激光焊接Ti40阻燃钛合金工艺研究
2021-01-05梁仁瑜刘丰刚陈继明黄春平
梁仁瑜 苏 倩 刘丰刚 陈继明 黄春平
激光焊接Ti40阻燃钛合金工艺研究
梁仁瑜1苏 倩1刘丰刚1陈继明2黄春平1
(1. 无损检测技术教育部重点实验室(南昌航空大学),南昌 330063;2. 山东凯泽恒信机械有限公司,济南 250000)
针对航空航天领域“钛火”防护问题开展了激光焊接Ti40阻燃钛合金工艺研究,试验获得了Ti40合金焊接的最佳工艺参数,并分析了此参数下激光焊接接头的显微组织。研究结果表明:最佳的激光焊接工艺参数为:功率=1800W,速度=1.1m/min,离焦量Δ=+1mm,氩气流量为10L/min。当焊接功率低于1.8kW时,容易出现未焊透的情况,而在相同的焊接功率下,焊接速度越慢,焊接质量越差。激光焊接Ti40阻燃合金接头的微观组织主要为β柱状晶,从融合线位置开始生长,整体朝向焊缝中心的顶部聚拢;其顶部的组织为β柱状晶,底部的组织则是β柱状晶和等轴晶,底部的晶粒尺寸普遍小于顶部。
激光焊接;Ti40;显微组织

1 引言
Ti40合金是专为应对航空航天领域的“钛火”问题而研制的阻燃钛合金。钛合金零件在高温高压等极端条件下可能燃烧,从而引起事故造成巨大损失。应运而生的阻燃钛合金有多种,如美国的Alloy C(Ti-35V-15Cr),俄罗斯的BTT-1 /BTT-3(Ti-Al-Cu),我国的Ti14合金(Ti-1Al-13Cu-0.2Si)和Ti40合金(国标牌号TB12)[1,2]。其中,Ti40合金的名义成分为Ti-25V-15Cr-0.2Si。作为具有国际先进阻燃水平的β型钛合金,Ti40合金有良好的阻燃性能、较高的高温导热率、较低的熔点以及稳定的结构。
受限于技术手段,在实际工程应用里钛合金构件的制造方法多为锻造+机械加工。连接质量和效率问题一直是制造方最为关心的问题。随着激光焊接技术(Laser welding)的发展,可以较好地解决Ti40合金加工困难的问题[3~5]。不过实际生产应用中最常见的需求,还是各类Ti40合金锻件相互连接的情况。激光焊接技术的焊接效率高,热影响区小,因此通过模拟钛合金零件相互连接的情况,利用激光焊接技术对Ti40合金的锻件薄片对接,研究焊接工艺对激光焊接Ti40阻燃钛合金的影响,观察焊接接头的微观组织形貌,为实际生产提供理论支持。
2 实验方法及工艺选择
2.1 实验方法
实验采用的是南昌航空大学的激光复合焊接系统,由安川MH24型机器人、IPG光纤激光器(4kW)和夹具等其他辅助设备组成。激光焊接实验过程示意图如图1a所示。本次实验分两部分,一组是将一整块Ti40合金板分为多个小块,分别编号后作为激光焊工艺参数试焊板,另一组是在获得了最佳工艺参数后,将两个Ti40锻件对接进行激光焊。实验用的薄片尺寸为50mm×30mm×2mm,通过线切割取自Ti40合金锻件块体。在激光焊接实验前,使用砂纸对薄片打磨去除氧化层,然后经丙酮清洗后擦拭干净。按照图1b装夹,保证试样贴合。
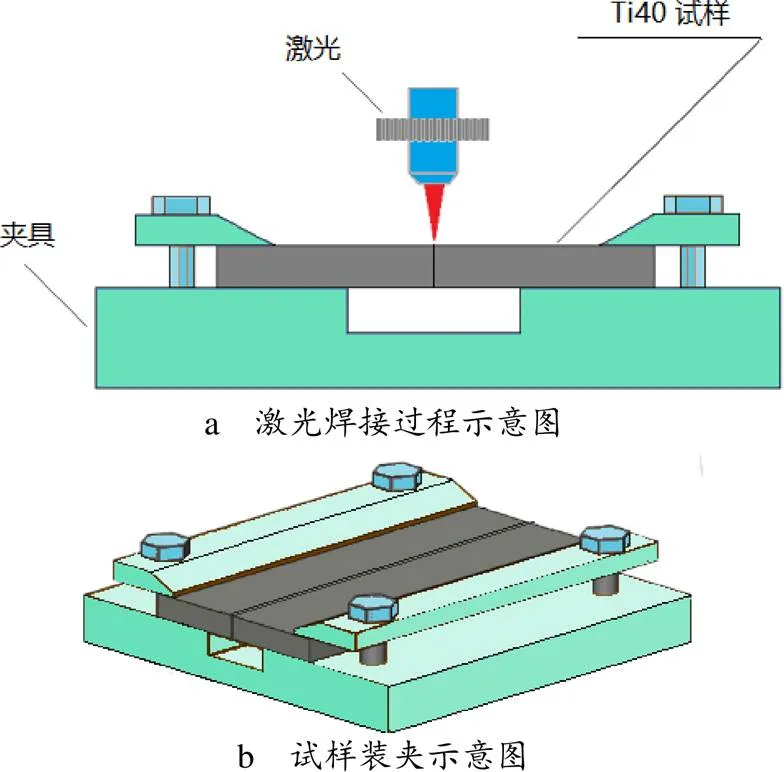
