环氧树脂螺纹锁固剂在飞机铝合金螺纹连接中的应用
2021-01-07马良冬,唐斌,鲍益东,郭强,毕宸洋
马良冬,唐斌,鲍益东,郭强,毕宸洋
摘 要:针对飞机液压系统铝合金螺纹连接结构微动磨损产生渗漏的问题,设计了一种环氧树脂螺纹锁固剂。以粘接性能和耐油性能为判据依次确定了螺纹锁固剂的基体树脂、固化剂、粉末填料,得到了满足实际需要的锁固剂配方,结果表明:所研制的ED-V10Z20配方性能最优,常温固化24 h即可使用,拉伸剪切强度为1.53 MPa,浸泡于15号航空液压油质量无明显变化。并以M42螺栓为例,计算了施涂时所需锁固剂的用量,施涂后以78.4 N·m拧紧力矩装配,松开力矩为298.7 N·m,大于技术指标,满足使用要求。
关键词:环氧树脂;螺纹锁固剂;配方设计;铝合金螺纹;液压系统
中图分类号:TQ430.7+74 文献标识码:A 文章编号:1001-5922(2021)12-0001-06
Application of Epoxy Resin Screw Locking Agent in Aircraft Aluminum Alloy Screw Joint
Ma Liangdong1, Tang Bin2, Bao Yidong1, Guo Qiang3, Bi Chenyang3
(1.College of Mechanical & Electrical Engineering, NUAA, Nanjing 210016, China; 2. 2.Wuhu State-owned Factory of Machining, Wuhu 241000, China;3.Shanghai University, Shanghai 200444, China)
Abstract:To solve the leakage problem caused by fretting wear of aluminum alloy screw joint structure in aircraft hydraulic system, an epoxy resin screw locking agent is designed. With the bonding performance