中频感应热处理工艺参数对P91钢厚壁管焊缝冲击韧性的影响
2021-01-05王立玉
王立玉,张 鹏
(中国能源建设集团江苏省电力建设第一工程有限公司,江苏 南京 210001)
P91钢广泛应用于火力发电厂的高温高压蒸汽管道,P91钢厚壁管焊接完成后需要进行高温回火处理。中频感应加热方法以其加热均匀、内外壁温差小、加热效率高的特点,在厚壁管焊后高温回火上有取代陶瓷电阻加热或远红外辐射加热之势。恒温温度和恒温时长是高温回火热处理的两个最重要的工艺参数,从目前各施工单位在火力发电厂建设和检修工作中的中频感应热处理应用情况看,恒温温度和恒温时长的选择上不尽相同,恒温时长一般在2~4min/mm(按壁厚计),主要是依据各单位的焊接工艺评定和中频感应热处理设备厂家的实践经验。
目前施工单位大多数只是根据单一热处理工艺参数的焊接工艺评定来制定不同规格的焊件热处理工艺,虽然所依据的工艺评定各项试验数据都是合格的,但是在实际施工中,热处理后只进行无损探伤、硬度试验和金相检验,力学性能无法进行试验,而P91这种细晶强韧型马氏体耐热钢的焊缝冲击韧性远低于母材值[1],且受热处理工艺影响较大,是焊接工艺评定各项指标中最容易产生不合格的项目。因此,有必要研究改变中频感应热处理工艺参数对P91厚壁管焊缝冲击韧性的影响,以寻求找到更为合适的热处理工艺参数指导施工实践。
1 试件制作
1.1 试件钢材及焊材
因为我们主要研究的是热处理工艺参数对P91焊缝冲击韧性的影响,考虑到必要性和经济性,在做对比试验时,选用大口径厚壁碳钢管(Ф610×50、20G)作为试件母材,加工坡口后选用与P91匹配的焊接材料(焊丝CrMo91、焊条CROMOCORD 9M)进行焊接,制作四个试件(试件编号分别为A、B、C、D)。
1.2 试件焊接工艺
采用氩弧焊(GTAW)打底,焊条电弧焊(SMAW)填充和盖面方法。水平固定(2G),目的是尽可能使每一道焊缝的焊接线能量在整圈上均匀一致,给后续对比试验提供相同前提条件。
四个试件焊接采用相同的工艺参数,焊接电流、电弧电压、焊接速度等范围见表1。焊枪氩气(99.99%)流量8~12L/min,背面保护氩气流量15~20L/min。单面焊双面成形,层间机械打磨清理,连弧、摆动焊,每根焊条所焊接的焊道长度与该焊条的熔化长度之比大于50%,焊层厚度不大于焊条直径,焊道宽度不大于4倍焊条直径[2]。
焊前预热温度150℃,层间温度150~250℃,采用履带式陶瓷电阻加热。每个试件焊接完成后,立即进行马氏体转变,即试件温度降至100℃时保温1.5小时。随后进行350℃恒温2小时的后热处理。采用履带式陶瓷电阻加热。
2 热处理工艺试验
2.1 热处理试件位置
考虑到管子水平固定时不同位置会有一定温差,可能会得到更多温度与时间的组合样本,所以焊后高温回火热处理时把四组管子试件全部水平固定,标记好钟点位置。
2.2 热处理恒温温度及恒温时间
四组试件设定四种不同的恒温温度与恒温时间的组合,具体参数见表2。
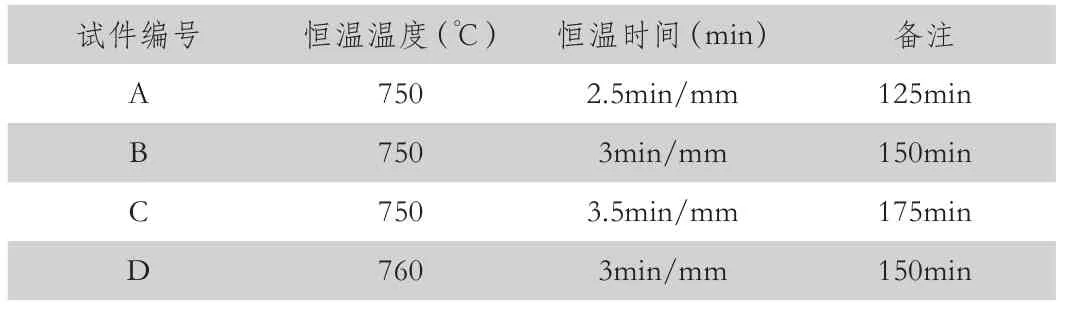
表2 热处理恒温温度及恒温时间
2.3 热处理其它工艺参数