图1 激光焊接过程示意图及试样装夹示意图
2.2 工艺选择
为了探究合适的激光焊工艺参数,提前进行激光单道焊预试验。设置6个实验样本,各自的工艺参数如表1所示。

表1 不同试样的焊接工艺参数
3 实验结果及分析
3.1 激光焊接参数实验

采用表 1 的焊接参数对6个试样激光焊接,获得焊缝横截面形貌如图 2 所示,激光焊缝普遍呈现倒三角形,焊缝两侧热影响区小,无明显缺陷。观察图2可发现,1、2、4、5号试样均未焊透,满足焊接深度要求的只有3号和6号。通过进一步比较,3号焊缝的熔宽(5.2mm)大于6号焊缝(5mm),且成形表面的质量稍差。这是由于3号焊缝的焊接速度为1.0m/min,比6号焊缝慢,6号试样的热输入量控制更好,因此焊缝成形更好,且与保护气流量为8 L/min的试样对比,保护气流量为10 L/min的试样的接头表面普遍更平整,故决定采用6号试样的工艺参数进行后续的激光对接试验。
为了更准确地验证激光功率对焊缝的影响,又分别选择了1.8kW的激光功率(6号试样的参数)和1.7kW的激光功率(略微降低)进行对接试验,结果如图3所示。图3a是1.7kW功率下的焊缝表面,表面不平整,焊缝的纹路不均匀,图3b是其横截面,形如沉头螺钉,熔深不足,焊缝底部存在未焊透,且焊缝中心顶部有轻微凸起。图3c是1.8kW功率下的焊缝表面,焊缝整体光洁均匀,连续性好且熔深适中,从横截面图3d可以看出已完全熔透,熔池过度均匀,形如倒三角。且由于钛的化学性质活泼,在高温环境下易与氢和氧气反应,所以焊接时全程通氩气保护。随着焊接温度升高,压力增大,在液态金属结晶时,在合适的氩气流量(10L/min)作用下,接头表面趋于平整。

经过2次预试验后,获得了最佳的激光焊接工艺参数:功率=1800W,速度=1.1m/min,离焦量Δ=+1mm,氩气流量为10L/min。
3.2 焊接接头宏观形貌分析
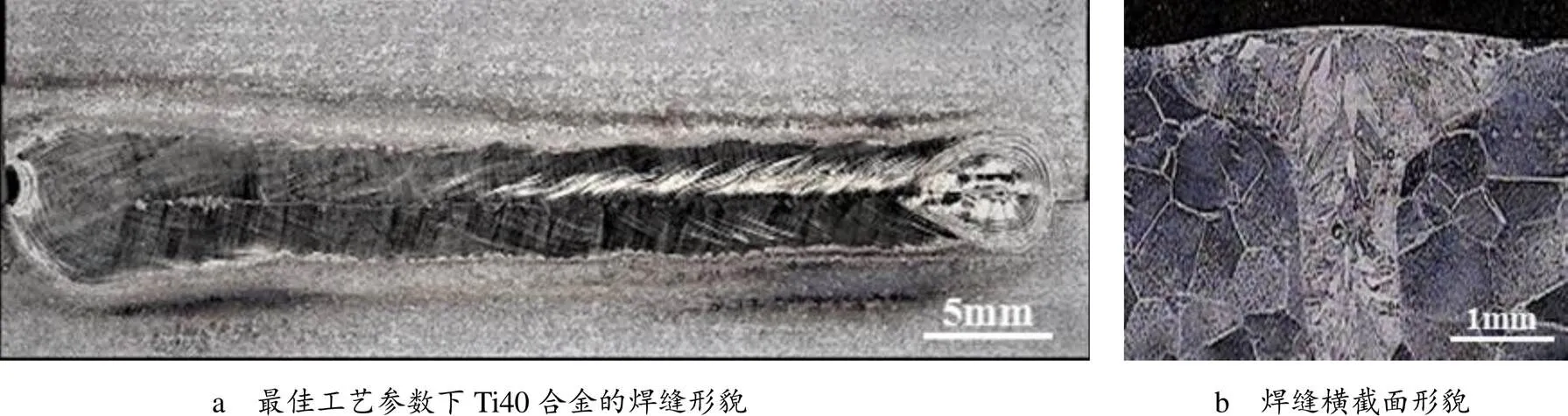
图4 最佳参数下激光焊接Ti40合金的焊缝的表面与横截面
采用3D 视图测量仪(3D Vision, SVS3020 , China)观察激光焊接的焊缝的表面与横截面,焊缝形貌如图4所示,图4a可见Ti40合金锻件的连接情况。焊缝的外观呈金属的银白色,表面光滑无缺陷呈现漂亮的鱼鳞状,整体成形良好。由于保护气是从收弧位置沿着焊接方向起弧位置的方向输送,在焊接的升温过程中,略微拓宽了熔池的宽度。
图4b为焊接接头焊缝横截面组织形貌,焊缝横截面呈明显的“丁”字状,符合激光焊的特点。焊缝的熔合线清晰,因激光焊的工艺特性,宏观下无法观察到明显的热影响区。其中,焊缝中心的融合区由β柱状晶组成。仔细观察可以发现,融合区晶粒细小且生长方向集中朝向中心线。
3.3 融合区晶粒形貌特征
为了进一步探究激光焊Ti40合金接头的微观组织,利用金相显微镜观察焊件接头的不同位置。图5a的焊缝形貌是典型的激光快速凝固的组织特征,融合区的β柱状晶从融合线位置开始生长,整体朝向焊缝中心的顶部聚拢,左右对称。根据晶粒的不同,将融合区分为上下两部分分析。