and oil resistance as the criterion, the matrix resin, curing agent and powder filler of the screw locking agent are determined in turn, and the locking agent formula that met the actual needs is obtained. The results show that the developed ED-V10Z20 formula has the best performance, which can be used after curing for 24 h at room temperature. The tensile shear strength is 1.53 MPa, and there is no obvious change when it is soaked in the quality of No. 15 aviation hydraulic oil. The M42 bolt is taken as an example to calculate the amount of locking agent required during coating. After coating, the tightening torque of assembly is 78.4 N·m, and the loosening torque is 298.7 N·m, which is greater than the technical index and meets the requirements
Key words:Epoxy resin; Screw locking; Formula design; Aluminum alloy screw; Hydraulic system
0 引言
液壓系统中铝合金螺纹连接是一种重要的连接方式,连接部位多采用硫酸阳极化的方法以提高零件表面性能,该表面处理工艺防腐效果较好,但抗磨损性能较差[1-2]。在机上振动环境下,易产生螺纹磨损松脱,导致液压系统漏油,影响飞行安全。因此研究铝合金螺纹连接防损伤松脱的工艺方法十分必要。
铝合金螺纹连接结构产生微动磨损的主要原因:一是螺纹连接存在一定的轴向间隙,给螺纹在外力作用下的窜动提供了空间,工作中不断接触咬合,螺纹拧合部位易出现磨损损伤;二是机上振动无法避免,飞机的振动尤其是发动机附近的高频振动会恶化螺纹拧合面间的工作状况,加剧微动磨损的产生[3-4]。
为提高铝合金螺纹连接部位抗磨能力,提升产品服役可靠性,采用螺纹锁固剂方案,通过锁固剂胶液填充螺纹间隙,利用胶液紧固作用消除螺纹拧合间隙,消除振动带来螺纹拧合部位损伤的影响。
螺纹锁固剂是一类加强金属螺纹锁紧用高分子粘合剂,用于将螺栓螺母粘接成一整体,可以长期保持螺纹紧固效果[5]。目前市场上常见的螺纹锁固剂主要是厌氧胶螺纹锁固剂、硅橡胶螺纹锁固剂、环氧树脂螺纹锁固剂等。
螺纹锁固剂的体系设计总是以粘接强度作为第一判据,而粘接强度主要取决于锁固剂树脂基体的化学结构。施涂厌氧胶装配的螺栓螺纹间隙一般为无氧环境,固化速度非常迅速,导致实际操作过程预留的可调整时间不充分;硅橡胶螺纹锁固剂一般需与其他类型锁固剂同时使用,在相同装配力矩下,施涂硅橡胶螺纹锁固剂后将导致预紧力明显下降,螺栓拧紧程度相对更低;环氧树脂中含有环氧基、羟基、醚键等活性基团,与金属基材的结合力较高,固化前具有较好的流动性,便于均匀施涂,且作为热固性树脂,固化后有较高的粘接强度[6-10]。
后续根据所提出的螺纹防损伤松脱研究技术路径,结合铝合金螺纹的装配状态、使用环境及产品修理维护需求,开展抗微动磨损胶接涂层材料的研究及配方设计,进行材料成分的优化设计并完成最终固化。
1 螺纹锁固剂配方设计
1.1 设计指标
某型飞机低压油滤存在2D70铝合金螺纹连接结构,规格为 M42×1.5。参照Q/1S 353—2005标准,拧紧力矩为78.4 N·m,对螺纹区域施涂环氧树脂锁固剂,结合机上防震要求,固化后松开力矩不低于150 N·m。
紧固螺纹的粘接剂应操作方便,装配过程中不易脱落污染,装配后能充盈在螺纹联接特定区域的间隙内。并具有良好的耐液压油溶胀性能,其成分不会溶解到液压油中。
1.2 设计思路
