轴流压缩机轴承箱振动大原因排查与处理
2021-01-04叶宗春何世文陈道海
叶宗春,何世文,陈道海
(马鞍山钢铁股份有限公司能源管控中心,安徽马鞍山 243000)
1 轴流压缩机轴系统概况
马钢2 500 m3高炉风机房2004 年引入一台陕鼓制造的AV80-15 轴流压缩机组,转速4 257 r/min,配套了1 500 r/min 的西门子同步电机和MAAG 增速齿轮箱。该机组轴系如图1所示,共有8只径向滑动轴承(1~8)和3副推力轴承(9~11),增速齿轮箱与同步电动机及轴流压缩机的联接均采用膜片联轴器(12、13)。
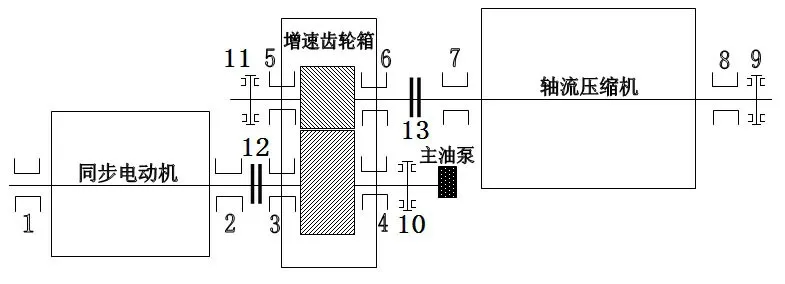
图1 轴流压缩机轴系示意图
2 轴承箱振动大现象发现与初步处理
2.1 机械振动—振动烈度的现场测量与评价标准
轴流压缩机的稳定运行对高炉生产十分重要,而振动是反应压缩机运行状况的重要参数。振动如果超过允许范围,设备将产生较大的动载荷和噪声,从而影响其工作性能和使用寿命,严重时会导致零部件的早期失效。为此,该轴流压缩机配置了Bently 3500 系统,在线实时监测转轴振动位移量,同时定期人工检测轴承箱体的振动速度值。根据《机械振动—振动烈度的现场测量与评价标准》(ISO394-1985)中规定的,转速范围为10~200 r/s的大型旋转机械振动烈度的评定等级(见表1),振动烈度在B 级以上的机器可长期运行,其中刚性支承轴承振动烈度速度值在4.6 mm/s以下。
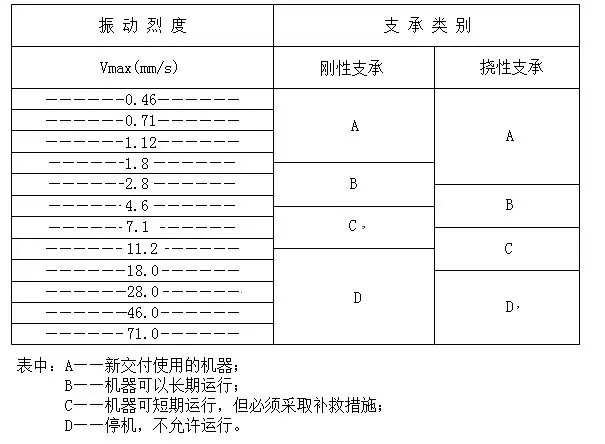
表1 大型旋转机械振动烈度的评定等级
2.2 机组轴承的异常现象与故障
2011 年底该机组压缩机传动端轴承箱体轴向振动速度偏大,达到7 mm/s。2012 年9 月检查轴承时发现轴瓦紧力不足,处理后轴承箱的轴向振动速度降到3 mm/s 左右,之后又逐渐增大到7 mm/s 左右。根据表1,该机组振动烈度评定等级为C 级(4.6~11.2 mm/s),尚可短期运行,但必须采取补救措施。由于该机组实时监测的各轴振动数值一直稳定在正常范围内,对机组其他部位振动速度检测未发现明显异常,未能查明轴承箱体轴向振动速度偏大的原因。
2016年1月该机组因推力轴承副推面温度探头及备用探头均故障而停机检修,检修时发现该推力轴承副推面瓦块的下平衡块开口定位销断裂13根,更换定位销后投入仅3天再次出现推力轴承副推面温度探头故障,停机检查发现又有4根定位销断裂。由于连续出现了相同的故障,已影响到机组的安全稳定运行,必须查明故障原因。
2.3 轴承箱振动大的原因分析与初步处理
初步分析,推力轴承的故障与轴承箱轴向振动速度大的现象有关联性,压缩机轴系应该有交变的轴向力。判断轴承箱轴向振动速度大的原因可能有:
(1)轴承座刚性不足或基础螺栓紧力不足;
(2)轴瓦间隙或瓦与壳接触不良;
(3)轴系对中不良;
(4)膜片联轴器因膜片失效导致性能不稳定等。
针对这些可能的原因先后进行了多次检修,2016年2月对轴承箱、高速轴联轴器检查,调整轴承的轴瓦间隙及轴承紧力,加固轴承箱底脚螺栓,调整联轴器垫片增加档距;2017 年8 月调整轴流压缩机轴系对中,更换了膜片联轴器,检查轴承底座基础贯穿螺杆。每次检查均未发现明显问题,在调整回装后该点振动有所好转,但是投运一段时间振动再次增大,轴向振动速度最大时达到11.5 mm/s。2005 年到2017 年轴承箱轴向振动速度有效值趋势如图2所示,振动大问题未能得到根本解决。
