超大型环状薄壁不锈钢零件加工变形的控制
2021-01-04□程升
□ 程 升
上海电气上重碾磨特装设备有限公司 上海 200245
1 研究背景
随着我国国民经济的发展,提升产品核心制造能力和质量成本控制成为企业成败的关键因素。在某产品的制造过程中,有一组超大型环状薄壁不锈钢零件,如图1所示。由于这些零件直径大、壁厚超薄、加工精度要求高,因此变形量控制成为整个制造过程中的关键。

图1 超大型环状薄壁不锈钢零件
由于原制造商在前期制造过程中未能有效消除加工过程中的变形,使制造出的超大型环状薄壁不锈钢零件平面度超差,外圆扭曲,尺寸、形状精度和表面质量均无法达到设计要求。虽然经多次试制,但收效甚微,由此造成这一类零件多次试制报废,严重影响项目的整体进度。
通过充分分析原制造商加工过程中存在的工艺质量问题,笔者提出重点在装夹技术、刀具选用、切削参数、翻身作业等方面进行技术攻关,减小制造过程中各种变形因素产生的影响,进而保质保量按时交货。
2 工艺性分析
超大型环状薄壁不锈钢零件由三块厚度为40 mm、材料为316L的不锈钢板拼焊而成。零件外径为4 764 mm,内径为4 706±0.8 mm,壁厚为29 mm,高度为25±0.1 mm,两平面的平面度不大于0.2 mm,外圆表面加工出宽16 mm、深8 mm的环槽,环槽圆周上均布36-φ12 mm孔。这一类零件属于典型大直径、超薄壁、弱刚性、不易切削加工的不锈钢零件。加工过程中,由于受夹紧力、切削力、切削振动的影响,零件极易产生受力、受热变形。当零件卸除装夹并充分冷却后,上述各因素引起的变形使零件尺寸精度、形状精度、表面质量无法达到设计要求[1-4]。
3 工艺改进要点
超大型环状薄壁不锈钢零件在加工中无法彻底消除变形,只能通过以下方法减小变形量,使零件质量满足设计要求:
(1) 设计制造胎具,采取工装辅助装夹,提高零件刚性;
(2) 合理选用刀具及切削参数,提高零件表面加工质量;
(3) 优化工艺方案,减小变形影响,控制关键尺寸及形位精度,进而满足设计要求;
(4) 对于工序间流转及翻身作业,使用起吊翻身装置。
4 胎具的设计
由于超大型环状薄壁不锈钢零件交货周期短,而设计专用工装耗时长,对此笔者提出采用高效低成本的解决办法,利用公司报废锻件改制成装夹用胎具。制成后的胎具为内径4 500 mm、外径5 500 mm、厚度400 mm的环状锻件。在胎具装夹零件的平面上,圆周均布加工出T形槽,如图2所示。沿T形槽径向可调整对零件的夹紧位置,进而满足夹紧不同直径系列零件的需求[5-8]。

图2 胎具
这一胎具具有如下优点:
(1) 用压板将零件与胎具装夹成一体,胎具为零件提供具有大接触面积的平稳基础,提高了刚性,这一方案比用等高铁多点辅助支撑的方法具有更好的刚性和平稳度;
(2) 可顺着T形槽径向调整装夹位置,一套胎具能满足系列化多尺寸规格的装夹要求;
(3) 多条T形槽同时夹紧,可以保证装夹时均匀对称夹紧零件,使零件受到均匀的夹紧力,减小变形量。
5 刀具及切削用量
由于零件壁厚为29 mm,高度为25 mm,所需加工余量较小,因此可一次走刀完成对内圆、外圆和端面的车削加工,这样用时较短。对比进口与国产刀片性能参数,见表1。决定选用耐用度稍低但切削性能与进口刀片相当的国产不锈钢专用车削及切槽刀片,进行平面车削及外圆上的环槽加工,这样可以保证在精加工过程中不换刀,一次走刀完成精加工面。加工时,根据零件薄壁的特点,可采用低进给量、小切削深度进行加工。通过实践验证,国产刀片的性能、适用性、实际使用效果都较好,与进口刀片相比性价比高,既能满足零件的加工质量要求,又具有经济性。