升温速度与降温速度≤120℃/h,加热宽度350mm,保温宽度600mm,保温棉厚度50mm,感应线圈匝间距10mm。
2.4 热电偶布置
每组试件布置3支热电偶,1支布置在管子外侧12点焊缝中心位置,作为控温热电偶;另外2支为监测热电偶,分别布置在管子外侧3点和6点焊缝中心位置。热电偶布置示意如图1所示。

表1 焊接工艺参数
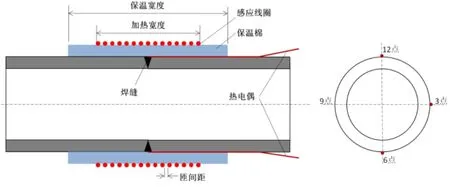
图1 热处理绑扎及热电偶布置示意图
3 试验结果与数据分析
3.1 热处理温度记录
四组试件恒温状态时不同位置的热电偶测的温度见表3。从表中可以看出,四组试件的6点钟位置与12点钟位置温度相差几乎一致,约8~10℃,因此可以取试件B的6点钟位置(740℃、恒温3min/mm)参与对比试验。
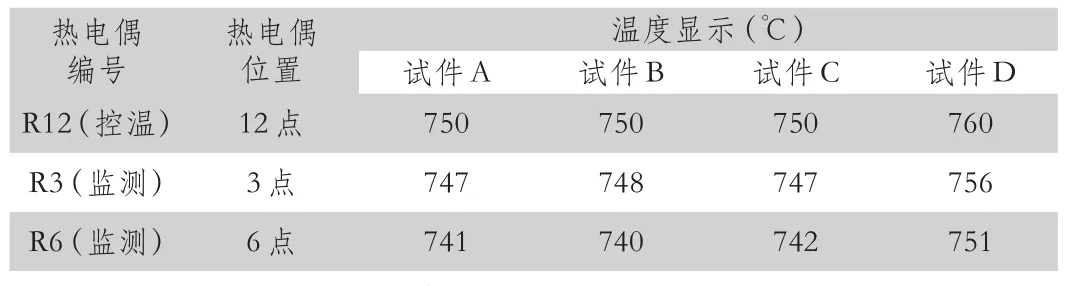
表3 热处理温度记录
3.2 外观检查与UT检验
对四组试件焊缝做外观检查与UT检验,外观未发现裂纹、未熔合、夹渣、弧坑、气孔、深超过0.5mm的咬边等缺陷,UT检验未发现内部有超标缺陷。
3.3 硬度检验
采用便携式里氏硬度计对四组试件焊缝的12点、3点、6点位置分别进行硬度检验,硬度检验记录见表4。从检验结果可以看出,四组试件焊缝沿圆周方向硬度不均匀,12点位置硬度最低,6点位置硬度最高,但所有硬度值都在DL/T438《火力发电厂金属技术监督规程》规定的合格范围内(HBW185-HBW270)[3]。
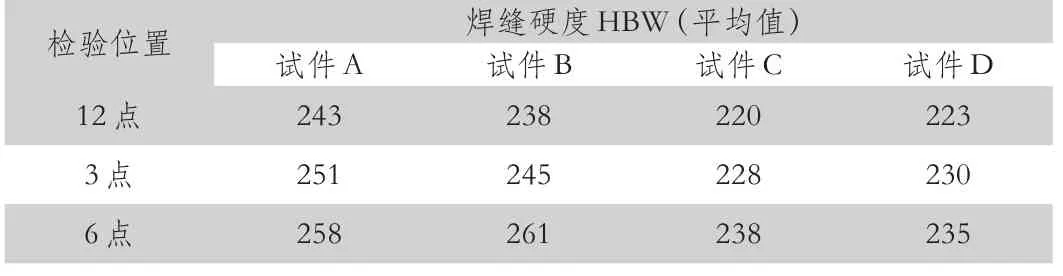
表4 焊缝硬度检验记录
3.4 微观金相检验
在四组试件中取5个试样做微观金相检验,取样部位为四组试件的12点位置和试件B的6点位置,从焊缝上层中心位置取样。5个试样显微组织均为回火马氏体,铁素体含量极低,未发现异常组织和其它缺陷。
3.5 常温冲击试验
在四组试件中取5组试样做夏比V型常温冲击试验,取样部位为四组试件的12点区域和试件B的6点区域,从焊缝上层中心位置取样。试验结果见表5。
从试验结果看,试件A12点区域(750℃恒温2.5min/mm)和试件B 6点区域(740℃恒温3min/mm)的焊缝试样冲击功均不满足标准要求(>41J)。试件B 12点区域(750℃恒温3min/mm)的焊缝试样冲击功勉强达到标准要求。试件C 12点区域(750℃恒温3.5min/mm)和试件D 12点区域(760℃恒温3min/mm)的焊缝试样冲击功均满足标准要求,但试件D的冲击值要比试件C的冲击值高出约50%。
4 结论
采用中频加热740℃恒温3min/mm、750℃恒温2.5min/mm、750℃恒温3min/mm、750℃恒温3.5min/mm和760℃恒温3min/mm四种工艺参数对P91焊缝进行高温回火处理,焊缝硬度和金相组织均符合标准要求,但740℃恒温3min/mm和750℃恒温2.5min/mm两种工艺的焊缝冲击性能不合格,750℃恒温3min/mm工艺的焊缝冲击性能基本合格,750℃恒温3.5min/mm和760℃恒温3min/mm两种工艺的焊缝冲击性能合格且后者更好。