融合区上半部分在激光焊过程中,融合线区域局部融化的晶粒可以作为形核异质,在合适的工艺条件下,在熔池凝固的过程中快速生长。由于晶粒会逆着热流的方向生长,在激光焊接快速冷却的条件下,焊缝中心的温度最高且冷却速度大于两侧焊件,晶核将沿着中心顶部方向迅速长大,形成β柱状晶。如图5a所示。
而在焊缝下半部分的位置,β晶的尺寸偏小,并且存在少量的等轴β晶。分析认为,在焊接刚开始,焊件整体温度梯度较大。在凝固初期熔池中形成的β晶粒数量较多且尺寸较小。随着焊接过程的进行,熔池的温度梯度开始减小,一部分细小的β晶粒合并在一起,致使β晶粒数量变少,尺寸变大。最终形成如图5b所示形貌。同时,对比图5a和图5b发现,靠近焊缝底部的晶粒尺寸小于顶部区域,这是由于焊缝底部靠近夹具,金属冷却的速度要大于空气热辐射的速度,凝固所需的时间相对较短,晶粒没有足够的条件长大。

图5 激光焊接Ti40接头的不同位置的显微组织
4 结束语
对于航空钛合金阻燃需求开发的Ti40合金,进行了焊接工艺研究的试验,以及焊接接头的分析,其结果分析得出以下结论:
a. 在尺寸为50mm×30mm×2mm的Ti40合金薄片上进行激光焊接,最佳的激光焊接工艺参数为:功率=1800W,速度=1.1m/min,离焦量Δ=+1mm,氩气流量为10L/min。
b. 随着焊接功率的增加,融合区的焊缝宽度及下层熔深均发生变化;当焊接功率低于1.8kW时,容易出现未焊透的情况;相同的焊接热输入获得的熔深基本相同,但是焊接速度越慢,单位时间内热输入越大,过慢的速率会对焊接质量造成不良影响。相应调整保护气的流速可以改善接头表面平整度。
c. 激光焊接Ti40阻燃合金接头的微观组织主要为β柱状晶,从融合线位置开始生长,整体朝向焊缝中心的顶部聚拢;从晶粒尺寸大小可以分为上下两部分,顶部的组织为β柱状晶,底部的组织则是β柱状晶和等轴晶,底部的晶粒普遍小于顶部。
1 弭光宝,欧阳佩旋,陈航,等. 航空发动机高温钛合金非等温氧化行为研究进展[J].航空制造技术,2019(15):88~92
2 陈永楠,杨雯清,杨泽慧,等. 合金元素对典型阻燃钛合金燃烧行为的影响[J]. 稀有金属材料与工程,2019(11):3608~3614
3 赖运金,张平祥,辛社伟,等. 国内阻燃钛合金工程化技术研究进展[J].稀有金属材料与工程,2015,44(8):2067~2073
4 赵永庆,周廉,周义刚,等. Ti40阻燃钛合金的基础研究[J]. 航空材料学报,2006,26(3):233~237
5 崔爱永,胡芳友,张忠文,等. 钛合金表面激光熔覆修复技术[J].中国表面工程,2011(2):61~64
6 陆斌锋,芦凤桂,唐新华,等. 激光焊接工艺的现状与进展[J].焊接,2008(4):53~57,71
7 李亚江,王娟. 特种焊接技术及应用[M]. 北京:化学工业出版社,2014
Research on Laser Welding Technology of Ti40 Burn-resistant Titanium Alloy
Liang Renyu1Su Qian1Liu Fenggang1Chen Jiming2Huang Chunping1
