铝合金搅拌摩擦焊型材公差对其焊接性能的影响
2021-01-03孟腾逸王彦鹏彭章祝
孟腾逸 王彦鹏 彭章祝


摘要:搅拌摩擦焊焊接接头尺寸对焊接接头力学性能、焊接速度、焊接过程的稳定性等均有非常重要的影响。研究轨道交通用3.5 mm铝合金搅拌摩擦焊接头在不同公差状态下的焊缝组织结构与性能,对公差大幅偏离标准值条件下的焊缝性能进行了对比,结果表明:接头上下搭接间隙大于0.4 mm时,焊缝极易出现焊接缺陷,焊缝工艺窗口较窄;在转速为1 600 r/min、焊速为1 200 mm/min的焊接工艺参数下,随着焊接间隙的增大,焊缝性能呈现显著下降趋势。
关键词:摩擦焊型材接头;尺寸公差;焊缝性能
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2003(2021)12-0080-04
DOI:10.7512/j.issn.1001-2303.2021.12.16
0 前言
搅拌摩擦焊作为一种新型的固相连接技术,被广泛应用于轨道交通的铝合金焊接[1-2]。与传统熔焊相比,具有焊接变形小、残余应力小、无焊接热裂纹等优点[3-7]。在轨道车辆[8-9]的大批量侧墙板工件焊接过程中,型材质量问题显得尤为重要。当型材尺寸超差时,焊接质量难以得到保证。目前对型材尺寸超差对焊接性能的影响研究较少,文中旨在研究不同公差状态下的焊缝性能,获得窗口更为宽泛的焊接工艺参数,对推动轨道交通车体制造质量的提升具有重要意义[10-11]。
1 焊接参数试验
在轨道交通行业,批量应用的常规薄板摩擦焊接头通常要求型材的上下间隙控制在0.4 mm以内,左右间隙不超过0.5 mm。搭接间隙尺寸控制既是型材制造的重难点,也是焊接质量的重要保证。文中对偶发性的型材尺寸超差对产品质量的影响进行了试验研究。
试验材料为人为制造的上下错边量精度较差的侧墙型材,材质为铝合金6005A-T6,采用搭接接头形式,如图1所示,接头熔深4 mm,设置0.4 mm焊接凸台。
整块材料拼接完成后,经检测接头上下搭接间隙分布不均,尺寸范围在0.24~0.8 mm,水平左右间隙固定控制在0.2 mm以内。
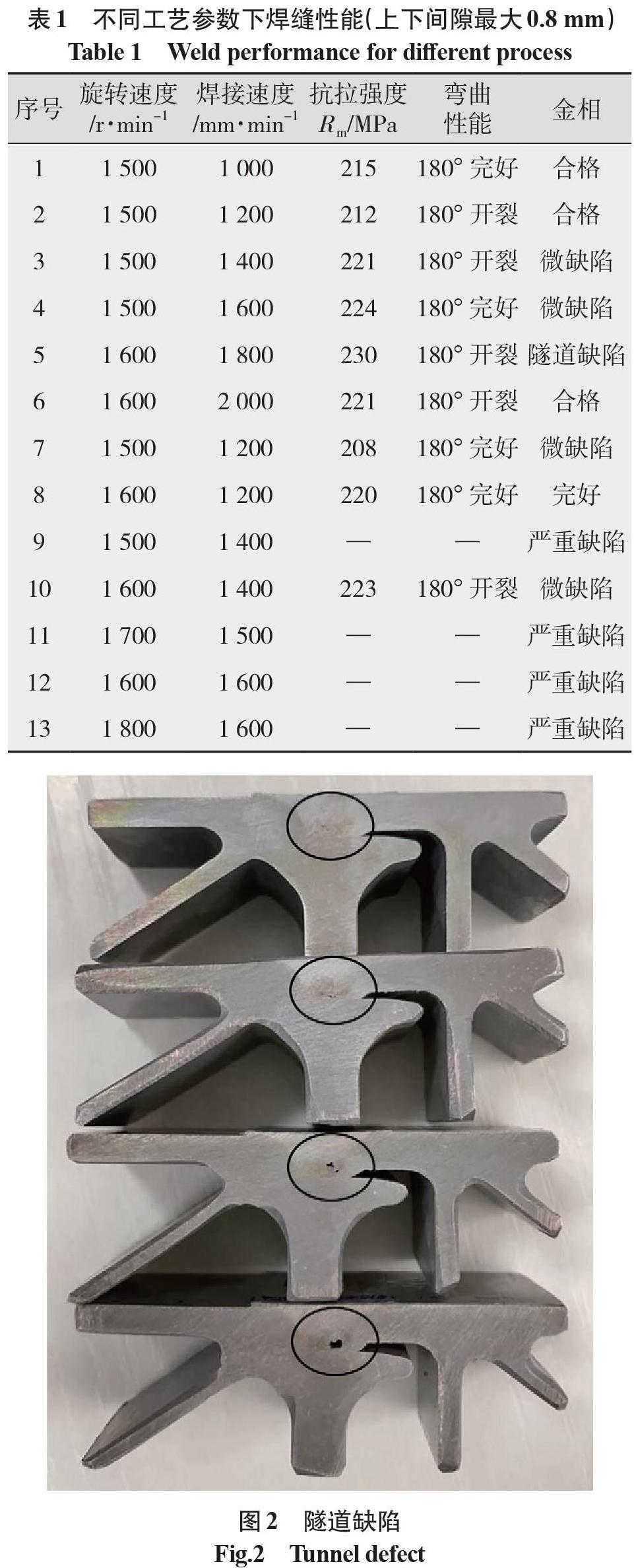
试验设备为北京赛福斯特技术有限公司生产的二维搅拌摩擦焊设备,搅拌头针长4.9 mm,轴肩直径15 mm。采用13组焊接参数,这些参数均可以在尺寸精度完全合格的型材上焊接合格的焊缝,如表1所示。
由表1可知,多组参数下的焊缝出现了不同程度的焊接缺陷,其中3组存在严重缺陷。这是由于型材接头本身尺寸存在超差,公母接头配合不佳,因此对焊接工艺参数的选择提出了更高的要求。原本较大的焊接工艺窗口受接头尺寸超差的影响,在常见工艺参数条件下出现隧道、沟槽等焊接缺陷,高转速条件下会引起设备抖动,不利于生产安全以及产品质量的稳定,隧道缺陷如图2所示。
