探索通用式刮刀在重卷拉矫机组的应用
2021-01-05甘长元黄福德刘剑国
甘长元,肖 胜,黄福德,刘剑国
(柳州钢铁集团有限公司冷轧板带厂,广西 柳州 545000)
柳州钢铁集团有限公司冷轧板带厂重卷拉矫机组的张力辊及转向辊辊面异物压入,造成的人工清理时间及质量问题,严重的制约了重卷拉矫机组正常的生产产能释放,且影响冷轧厂成本控制及效益。为降低张力辊及转向辊辊面异物对冷轧板带厂品牌造成影响,在张力辊及转向辊处安装通用式刮刀进行清理异物,降低清理作业频次,减少职工的劳动强度,提高生产效率,具有非常重要意义。
1 辊面异物来源及其现状分析
重卷拉矫机组辊面异物来源主要有两种:第一种为金属类型(图1),主要是焊渣、铁屑、边丝。焊渣:常见于在张力辊辊面来源于钢卷头尾焊接的焊缝,焊缝通过弯曲、冷却等原因,焊渣自动剥落,当带钢焊缝运行到张力辊处,焊渣嵌入张力辊上;铁屑:常见于在张力辊辊面来自钢卷来料的粘接、烂边、分层在经过张力辊时脱落从而附着在张力辊上;边丝:常见于在转向辊辊面主要是钢卷在圆盘剪进行切边时,边部出现烂边、夹杂异物、边丝切不断等情况时,边丝跟随带钢嵌入到出口转向辊辊面上。第二种胶泥混合物(图2),张力辊及转向辊辊面均有出现主要是钢卷表面较脏含铁碳粉多、湿平整残留平整液多,导致脏物沾附在辊面上,钢卷开平后和张力辊即转向辊高速转动摩擦产生胶泥混合物。通过统计,从表1辊面异物分类数据表中的数据统计发现日常清理出辊面异物发现正常情况下,第一种金属类占主要,胶泥混合物次要。

图1 异物压入类型一

图2 异物压入类型二

表1 辊面异物分类数据表
从以上数据可知:金属类辊面异物占比93%,胶泥混合物辊面异物占比7%。辊面金属类异物为主要的辊面异物来源,如果清理辊面的金属类异物基本能保证辊面的干净。
2 通用式刮刀的原理及方案措施
2.1 通用式刮刀清理的原理结构
通用式刮刀(图3)是通过手轮调整线压器刀片与辊子的接触压力0~300g/cm,使通用式刮刀刀片以18°~25°的最佳接触角度线性紧贴在辊面上,随着重卷拉矫机组张力辊和转向辊的转动,辊面上的异物在辊子转动的过程中被通用式刮刀刀片多次铲刮异物,异物松动后从刮刀刀片上掉落到收集槽,从而使辊面干净无异物。出口转向辊,由于钢卷使用静电涂油机进行上下表面涂油,通用式刮刀在工作中,除了清理辊面异物还能对辊面油污进行清理,把收集槽内收集的防锈油回收过滤进行二次使用。通用式刮刀在开闭气缸时进行刮刀刀片的更新十分简便。通用式刮刀使用的环境温度在80℃以下,辊面温度要求在185℃以下,完全满足重卷拉矫机组的现场使用要求。
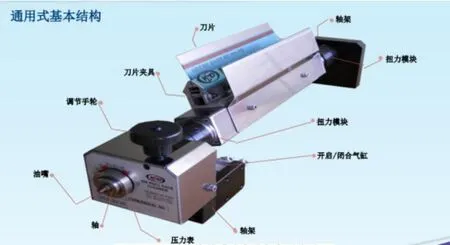
图3 通用式刮刀
2.2 辊面清理的措施
辊面清理治理方案:通过对重卷拉矫机机组张力辊及转向辊辊面异物清理的措施探讨结合现场清理的频率,对易产生辊面异物的入口张力辊、出口张力辊、出口转向辊的辊面进行安装通用式刮刀,具体为6条重卷拉矫机组入口张力辊段的3#张力辊、4#张力辊,出口张力辊段的7#张力辊及出口转向辊安装通用式刮刀。
具体的方案为:
(1)对张力辊安装通用式刮刀,根据图纸在张力辊运动的反方向的张力辊支架上定好精整的位置并割好安装孔(图4),割好安装孔后,在支架外焊接好加强框架面板,保证张力辊支架的强度,安装位置定好后,焊接通用式刮刀支架。操作侧、传动侧使用水平尺定位后各焊接一块支架连接块,支架用螺栓固定在连接块上,先点焊牢固待最后决定位置后再满焊,夹持器安装及刀片安装,气动管路安装完成再进行回装张力辊,使用水平仪和角度规测量刮刀刀刃与张力辊线接触,使用调节手轮调节线压力控制住10~300g/cm,并且刃口与张力辊为平行而非刀身整体贴合,刀片与张力辊的夹角在18°~25°之间,接入控制气源控制系统后多次开闭刮刀观察刃口与辊面的各项参数均符合要求即完成通用式刮刀在张力辊安装工作(图5)。
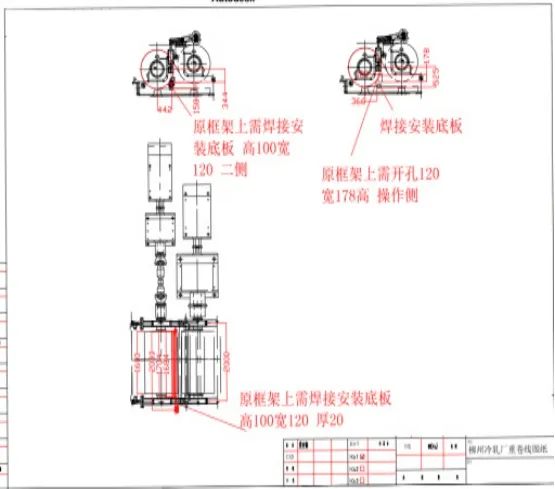
图4 张力辊通用式刮刀安装图

