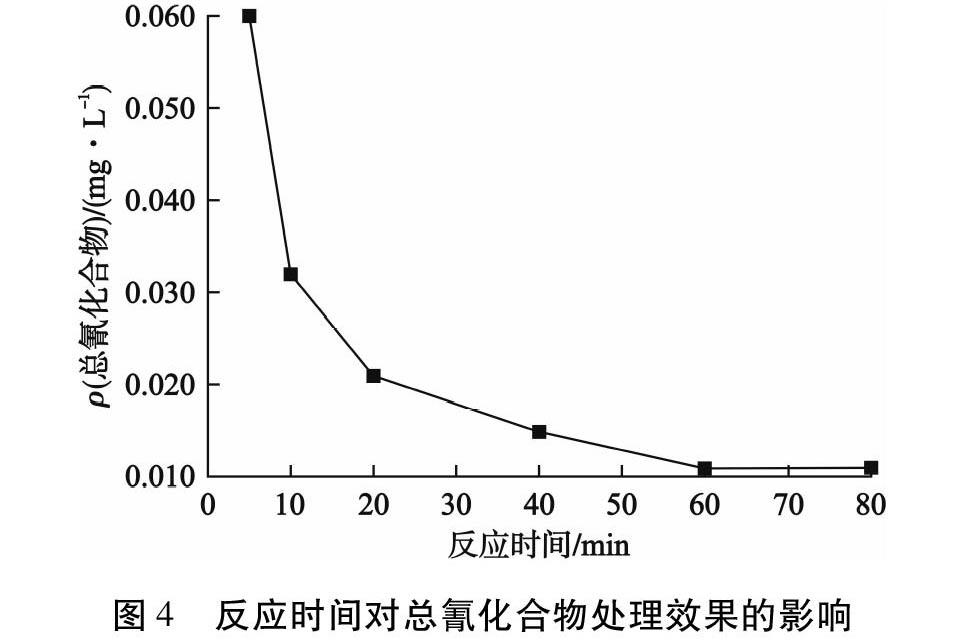
取250 mL含氰廢水置于烧杯中,利用磁力搅拌器进行搅拌,加入CG101高效药剂0.3 g/L,使用(1+9)硫酸控制反应pH值在6.5~7.5,分别搅拌反应5 min、10 min、20 min、40 min、60 min、80 min,反应完成后过滤,分析滤液中总氰化合物质量浓度。试验结果见图4。
由图4可知:CG101高效药剂反应速率快,延长反应时间对处理效果影响不大。当反应时间为20 min时,滤液中总氰化合物质量浓度为0.021 mg/L,可以满足标准要求。为了节省电能,降低成本,推荐反应时间为20 min。
2.2.4 絮凝剂种类
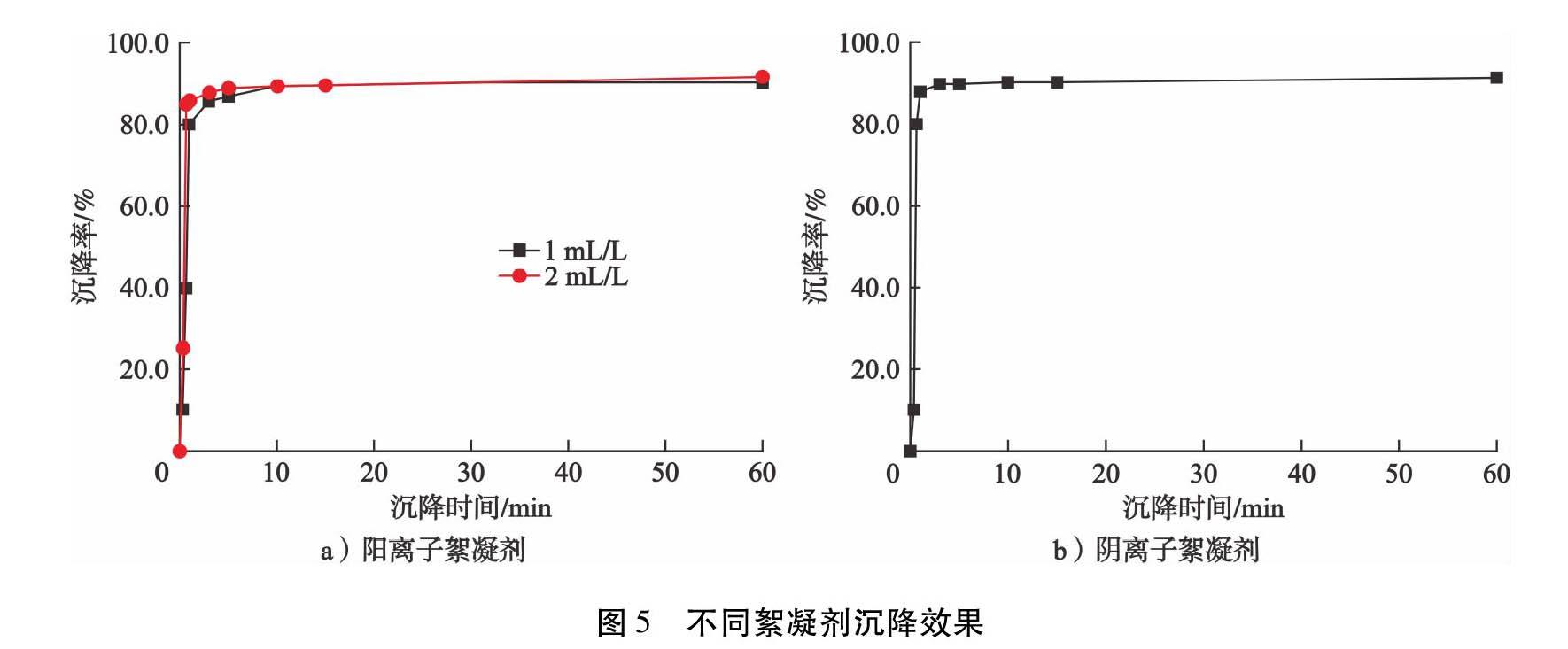
取500 mL含氰废水置于烧杯中,利用磁力搅拌器进行搅拌,加入CG101高效药剂0.3 g/L,使用(1+9)硫酸控制反应pH值在6.5~7.5,充分搅拌反应20 min,分别投加1 ‰阳离子絮凝剂1 mL/L、2 mL/L,1 ‰阴离子絮凝剂1 mL/L,考察絮凝剂种类对絮凝沉降效果的影响。试验结果见图5。
由图5可知:经过10 min沉降后,1 ‰阳离子絮凝剂投加量为1 mL/L时,沉降率为89.6 %;投加量为2 mL/L时,沉降率为89.4 %;1 ‰阴离子絮凝剂投加量为1 mL/L时,沉降率为90.4 %。对比阴离子絮凝剂和阳离子絮凝剂沉降效果可知,阴离子絮凝剂沉降效果更好。考虑到絮凝剂投加量增多会使出水变黏稠且药剂成本增加,推荐采用1 ‰ 阴离子絮凝剂,投加量1 mL/L。考虑工程应用现场稳定性,沉降时间为60 min。
3 工程應用
某矿山采用全泥氰化提金+高温高压无氰解吸电积工艺,生产过程中产生大量低浓度含氰废水。
工程采用CG101高效药剂进行脱氰处理,处理后废水中总氰化合物达到GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求,实现外排。
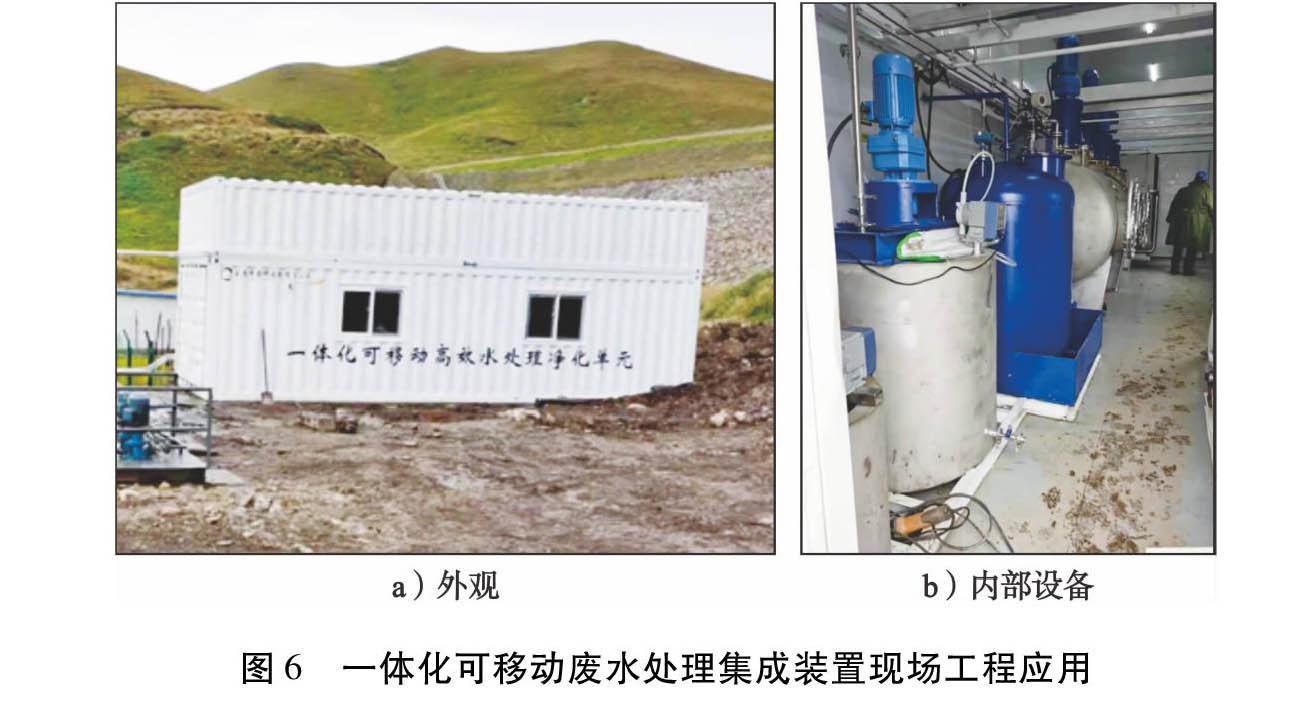
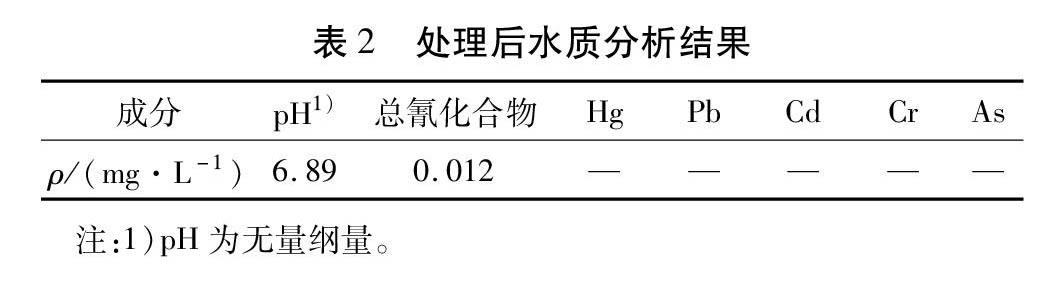