由表1可知,转速1 600 r/min,焊速1 200 mm/min时,焊接过程稳定可靠,焊缝质量受型材接头的搭接间隙影响较小,焊缝整体性能较为优异,工艺容忍度更佳。
2 搭接间隙对性能的影响
对型材拼接的具体尺寸进行分别统计测量,确定不同搭接间隙的具体范围。将焊接工艺参数设置为定量(转速1 600 r/min,焊速1 200 mm/min,压力9~10 kN),对不同间隙条件下的焊缝进行检测分析。
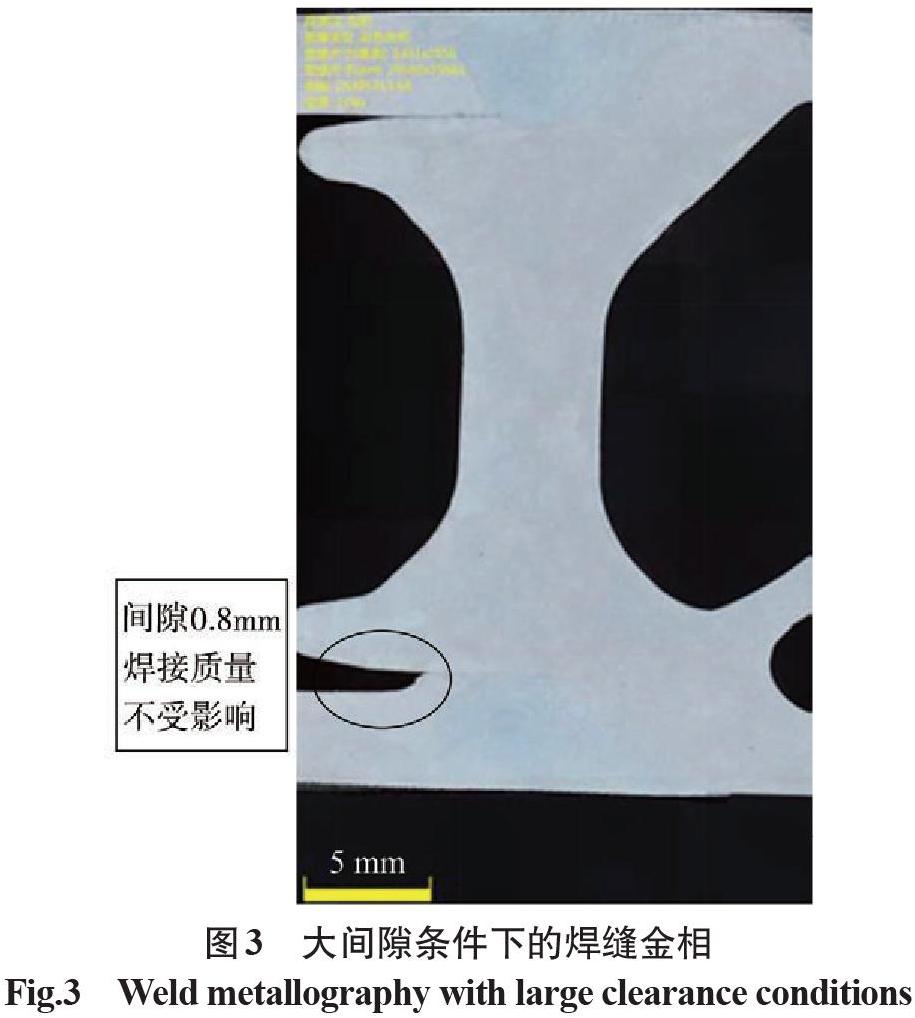
选取两段长度为2 500 mm的焊缝,每隔200 mm选取一段焊缝接头进行尺寸测量,將搭接间隙作为试样编号,从0.24 mm、0.3 mm到0.8 mm。即通过对不同区域的上下错边间隙进行标记并测量具体错边尺寸,对测量点处的焊缝进行取样,然后对标记点位间隙值条件下的焊缝力学性能进行统计分析。大间隙条件下的焊缝金相如图3所示。
由于接头形式为双面插接,搭接间隙对正反两面均造成影响,将正面焊缝命名为A面,反面焊缝命名为B面,双面相同位置均采用相同参数焊接完成后分别取样分析,发现所有弯曲试样弯折180°后均无任何裂纹,金相组织完好无缺陷。
将所有抗拉强度和伸长率结果进行对比,结果如图4所示。
采用转速1 600 r/min、焊速1 200 mm/min的固定工艺参数焊接整条焊缝时,不同的焊接间隙处焊缝的抗拉强度有所不同,在型材搭接间隙小于0.4 mm时,所有焊缝抗拉强度均大于母材标准抗拉强度(250 MPa)的80%以上,约为220 MPa,焊缝伸长率在7%以上。
当型材搭接间隙大于0.4 mm时,型材A、B面抗拉强度和伸长率均出现较大波动,搭接间隙为0.6 mm的焊缝抗拉强度为192 MPa,间隙为0.7 mm的焊缝抗拉强度仅为183 MPa,间隙为0.8 mm的焊缝抗拉强度仅为185 MPa,低于母材标准抗拉强度80%,且A面焊缝强度明显大于B面。这反映出双面焊接时,间隙在首面焊接过程中往另一侧偏移。
此外,随着间隙的增大,型材A、B面的焊缝伸长率出现较大偏离,B面伸长率全部低于6%。但总体看来所有位置的焊缝抗拉强度均在母材标准抗拉强度的70% (175 MPa)以上。
3 结论
(1)型材搭接间隙达到0.4 mm以上时,常规的焊接工艺参数不再适用,焊缝极易出现缺陷,同时带来设备抖动、产品缺陷等风险。
(2)型材搭接间隙在0.4 mm以内时,焊缝性能优异,抗拉强度约为220 MPa达到母材标准抗拉的85.2%,焊缝伸长率达7%以上。
(3)在转速为1 600 r/min,焊速为1 200 mm/min的焊接工艺参数下,焊缝间隙容忍度较高,焊缝总体力学性能随搭接间隙的增大逐步下降,但能够满足焊缝质量要求,即便搭接间隙为0.8 mm,抗拉强度仍能达到母材标准抗拉的74%。