筛选确定合适的螺纹锁固剂基体树脂、固化剂和粉末填料,计算胶液用量并进行验证,明确固化时间,设计最优配方满足粘接性能和耐油性能要求。
1.3 螺纹锁固剂基体树脂与固化剂的筛选
1.3.1 螺纹锁固剂基体树脂筛选
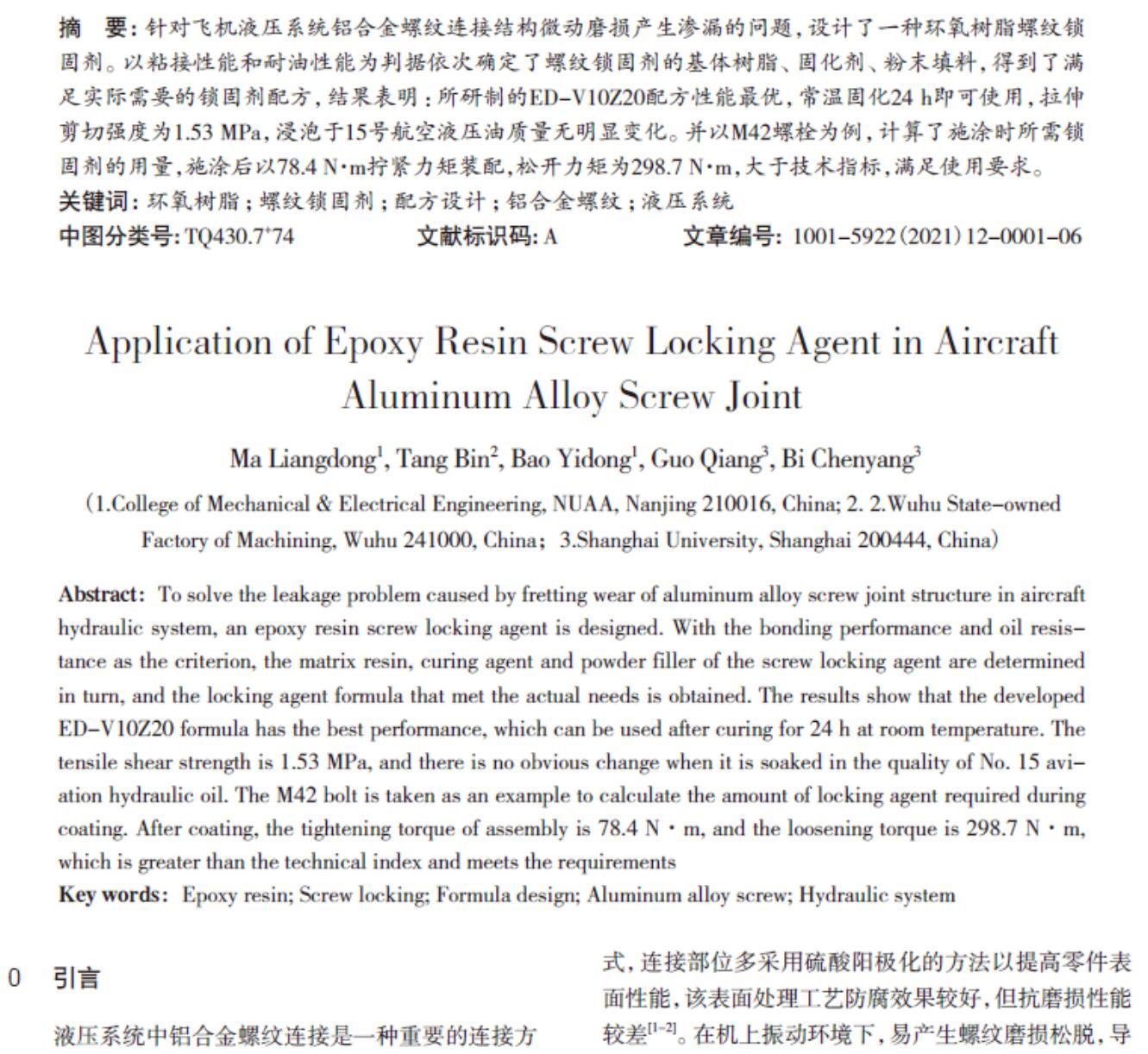
在飞机液压系统检修过程中较难对螺纹进行加热使螺纹锁固剂固化,因此,所有体系均采用室温25℃作为固化温度。螺纹锁固剂基体树脂类型从环氧树脂、压敏胶、硅橡胶、氯丁胶、厌氧胶和热熔胶等6种树脂体系中筛选,筛选依据是粘接性能、耐油性能。其中重点试验对象为环氧树脂基螺纹锁固剂,螺纹锁固剂配方设计如表1所示。
各螺纹锁固剂体系拉伸剪切强度结果如图1所示,拉伸剪切强度测试按照国家标准GB/T 7124—2008进行测试。
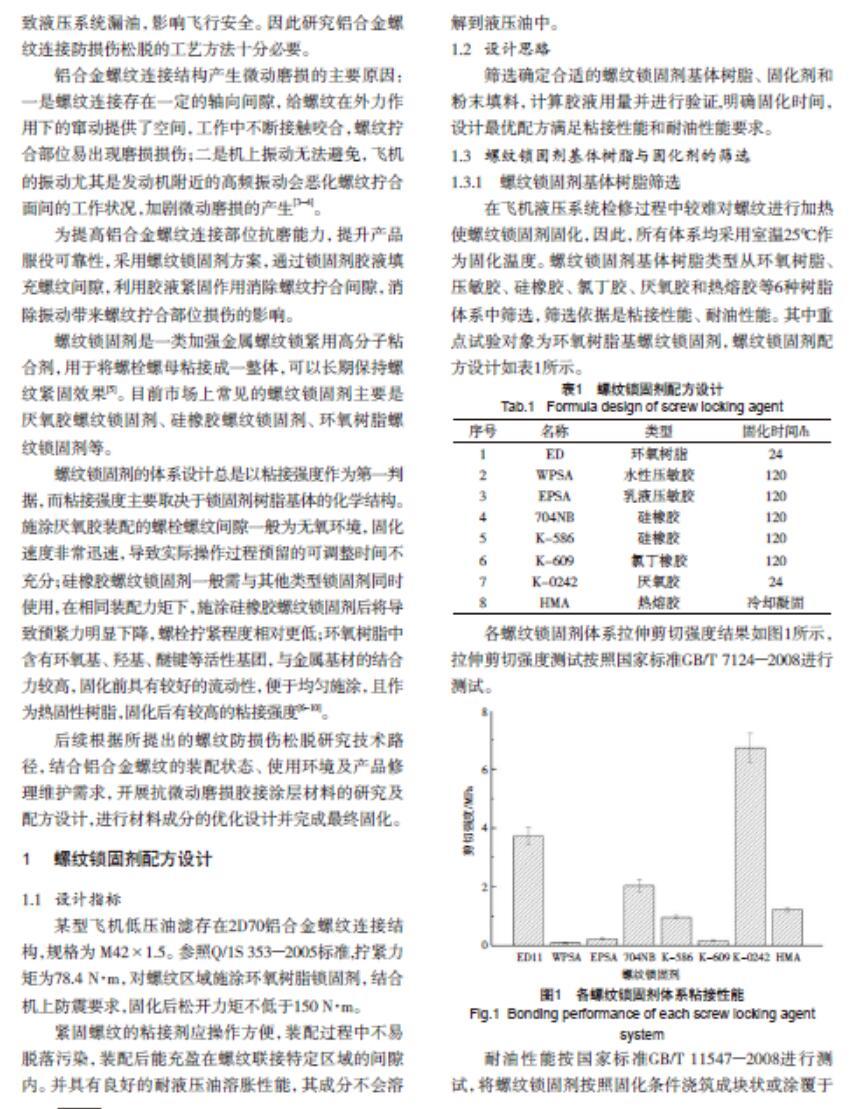
耐油性能按国家标准GB/T 11547—2008进行测试,将螺纹锁固剂按照固化条件浇筑成塊状或涂覆于钢板上制成薄层,浸没于25℃的15号航空液压油中,每隔24 、48、72和96 h取出试样清理干净后称重。各螺纹锁固剂质量变化率如图2所示。
分析粘接性能和耐油性能试验结果,环氧树脂拉伸剪切强度适中,耐油性能优良,仅环氧树脂同时满足粘接性能与耐油性能要求,故选择环氧树脂体系作为螺纹锁固剂基体树脂使用。
1.3.2 环氧树脂体系固化剂筛选
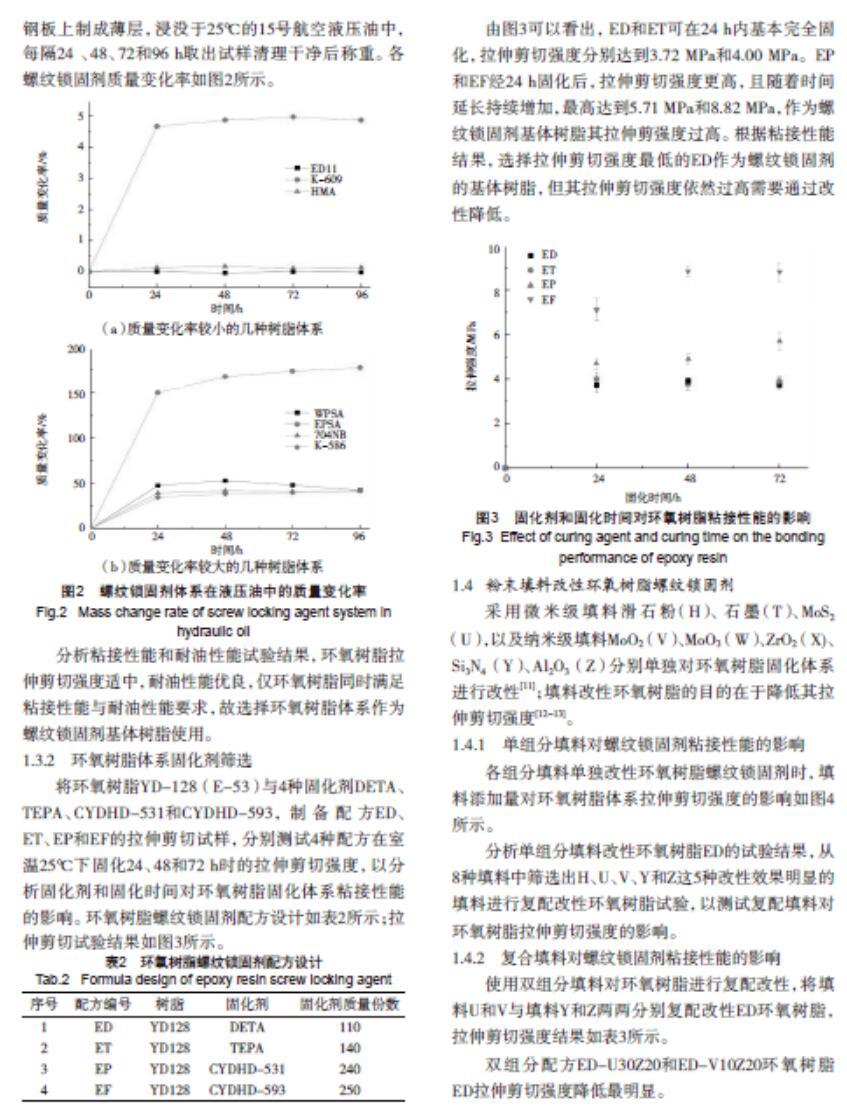
将环氧树脂YD-128(E-53)与4种固化剂DETA、TEPA、CYDHD-531和CYDHD-593,制备配方ED、ET、EP和EF的拉伸剪切试样,分别测试4种配方在室温25℃下固化24、48和72 h时的拉伸剪切强度,以分析固化剂和固化时间对环氧树脂固化体系粘接性能的影响。环氧树脂螺纹锁固剂配方设计如表2所示;拉伸剪切试验结果如图3所示。
由图3可以看出,ED和ET可在24 h内基本完全固化,拉伸剪切强度分别达到3.72 MPa和4.00 MPa。EP和EF经24 h固化后,拉伸剪切强度更高,且随着时间延长持续增加,最高达到5.71 MPa和8.82 MPa,作为螺纹锁固剂基体树脂其拉伸剪强度过高。根据粘接性能结果,选择拉伸剪切强度最低的ED作为螺纹锁固剂的基体树脂,但其拉伸剪切强度依然过高需要通过改性降低。