一体化可移动废水处理集成装置将药剂配制、卧式反应釜废水处理、工艺控制集成在集装箱中,处理规模为100 m3/d,CG101高效药剂投加量为0.3~0.35 kg/m3,投加浓硫酸控制反应pH值在6.5~7.5,搅拌反应20~30 min,1 ‰阴离子絮凝剂投加量为 0.001 kg/m3,沉降时间60 min。一体化可移动废水处理集成装置见图6,处理效果见表2。
由表2可知,处理后废水中总氰化合物质量浓度满足GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求,取得了较好的工程应用效果。
4 结 论
1)某矿山低浓度含氰废水采用CG101高效药剂脱氰法、过氧化氢氧化法、硫酸亚铁沉淀法处理时,在相同药剂投加量条件下,CG101高效药剂脱氰法处理效果更好,处理后废水中总氰化合物质量浓度满足GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求。
2)CG101高效药剂脱氰法的最佳参数为CG101高效药剂投加量0.3 g/L、反应pH值在6.5~7.5、反应时间20 min,1 ‰阴离子絮凝剂投加量1 mL/L,沉降时间60 min。
3)CG101高效药剂脱氰法处理某矿山低浓度含氰废水工程运行稳定,处理后废水中总氰化合物质量浓度满足GB 3838—2002 《地表水环境质量标准》Ⅱ类标准限值要求。
[参 考 文 献]
[1] 万志鹏.含氰废水处理研究进展[J].山东化工,2019,48(11):34-35.
[2] 黄仕源,周珉,王晓青,等.过氧化氢氧化法处理低浓度含氰废水的研究[J].环境工程,2013,31(增刊1):25-27,53.
[3] 郭雪婷,降向正,朱军章,等.某黄金企业氰化贫液深度处理技术研究[J].黄金,2019,40(11):64-67.
[4] 任小军,李彦锋,赵光辉,等.工业含氰废水处理研究进展[J].工业水处理,2009,29(8):1-5.
[5] 李德永,武丽丽.含氰废水的处理方法[J].山西化工,2005,25(2):18-20,73.
[6] 郭雪婷,刘强,倪燕群,等.某黄金矿山氰渣脱氰处理方法试验研究[J].黄金,2020,41(11):77-79.
[7] 李雪萍,钟宏,周立,等.含氰废水处理技术研究进展[J].化学工业与工程技术,2012,33(2):17-23.
[8] 刘强,张宇.高效破氰药剂应用试验研究[J].黄金,2019,40(1):76-82.
Experimental research and industrial application
of low-concentration cyanide-containing wastewater treatment in a mine
Guo Xueting,Liu Xiaohong,Liu Qiang,Zhang Yu,Ding Cheng
(Changchun Gold Research Institute Co.,Ltd.)
Abstract:The low-concentration cyanide-containing wastewater in a mine is deprived of cyanide with 3 methods:CG101 efficient reagent cyanide removal method,hydrogen peroxide oxidation method,ferrous sulfate precipitation method.With the same reagent dosage,CG101 efficient reagent cyanide removal method performs the best.The test conditions are optimized and the industrial application is finally realized.The results of engineering application show that CG101 efficient reagent cyanide removal method runs stably,and the mass concentration of total cyanide compound after treatment meets Grade Ⅱ standard limit value according to GB 3838—2002 Environmental Quality Standards for Surface Water.
Keywords:cyanide-containing wastewater;CG101 efficient reagent;total cyanide compound;cyanide removal;flocculant