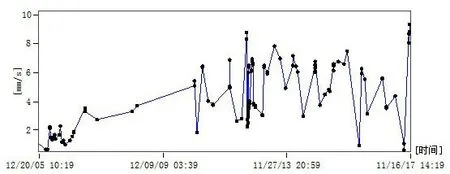
图2 轴向振动速度有效值趋势图
3 振动大原因的进一步排查分析
3.1 轴承箱振动变化规律总结与分析
因轴承箱振动大问题一直未能根除,对此进行了长时间的跟踪观测,根据跟踪数据总结出该点振动的一些规律。
规律一:机组冷态启动投运后该点轴向振动速度在3 mm/s以内,但在运行一天以上后该点轴向振动速度逐渐上升至5~9 mm/s。
规律二:该点轴向振动速度夏季比冬季高,夏季在8 mm/s左右,冬季在5 mm/s左右。
规律三:该点轴向振动速度对进气温度比较敏感,气温急速下降或脱湿投运时,振动速度会明显上升,甚至到10 mm/s以上。
从以上规律分析该点的轴向振动速度偏大与温度有关,进一步推断应该是温度引起的转轴热膨胀导致轴向振动加剧。压缩机与增速箱小齿轮轴系上两端各有一副推力轴承,限制了转轴的轴向位置,压缩机冷态与热态温差约200 ℃,由此产生的轴向膨胀量由压缩机与增速齿轮箱之间的膜片联轴器吸收,转轴的膨胀量可能会使膜片联轴器轴向压缩量过大导致失稳。
3.2 膜片联轴器参数验证
为验证以上判断,2017 年底对联轴器参数进行检查复核。在压缩机刚停机热态情况下联轴器的档距为1 435 mm,冷态下联轴器的档距为1 439.5 mm。查看联轴器图纸,其轴向尺寸为1 440.5 mm;查看压缩机安装图纸,联轴器的安装档距为(1 440.5+8)mm,其中8 mm 是膜片联轴器的预拉伸量。预拉伸是指在膜片联轴器冷态安装时轴向预先拉伸一定的量,使联轴器膜片在轴系热态膨胀后轴向变形减小,延长膜片的使用寿命。由检查结果发现,压缩机在安装中忽略了联轴器的预拉伸量,且在膜片联轴器两侧还各加了1.6 mm 的垫片,使膜片联轴器在冷态时就有了3.2 mm 的压缩量,在转轴热态膨胀后压缩量更大,承受较大的轴向压缩力。
4 膜片联轴器预拉伸量不足问题处理
4.1 处理方案分析
针对联轴器安装档距不够的问题,与陕鼓及联轴器厂家人员共同分析协商处理方案。
方案一:压缩机的整体移动让出8 mm,难度大,基本不可能;
方案二:联轴器中间段切断缩8 mm 再重新焊,对施工精度要求高,存在较大的质量风险,且今后的联轴器备件申报也比较困难;
方案三:重新制作联轴器的过渡法兰(图3中部件2),轴向尺寸缩短8 mm,较为简单,成本低,且对今后的检修和联轴器备件没有影响。
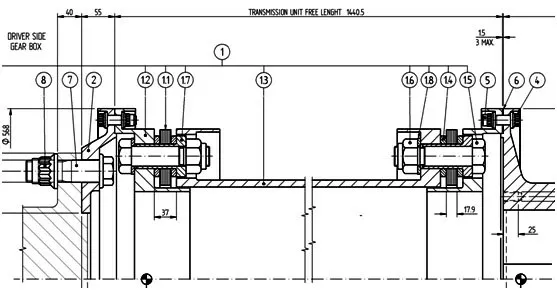
图3 膜片联轴器结构尺寸图
4.2 方案实施与效果检验
经过分析讨论,决定采用方案三,委托厂家重新制作联轴器靠增速齿轮箱侧的过渡法兰,将过渡法兰轴向尺寸由55 mm 降为47 mm,缩短8 mm,其他尺寸不变。
2018年4月新的过渡法兰制作完成后更换下原过渡法兰,满足了膜片联轴器的预拉伸要求。随后该机组投入运行,经2年多的跟踪观测,压缩机传动端轴承箱轴向振动速度值稳定在3.5 mm/s 左右,温度变化对振动影响很小,压缩机推力轴承温度及平衡块定位销未出现异常故障。该机组的振动烈度评定等级为B级,可以长期运行。
5 结束语
通过对轴流压缩机轴承箱振动速度大的原因排查与处理,解决了生产难题,确保轴流压缩机的稳定运行。同时,对膜片联轴器的使用与维护有了更深的理解,特别是在同一轴系中有两个推力轴承的情况下如何设置膜片联轴器的预拉伸量,提高了处理类似问题的能力。