1.4 粉末填料改性环氧树脂螺纹锁固剂
采用微米级填料滑石粉(H)、石墨(T)、MoS2(U),以及纳米级填料MoO2(V)、MoO3(W)、ZrO2(X)、Si3N4(Y)、Al2O3(Z)分别单独对环氧树脂固化体系进行改性[11];填料改性环氧树脂的目的在于降低其拉伸剪切强度[12-13]。
1.4.1 单组分填料对螺纹锁固剂粘接性能的影响
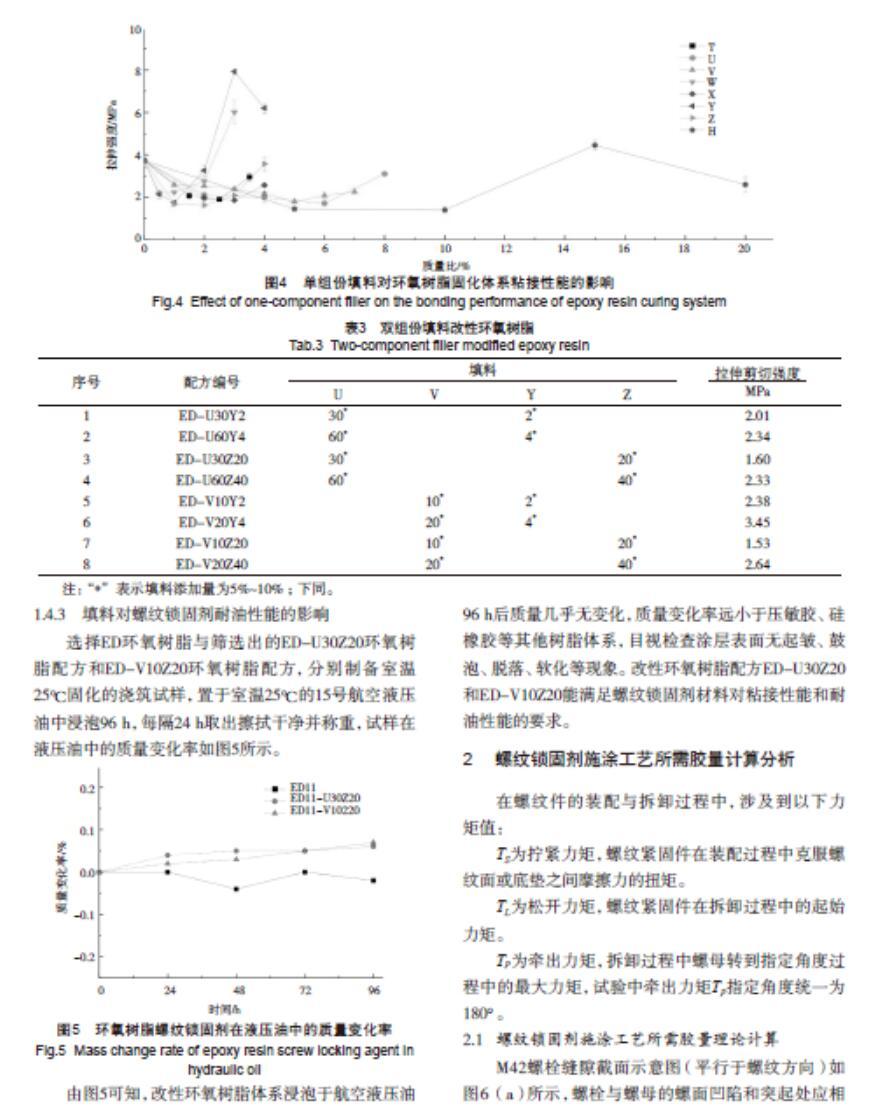
各组分填料单独改性环氧树脂螺纹锁固剂时,填料添加量对环氧树脂体系拉伸剪切强度的影响如图4所示。
分析单组分填料改性环氧树脂ED的试验结果,从8种填料中筛选出H、U、V、Y和Z这5种改性效果明显的填料进行复配改性环氧树脂试验,以测试复配填料对环氧树脂拉伸剪切强度的影响。
1.4.2 复合填料对螺纹锁固剂粘接性能的影响
使用双组分填料对环氧树脂进行复配改性,将填料U和V与填料Y和Z两两分别复配改性ED环氧树脂,拉伸剪切强度结果如表3所示。
双组分配方ED-U30Z20和ED-V10Z20环氧树脂ED拉伸剪切强度降低最明显。
1.4.3 填料对螺纹锁固剂耐油性能的影响
选择ED环氧树脂与筛选出的ED-U30Z20环氧树脂配方和ED-V10Z20环氧树脂配方,分别制备室温25℃固化的浇筑试样,置于室温25℃的15号航空液压油中浸泡96 h,每隔24 h取出擦拭干净并称重,试样在液压油中的质量变化率如图5所示。
由图5可知,改性环氧树脂体系浸泡于航空液压油96 h后质量几乎无变化,质量变化率远小于压敏胶、硅橡胶等其他树脂体系,目视检查涂层表面无起皱、鼓泡、脱落、软化等现象。改性环氧树脂配方ED-U30Z20和ED-V10Z20能满足螺纹锁固剂材料对粘接性能和耐油性能的要求。
2 螺纹锁固剂施涂工艺所需胶量计算分析
在螺纹件的装配与拆卸过程中,涉及到以下力矩值:
TS为拧紧力矩,螺纹紧固件在装配过程中克服螺纹面或底垫之间摩擦力的扭矩。
TL为松开力矩,螺纹紧固件在拆卸过程中的起始力矩。
TP为牵出力矩,拆卸过程中螺母转到指定角度过程中的最大力矩,试验中牵出力矩TP指定角度统一为180°。
