基于PLC的平面口罩外耳带机控制系统设计
2021-01-05阮殿旭


摘 要:本文针对传统口罩生产效率低、质量不稳定等问题,采用了一种基于PLC的平面口罩机控制系统的设计方案。采用信捷PLC和触摸屏作为系统控制器和人机控制界面,可实时控制和显示各环节的工作状态,完成手动与自动模式之间的快速切换,同时采用伺服电机实现对口罩的精确移动和定位,利用耳带发热丝快速高效完成耳带的剪断。通过多次调试优化,实现对口罩生产速度的极大提升,同时可以极大地减少人员投入,降低生产成本。
关键词:口罩机;外耳带;PLC;人机界面
Abstract:Aiming at the problems of low production efficiency and unstable quality of traditional masks,this paper adopted a design scheme of planar mask machine control system based on PLC.Used Xinjie PLC and touch screen as the system controller and man-machine control interface,the working state of each link can be controlled and displayed in real time,and the rapid switching between manual and automatic modes can be completed.At the same time,the servo motor is used to realize the accurate movement and positioning of the mask,and the ear belt heating wire is used to complete the ear belt cutting quickly and efficiently.Through multiple debugging and optimization,the mask production speed is greatly improved,and the personnel input can be greatly reduced and the production cost can be reduced.
Keywords:mask machine;external ear band;PLC;human-machine interface
1 绪论
近年来,随着空气污染日益严重,越来越多的人受到影响。医用口罩用于保护鼻腔、口腔和呼吸道,防止传染性疾病,是常用的医疗卫生预防用品,口罩需求量激增[1]。2019年国内口罩产量超过50亿只。其中,可用于病毒防护的医用口罩占比高达54%,2020全年我国口罩产值突破60亿只[2]。
口罩生产企业急需一种高效、安全、控制简单的口罩生产控制系统,加速生产满足市场需求。生产口罩的控制系统可以由PLC来控制[3],因而研究PLC相当重要。本文主要从平面口罩机的控制系统功能设计方面进行研究,分析信捷可编程控制器的口罩机外耳带控制系统构成,确定控制方案,完成基于PLC控制的硬件设计与选型,软件开发与调试[4-5]。
2 平面口罩外耳带机控制结构
2.1 控制系统结构