表1 刀片性能参数对比
6 加工工序
超大型环状薄壁不锈钢零件详细加工工序见表2。
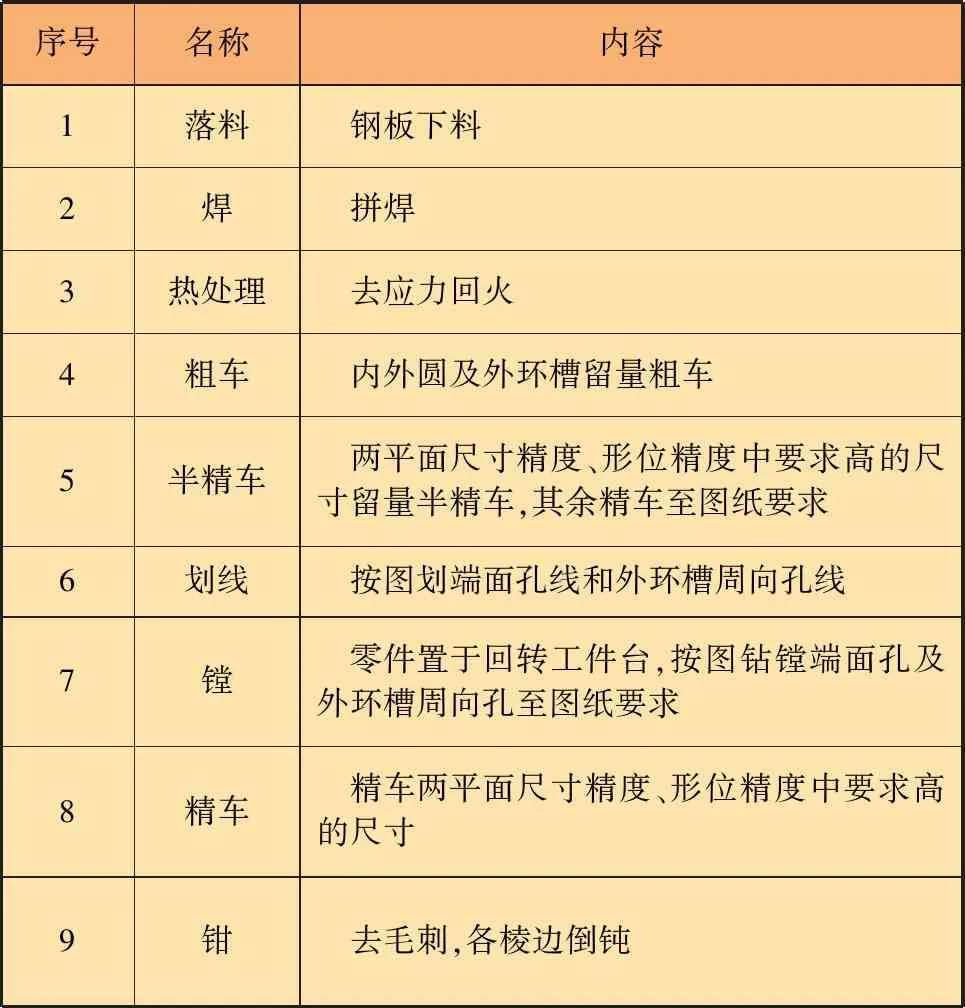
表2 加工工序
7 装夹方案
根据零件尺寸,在胎具上精车环形装夹平面,要求平面度不大于0.02 mm。当零件放置于胎具上时,可以保证胎具与零件的定位接触面大,定位精度高。零件上平面按三点法校正水平,零件底面与胎具的间隙用垫片垫实,确保零件定位面与胎具基准面自然、紧密贴合,增大接触刚度。

图3 车削加工现场
沿零件轴线方向压紧零件。由于零件轴线方向刚度大,不易产生夹紧变形,因此选用压板沿零件轴线方向施加压紧力。在保证压紧的前提下,采用尽可能小的均布压紧力,适当增加夹紧点数量,以增大压紧力作用面积,使零件均匀受力。
8 尺寸精度及平面度
分粗车、半精车、精车三个阶段进行加工,减小热变形引起的误差。粗车要尽可能去除较多的加工余量,半精车时仅对零件尺寸精度和形位精度要求较高的重要待加工面留精加工余量,其余待加工面可加工至图纸要求。各工序间要保持足够的冷却时间,释放因受力及受热引起的变形。
粗车时,在外圆待加工区域搭压板,单面留5~6 mm余量。粗车内圆及高度平面后,再在内圆搭压板,单面留5~6 mm余量粗车外圆。
粗车后松开压板,零件经自然时效处理,零件平面按三点法校正水平。零件底平面与胎具的间隙用垫片垫实后,高度方向单面留1 mm加工余量半精车。内外圆倒角尺寸根据高度余量加大,其余尺寸精车至图纸要求。
钳工划端面孔线和外圆表面环槽内的周向孔,并钻镗端面孔和外圆表面环槽内的周向孔。
零件重新上车床,零件高度上的平面按三点法校正水平。环槽处搭压板,零件底面与胎具间隙用垫片垫实,精车平面使尺寸及平面度符合图纸要求。
9 起吊运输
在工序流转、起吊翻身作业中,通过使用起吊翻身装置来增大零件刚性,以保证零件受力均匀、平稳起吊。
10 结束语
笔者对超大型环状薄壁不锈钢零件加工变形控制进行了研究。新的工艺方案采用报废锻件改制装夹胎具,在自然状态下按三点法校正水平,沿零件轴线方向压紧零件,粗、精加工合理分序,翻身作业时使用起吊翻身装置,保证零件按时交货,一次制造成功,体现出尽可能节约制造成本的优点,为赢取用户信任、后续项目合作打下了良好基础。