2.1 螺纹锁固剂施涂工艺所需胶量理论计算
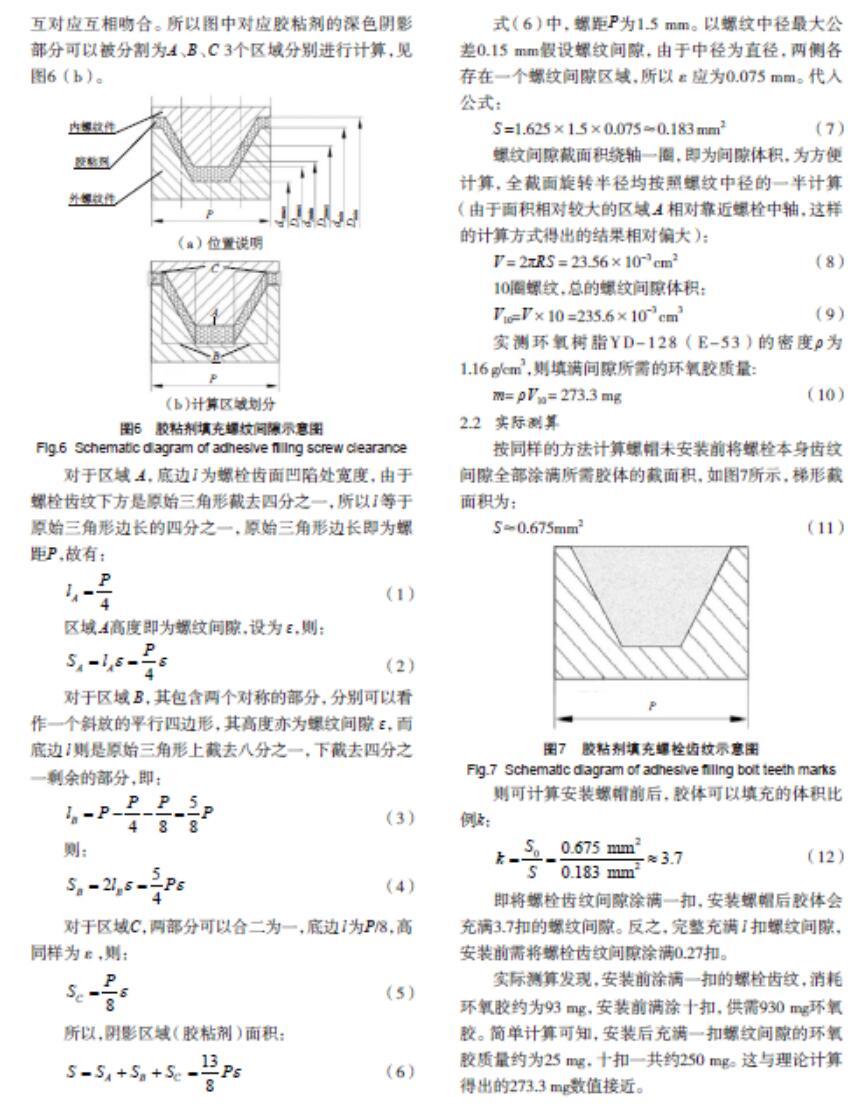
M42螺栓缝隙截面示意图(平行于螺纹方向)如图6(a)所示,螺栓与螺母的螺面凹陷和突起处应相互对应互相吻合。所以图中对应胶粘剂的深色阴影部分可以被分割为A、B、C 3个区域分别进行计算,见图6(b)。
对于区域 A,底边 l 为螺栓齿面凹陷处宽度,由于螺栓齿纹下方是原始三角形截去四分之一,所以 l 等于原始三角形边长的四分之一,原始三角形边长即为螺距P,故有:
区域 A高度即为螺纹间隙,设为 ε,则:
对于区域 B,其包含两个对称的部分,分别可以看作一个斜放的平行四边形,其高度亦为螺纹间隙 ε,而底边 l 则是原始三角形上截去八分之一,下截去四分之一剩余的部分,即:
则:
对于区域C,两部分可以合二为一,底边 l 为P/8,高同样为ε,则:
所以,阴影区域(胶粘剂)面积:
式(6)中,螺距P为1.5 mm。以螺纹中径最大公差0.15 mm假设螺纹间隙,由于中径为直径,两侧各存在一个螺纹间隙区域,所以ε应为0.075 mm。代入公式:
S =1.625×1.5×0.075≈0.183 mm2
螺纹间隙截面积绕轴一圈,即为间隙体积,为方便计算,全截面旋转半径均按照螺纹中径的一半计算(由于面积相对较大的区域 A 相对靠近螺栓中轴,这样的计算方式得出的结果相对偏大):
V = 2πRS = 23.56×10-3 cm2
10圈螺纹,总的螺纹间隙体积:
V10=V×10 =235.6×10-3 cm3
实测环氧树脂YD-128(E-53)的密度ρ为1.16 g/cm3,则填满间隙所需的环氧胶质量:
m= ρV10 = 273.3 mg
2.2 实际测算
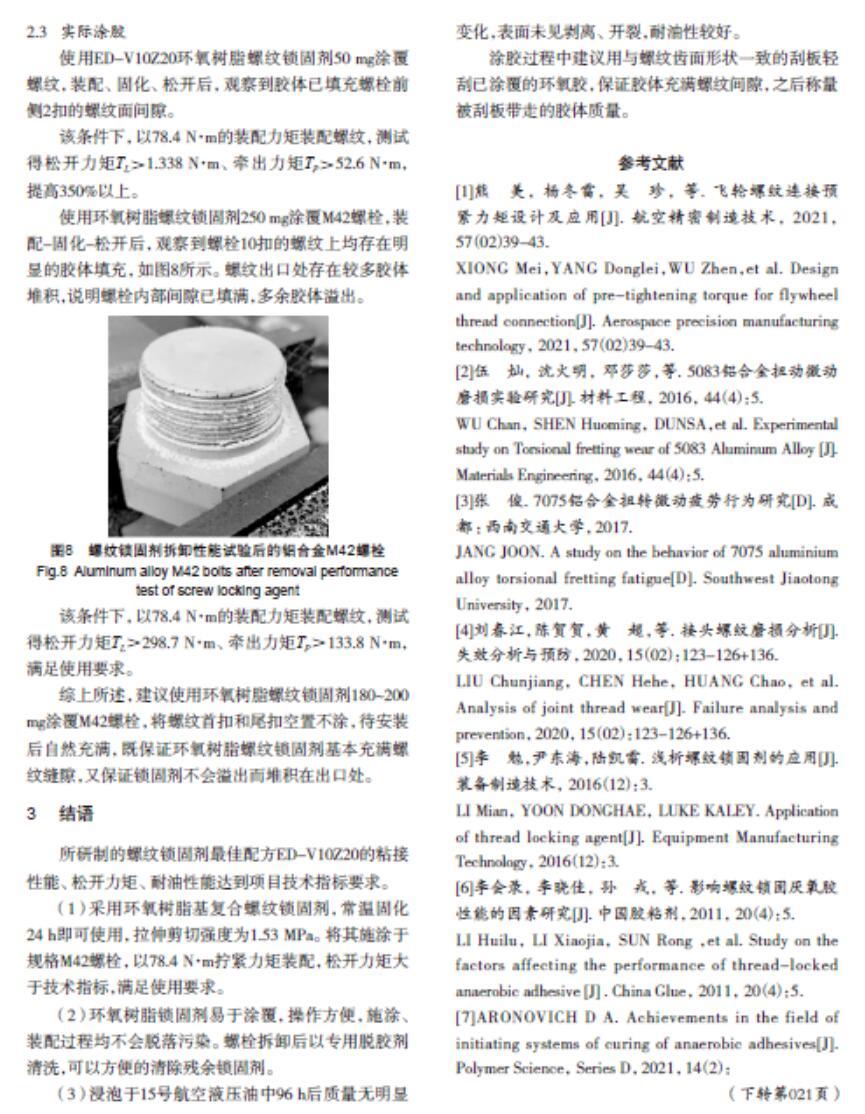
按同样的方法计算螺帽未安装前将螺栓本身齿纹间隙全部涂满所需胶体的截面积,如图7所示,梯形截面积为:
S≈0.675mm2
则可计算安装螺帽前后,胶体可以填充的体积比例k:
即将螺栓齿纹间隙涂满一扣,安装螺帽后膠体会充满3.7扣的螺纹间隙。反之,完整充满 l 扣螺纹间隙,安装前需将螺栓齿纹间隙涂满0.27扣。