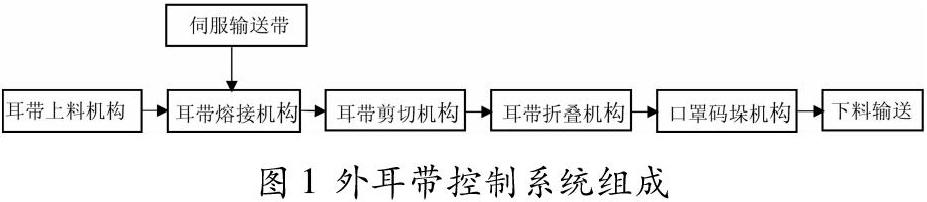
外耳带控制系统结构包括伺服输送带、耳带上料机构、耳带熔接机构、耳带剪切机构、耳带折叠机构、口罩码垛机构、成品下料输送带组成,如图1所示。
控制设计要求工艺参数要求如下表所示。
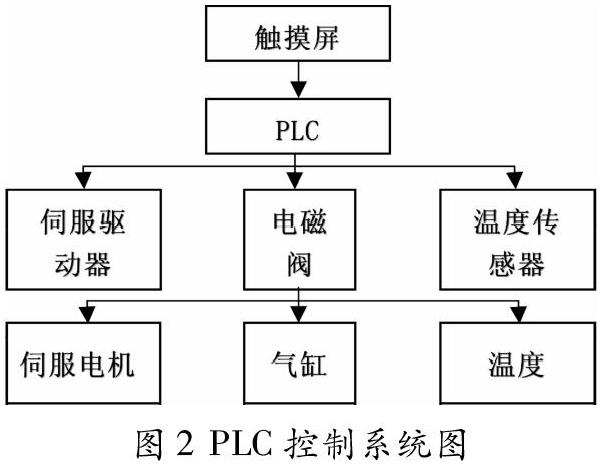
控制系统应选用基于PLC的全自动控制系统。PLC选择信捷XD3-60RT-E型号,满足IO点数和高速脉冲的输出需求;模拟量输入输出模块用于焊接温度监测和控制,选择XD-E16YT;伺服电机用于对口罩主体进行传送的驱动,负载较小,驱动器选择汇川ISMH1-75B30CB-U231Z,适配驱动器DS2-2OP7-AS;触摸屏采用信捷TH465-MT/UT。温度变送器选用上海荣华仪表厂生产的型号为RHSBWZ-230一体化温度变送器,探头长度为70,精度为0.1℃控制系统框图如图2所示。
2.2 控制系统控制电气设计
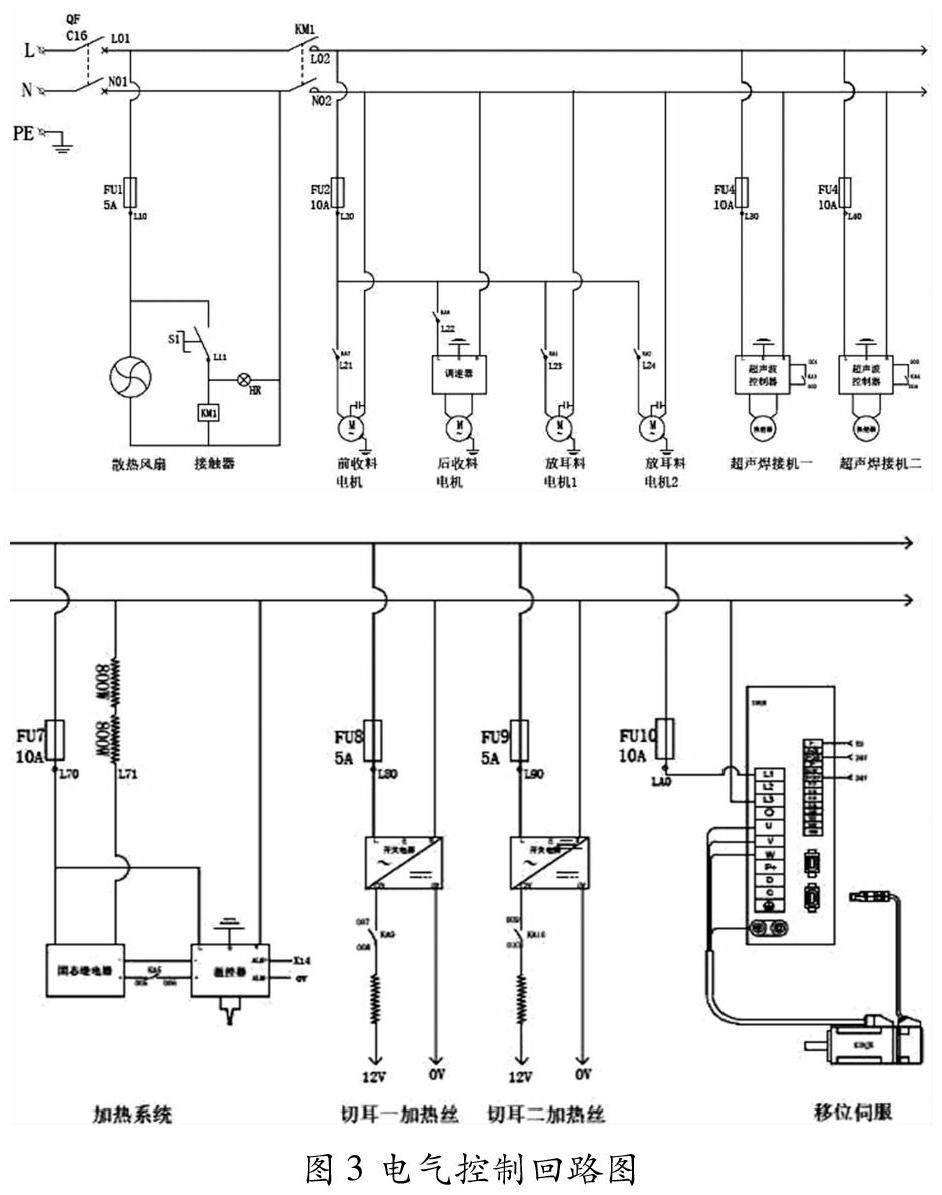
在生产过程中,熔接时间因熔接材料和周围环境而异,熔接时间按需要可调,在电气设计时增加了两个时间继电器,需要熔接时,继电器线圈得后传送带电机电,常开触点吸合,开始熔接,达到设定时间,时间继电器常开触点断开,熔接结束。
在生产过程中还需要将一定数量的成品口罩叠成一摞。在电气设计中,使用一个计数器,记录一摞中口罩的数量。当口罩的数量达到设定值时,给PLC发信号,PLC控制后传送带旋转一定角度,将口罩移开。计数器清零,重新计数。同时增加一个总计数器,记录生产口罩的总数量。主要电气线路如图3所示。
3 平面口罩外耳带机控制程序设计