图5 张力辊通用式刮刀安装后
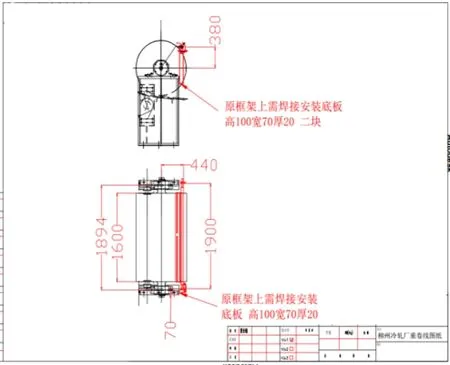
图6 转向辊通用式刮刀安装图
(2)对转向辊安装通用式刮刀,在转向辊出口方向根据设计要求焊接清辊器支架(图6)。操作侧、传动侧使用水平尺定位后各焊接一块支架连接块,支架用螺栓固定在连接块上,先点焊待最后决定位置后再满焊,夹持器安装及刀片安装,使用水平仪和角度规测量刮刀刀刃与转向辊线接触,线压力控制住10~300g/cm,并且刃口与转向辊平行,刀片与转向辊的夹角在18°~25°之间,在扭力模块下方安装辊面防锈油收集槽及回流装置,接入控制气源控制系统后多次开闭刮刀观察刃口与辊面的各项参数均符合要求即完成通用式刮刀在出口转向辊的安装工作(图7)。

图7 转向辊通用式刮刀安装后
3 辊面清理攻关效果
柳州钢铁集团有限公司冷轧板带厂重卷拉矫机组辊面清理攻关2018年11月14日刮刀首次在6#重卷拉矫机组上线,2019年5月份安装完成6条重卷拉矫机组线上容易产生异物的辊子,经过10个月的项目攻关推动,通用式刮刀在重卷拉矫机组线各个重要胶辊上线使用,对生产产品质量的保证起到很好的效果。
(1)非常有效清除张力辊及转向辊辊面上的异物、泥垢等,降低停机处理工艺通道异物时间。经过生产系统后台统计数据显示,重卷拉矫机组清洁辊面异物所消耗停机时间呈现出明显的下降趋势,下面以上线投入使机组线。

表2 2月至10月每月停机清理辊面所用的时间
整月的停机清理辊面的时间能够稳定控制在一百分钟左右,排除张力辊及转向辊自身因素,通用式刮刀的使用效果是非常明显的。
(2)出口转向辊的通用式刮刀,对辊面异物压入的问题能够从根本上解决守好产品质量的最后一道关口,6条重卷拉矫机组的所有出口转向辊均已上线通用式刮刀,且全部正常投入使用,使用效果较好,有效的控制重卷拉矫机组出口段钢卷板面批量的质量事故发生,积极有效的预防出口产品质量。
(3)通用式刮刀对胶辊辊面有一定的保护作用,能有效的清除张力辊辊面的平整液残留、铁粉油泥形成的胶泥混合物,预防进一步的辊面胶层软化脱胶;对焊接焊缝形成的焊渣颗粒的清理十分有效,这些颗粒往往会嵌入胶辊使胶辊面凹凸不平,生产薄规格的钢卷容易形成鼓包等质量缺陷。
4 结语
总而言之通过将通用式刮刀应用在重卷拉矫机组张力辊和转向辊辊面处,针对重卷拉矫机组辊子采用聚氨酯材质,对通用式刮刀刀片进行了选材进一步稳定刮刀使用效果,通过利用本次在重卷拉矫机组重要辊子安装通用式刮刀,取得成效,完成攻关目标,为车间职工创造良好的工作环境,降低了职工的劳动强度,同时提升柳钢冷轧板带厂品牌的影响力。本文所展开的内容都是根据重卷拉矫机组一线现场遇到的问题进行攻关,可能还有其他的方式方法,希望能够为各位在钢铁行业冷轧产品一线的工作人员提供一些帮助,提升冷轧产品的整体生产效率与质量。