实际测算发现,安装前涂满一扣的螺栓齿纹,消耗环氧胶约为93 mg,安装前满涂十扣,供需930 mg环氧胶。简单计算可知,安装后充满一扣螺纹间隙的环氧胶质量约为25 mg,十扣一共约250 mg。这与理论计算得出的273.3 mg数值接近。
2.3 实际涂胶
使用ED-V10Z20环氧树脂螺纹锁固剂50 mg涂覆螺纹,装配、固化、松开后,观察到胶体已填充螺栓前侧2扣的螺纹面间隙。
该条件下,以78.4 N·m的装配力矩装配螺纹,测试得松开力矩TL>1.338 N·m、牵出力矩TP>52.6 N·m, 提高350%以上。
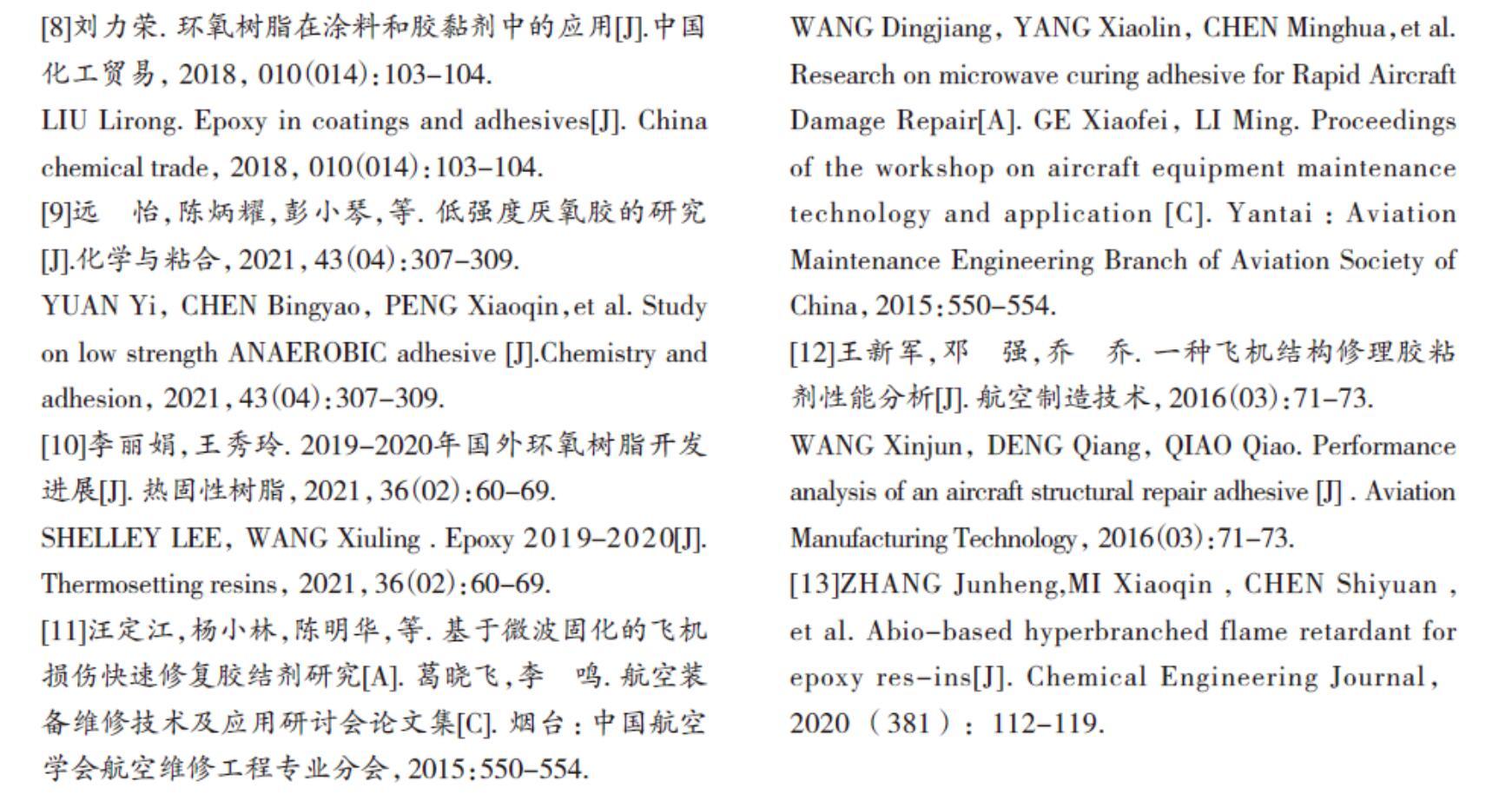
使用环氧树脂螺纹锁固剂250 mg涂覆M42螺栓,装配-固化-松开后,观察到螺栓10扣的螺纹上均存在明显的胶体填充,如图8所示。螺纹出口处存在较多胶体堆积,说明螺栓内部间隙已填满,多余胶体溢出。
该条件下,以78.4 N·m的装配力矩装配螺纹,测试得松开力矩TL>298.7 N·m、牵出力矩TP>133.8 N·m,满足使用要求。
综上所述,建议使用环氧树脂螺纹锁固剂180~200 mg涂覆M42螺栓,将螺纹首扣和尾扣空置不涂,待安装后自然充满,既保证环氧树脂螺纹锁固剂基本充满螺纹缝隙,又保证锁固剂不会溢出而堆积在出口处。
3 结语
所研制的螺纹锁固剂最佳配方ED-V10Z20的粘接性能、松开力矩、耐油性能达到项目技术指标要求。
(1)采用环氧树脂基复合螺纹锁固剂,常温固化24 h即可使用,拉伸剪切强度为1.53 MPa。将其施涂于规格M42螺栓,以78.4 N·m拧紧力矩装配,松开力矩大于技术指标,满足使用要求。
(2)环氧树脂锁固剂易于涂覆,操作方便,施涂、装配过程均不会脱落污染。螺栓拆卸后以专用脱胶剂清洗,可以方便的清除残余锁固剂。
(3)浸泡于15号航空液压油中96 h后质量无明显变化,表面未见剥离、开裂,耐油性较好。
涂胶过程中建议用与螺纹齿面形状一致的刮板轻刮已涂覆的环氧胶,保证胶体充满螺纹间隙,之后称量被刮板带走的胶体质量。
参考文献
[1]熊 美, 杨冬雷, 吴 珍, 等. 飞轮螺纹连接预紧力矩设计及应用[J]. 航空精密制造技术, 2021,57(02)39-43.