3.1 外耳带机整体控制流程
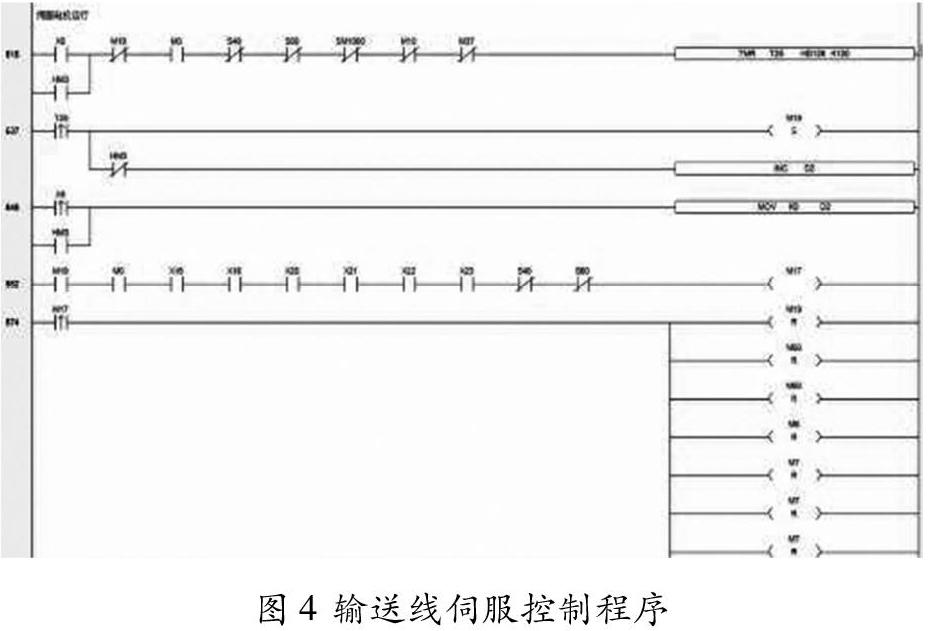
外耳带机控制流程:口罩主体从上一道分片工序输送到入料处,跟随伺服输送线前进;经过耳带熔接机构,将耳带熔接在口罩主体上;经过耳带折叠机构,将耳带向内折叠;完成的口罩进入码垛机构,然后每码垛10个,放到下料输送带,再由人工取走。控制程序如图4所示。
3.2 耳带熔接程序设计
耳帶熔接机构工作流程:输送线将口罩主体输送到口罩停止位;耳带处理机构,将耳带放置在口罩两端;压紧机构下压;超声波熔接机工作,将耳带熔接在口罩上。控制程序如图5所示。
3.3 耳带折叠程序设计
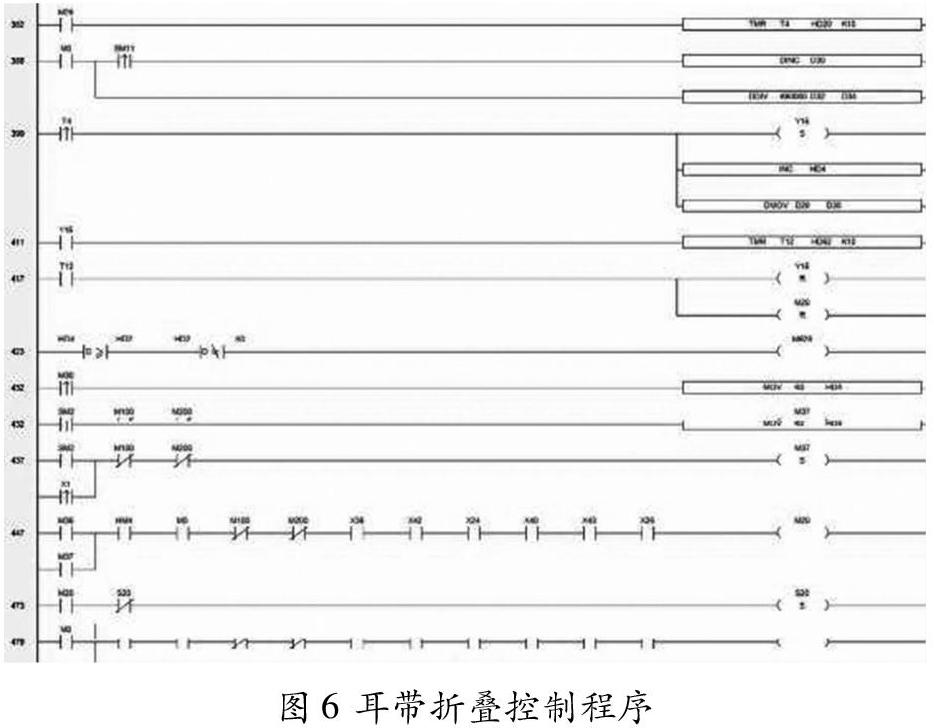
口罩载具输送口罩,经过耳带导流板时,将耳带折起90°(口罩下压轮的作用是防止在导流时,口罩被带起来);到达位置后,下压气缸往下,压住口罩,然后耳带翻折气缸把耳带向前推到口罩上,退回;熔接导柱下压,压住耳带和口罩主体的接触点,然后加热。控制程序如图6所示。
3.4 耳带码垛计数程序设计
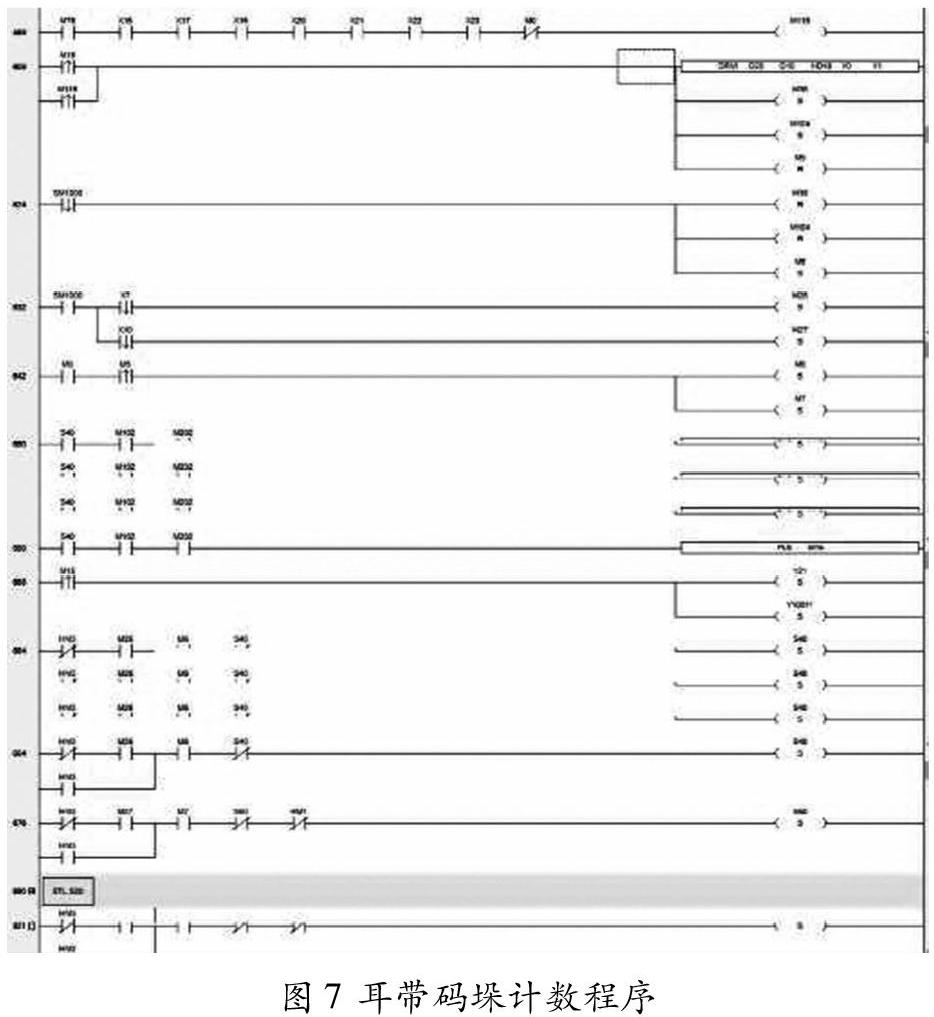
载具输送口罩到皮带线上,输送皮带线将口罩带到落料处;上方传感器有计数功能,每累计10个,下压气缸往下,将10个口罩压到下料输送带上,最后由人工将口罩取走。控制程序如图7所示。
4 平面口罩外耳带机人机界面设计
本监控系统的监控界面完成对耳带机的数据记录、逻辑画面、参数设置、报警记录等一列显示功能。
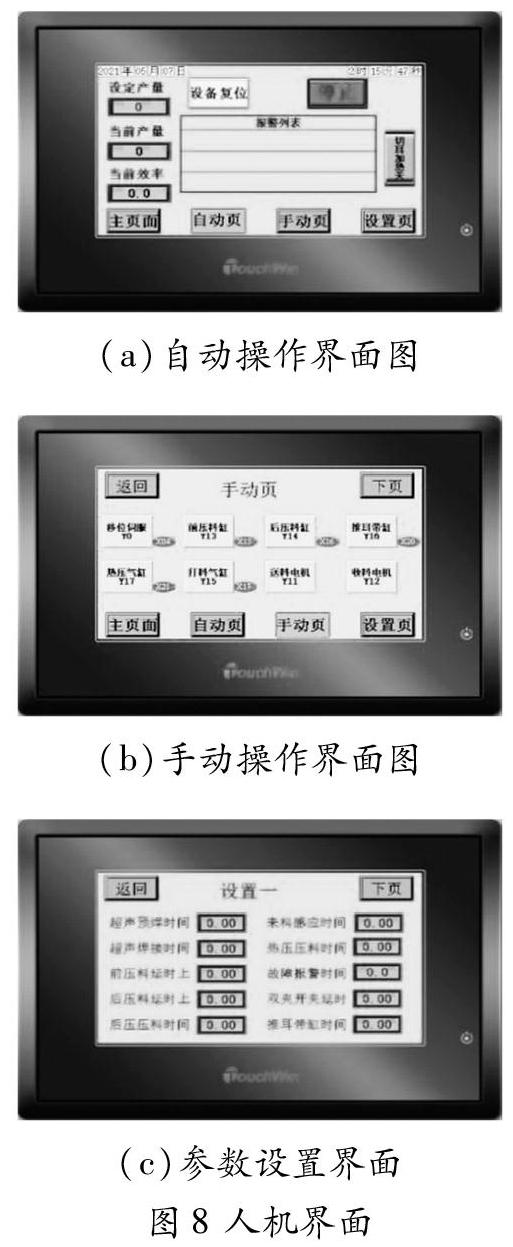