(1. Key Laboratory of Nondestructive Testing (Minisity of Education), Nanchang Hangkong University, Nanchang 330063;2. Shandong Kai Ze Hen Xin Machinery Co., Ltd., Jinan 250000)
In view of the problem of titanium fire prevention in the aerospace field, laser welding Ti40 burn-resistant titanium alloy technology research has been carried out. In the experiment, the optimal process parameters of Ti40 alloy welding are obtained, and the microstructure of the laser welding joint is analyzed.The research results show that the optimal laser welding process parameters are: power=1800W, speed=1.1m/min, defocus amount Δ=+1mm, and argon flow rate 10L/min.Incomplete penetration occurs when the welding power is lower than 1.8kW, and at the same power, the slower the welding speed, the worse the welding quality. The microstructure of laser-welded Ti40 burn-resistant alloy joints is mainly β columnar crystals, which grow from the position of the fusion line and converge towards the top of the weld center.The microstructure at the top is β columnar crystals, and the structure at the bottom is β columnar crystals and equiaxed crystals. The grain size at the bottom is generally smaller than the top.
laser welding;Ti40;microstructure
江西省自然科学基金(20181BAB206027),无损检测技术教育部重点实验室开放基金(EW201901084)。
梁仁瑜(1992),硕士,航空宇航科学与技术专业;研究方向:金属增材制造。
2020-10-20