XIONG Mei,YANG Donglei,WU Zhen,et al. Design and application of pre-tightening torque for flywheel thread connection[J]. Aerospace precision manufacturing technology, 2021,57(02)39-43.
[2]伍 灿, 沈火明, 邓莎莎,等. 5083铝合金扭动微动磨损实验研究[J]. 材料工程, 2016, 44(4):5.
WU Chan, SHEN Huoming, DUNSA,et al. Experimental study on Torsional fretting wear of 5083 Aluminum Alloy [J]. Materials Engineering, 2016, 44(4):5.
[3]张 俊. 7075铝合金扭转微动疲劳行为研究[D]. 成都:西南交通大学,2017.
JANG JOON. A study on the behavior of 7075 aluminium alloy torsional fretting fatigue[D]. Southwest Jiaotong University, 2017.
[4]刘春江,陈贺贺,黄 超,等. 接头螺纹磨损分析[J].失效分析与预防,2020,15(02):123-126+136.
LIU Chunjiang, CHEN Hehe, HUANG Chao, et al. Analysis of joint thread wear[J]. Failure analysis and prevention,2020,15(02):123-126+136.
[5]李 勉,尹東海,陆凯雷. 浅析螺纹锁固剂的应用[J]. 装备制造技术, 2016(12):3.
LI Mian, YOON DONGHAE, LUKE KALEY. Application of thread locking agent[J]. Equipment Manufacturing Technology, 2016(12):3.
[6]李会录, 李晓佳, 孙 戎, 等. 影响螺纹锁固厌氧胶性能的因素研究[J]. 中国胶粘剂,2011, 20(4):5.
LI Huilu, LI Xiaojia, SUN Rong ,et al. Study on the factors affecting the performance of thread-locked anaerobic adhesive [J] . China Glue, 2011, 20(4):5.
[7]ARONOVICH D A. Achievements in the field of initiating systems of curing of anaerobic adhesives[J]. Polymer Science, Series D,2021,14(2):
[8]刘力荣. 环氧树脂在涂料和胶黏剂中的应用[J].中国化工贸易, 2018, 010(014):103-104.
LIU Lirong. Epoxy in coatings and adhesives[J]. China chemical trade, 2018, 010(014):103-104.
[9]远 怡,陈炳耀,彭小琴,等. 低强度厌氧胶的研究[J].化学与粘合,2021,43(04):307-309.
YUAN Yi, CHEN Bingyao, PENG Xiaoqin,et al. Study on low strength ANAEROBIC adhesive [J].Chemistry and adhesion, 2021,43(04):307-309.
[10]李丽娟,王秀玲. 2019-2020年国外环氧树脂开发进展[J]. 热固性树脂,2021,36(02):60-69.
SHELLEY LEE, WANG Xiuling . Epoxy 2019-2020[J]. Thermosetting resins, 2021,36(02):60-69.
[11]汪定江,杨小林,陈明华,等. 基于微波固化的飞机损伤快速修复胶结剂研究[A]. 葛晓飞,李 鸣. 航空装备维修技术及应用研讨会论文集[C]. 烟台:中国航空学会航空维修工程专业分会,2015:550-554.
WANG Dingjiang, YANG Xiaolin, CHEN Minghua,et al. Research on microwave curing adhesive for Rapid Aircraft Damage Repair[A]. GE Xiaofei, LI Ming. Proceedings of the workshop on aircraft equipment maintenance technology and application [C]. Yantai:Aviation Maintenance Engineering Branch of Aviation Society of China,2015:550-554.
[12]王新军,邓 强,乔 乔. 一种飞机结构修理胶粘剂性能分析[J]. 航空制造技术,2016(03):71-73.
WANG Xinjun, DENG Qiang, QIAO Qiao. Performance analysis of an aircraft structural repair adhesive [J] . Aviation Manufacturing Technology, 2016(03):71-73.
[13]ZHANG Junheng,MI Xiaoqin , CHEN Shiyuan , et al. Abio-based hyperbranched flame retardant for epoxy res-ins[J]. Chemical Engineering Journal,2020 (381):112-119.