自动操作界面主要用来完成当前任务预期产量设定,当前完成产量、效率的显示,当遇到设备常规故障时进行复位操作,遇到紧急故障时紧急停止操作,以及设备故障信息的记录与显示,如图8(a)所示。手动操作设置界面可以完成所有气缸和电机的单独控制,如图8(b)所示。参数设置页面可以设置耳带机控制系统所有相关参数,包括超声预焊时间、来料感应时间、超声焊接时间、热压压料时间等,以及伺服电机相关参数,如图8(c)所示。
5 总结
本文进行了控制系统和程序设计,完成了输送线、耳带焊接、耳带折叠、口罩码垛计数的程序编写,并根据具体功能要求,实现了基于触摸屏的人机界面开发。完成平面口罩外耳带机的控制系统调试与优化,完成了输送线的伺服控制单元的调试和参数优化,以及气动回路的优化,通过调试优化有效提高了系统稳定性和可靠性,保证了口罩生產质量。
参考文献:
[1]郭兰芳,吴丽红,曾凤,熊高强.基于PLC的平面口罩生产线控制系统设计[J].工业仪表与自动化装置,2021(04):64-66+71.
[2]智研咨询集团.2020-2026年中国医用口罩行业市场运行态势及未来发展前景报告.中国产业信息网,2020.
[3]许冠.一种新型平面口罩全自动化生产线的设计与实现[J].机电工程技术,2021,50(08):66-69.
[4]赖厚安.全自动折叠型口罩机关键部件的分析与设计[J].包装与食品机械,2021,39(01):72-74.
[5]王丽莉,宋彬.全自动平面口罩机控制系统的设计[J].装备制造技术,2020(11):128-131.
基金项目:沙洲职业工学院青年教师科研基金项目(SGJJ2021A02)
作者简介:阮殿旭(1983— ),男,汉族,江苏兴化人,博士,讲师,教研室主任,研究方向:工业自动化及智能控制。