(4)为得到焊接质量稳定、优异的焊缝,摩擦焊接头型材上下搭接间隙应控制在0.4 mm以内。
参考文献:
Mishra R S,Ma Z Y. Friction stir welding and processing[J].Materials Science and Engineering R,2005,50(1-2):1-78.
Nandan R,Debroy T,Bhadeshia H K D H. Recent advances in friction-stir welding-Process,weldment structure and properties[J].Progress in Materials Science,2008,53(6):980-1023.
Su J Q,Nelson T W,Mishra R,et al. Microstructural invest-igation of friction stir welded 7050-T651 aluminium[J]. Acta Materialia,2003,51(3):713-729.
Topic I,Höppel H W,Göken M. Friction stir welding of accumulative roll-bonded commercial-purity aluminium AA1050 and aluminium alloy AA6016[J]. Materials Science & Engineering A,2009,503(1):163-166.
董学伟,黎向锋,左敦稳,等. 7022 铝合金搅拌摩擦焊接全过程温度场的数值模拟[J]. 机械工程材料,2012,36(10):92-96.
劉加林.多功能一次性压舌板[P].中国:92214985.2.1993-04-14.
王希靖,韩晓辉,李常锋,等. 厚铝合金板搅拌摩擦焊塑性金属不同深度的水平流动状况[J]. 中国有色金属学报,2005,15(2):198-204.
张洪武,张昭,陈金涛.搅拌摩擦焊接过程中搅拌头转速对材料流动的影响[J]. 金属学报,2005,41(8):853-859.
蒋百威,吴志明,乔红云,等.轨道车辆铝合金6005A搅拌摩擦焊制造工艺[J].金属加工,2013,20(1):3525-3539.
王磊,谢里阳,李兵. 铝合金搅拌摩擦焊焊接过程缺陷分析[J].机械制造,2008,46(2):5-9.
刘静安. 轨道车辆用大型铝合金型材的开发评估及挤压工艺特点[J]. 四川有色金属,2001(1):4-14.
杨文超,汪明朴,盛晓菲,等. 轨道交通车辆用6005A 合金板材时效析出及硬化行为研究[J]. 金属学报,2010,46(12):1481-1487.
