正交试验法对3D打印用杨木粉-马来酸酐接枝弹性体共混改性PLA线材工艺优化的应用
2021-01-03戴旭阳陈峰杨雪李文杰杨煜
戴旭阳 陈峰 杨雪 李文杰 杨煜


摘要: 以杨木粉、聚乳酸(PLA)颗粒和马来酸酐接枝聚烯烃热塑弹性体为原料,采用正交试验法对杨木粉-弹性体共混改性PLA线材的挤出工艺进行优化。以杨木粉粒径、木粉含量、挤出温度、挤出速度为自变量影响因子,以最大弯曲应力、弹性模量、拉伸断裂强度和断裂伸长率为考察对象,考察工艺条件对3D打印用杨木粉和POE-g-MAH共混改性PLA复合材料力学性能的影响,从而确定最优工艺条件为:杨木粉的粒径为200目、杨木粉的含量为10%、拉丝温度为150 ℃、拉丝速度40 r/min,经过单因素试验验证,正交试验直观分析与单因素试验结果趋势一致。表明正交试验分析可用于杨木粉-弹性体共混改性PLA线材工艺的优化。
关键词: 正交试验法; 木粉; 聚乳酸; 马来酸酐接枝聚烯烃热塑弹性体; 最优配比
中图分类号: S 781. 23 文獻标识码: A 文章编号:1001 - 9499(2021)06 - 0044 - 05
聚乳酸(PLA)是来源于可再生的聚合物材料,是广泛运用的生物质材料[ 1 ]。PLA像大部分热塑性塑料一样可以拉成丝状,其表面易于印刷,因此PLA可广泛作为3D打印材料[ 2 - 5 ],但PLA具有韧性差、耐热性差等缺点,这是目前亟待解决的问题[ 6 - 7 ]。
木粉作为天然原料、增强材料被广泛应用到PLA的改性中,有学者对80~120目木粉应用在线材工艺优化进行了研究,并取得了重大进步[ 8 - 10 ],但仍存在木粉在PLA分散不均匀等问题,也未见到更细的木粉粉体应用到3D打印材料的研究中。另外,经项目组前期的市场调研发现,市场上木质粉体-PLA线材在3D打印过程中,由于温度过高出现碳化损坏喷头现象。因此,本研究针对以上问题,选用脉冲-旋流气流干燥杨木粉提高木粉的分散度,以马来酸酐接枝聚烯烃热塑弹性体(POE-g-GMA)为相容剂,采用正交试验法优化杨木粉-PLA线材的挤出工艺,探索工艺条件在3D线材复合材料制备的适应性和可靠性。
1 材料与仪器
1. 1 材 料
聚乳酸颗粒(PLA,东莞市凯西利塑料有限公司),熔流率( 240 ℃,以 2.16 kg 计) 为7.0 g/10 min,密度1.27 g/cm3,;马来酸酐接枝聚烯烃热塑弹性体(POE-g-MAH,AMPLIFY GR216,美国陶氏化学公司),熔流率( 190 ℃,以 2.16 kg 计) 为1.25 g/10 min,比重0.875 g/cm3;润滑剂 (TPW604,美国Struktol公司)。杨木木粉,100~300目,购自灵寿县百丰矿产品加工厂,初含水率9.2%。
1. 2 仪 器
鼓风干燥箱(101-1S,浙江力辰仪器科技有限公司);脉冲-旋流气流干燥机(MQG-50,江苏健达干燥工程有限公司);万能力学实验机(WDW- 20,长春科新实验仪器有限公司);自然堆积密度计(XF-16913,湖南力辰仪器科技有限公司);含水率测定仪(MB23,奥豪斯仪器(上海)有限公司);单螺杆FDM线材挤出机(苏州融杰辉智能科技有限公司);FDM 3D打印机(3DP-150,渭南鼎信创新智造科技有限公司)。
2 方法与结果
2. 1 样品预处理
杨木木粉通过筛网筛分获得100目-、200目-、300目-木粉,经鼓风干燥箱103±2 ℃干燥使其含水率为5.3%±0.2%,再经过脉冲-旋流气流干燥机进行二次干燥,获得终含水率为2.8%±0.2%,干燥条件为进风温度160 ℃,进风速度11 m/s,进料速度30 Hz,获得较好分散性的木粉。
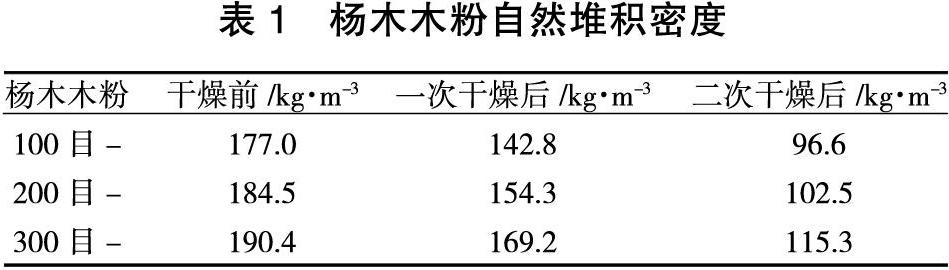
2. 2 堆积密度的测定
按照GB/T 16913-2008 粉尘物性试验标准进行木粉采集和自然堆积密度测试,连续3次测定所得粉尘质量,最大值与最小值之差应小于1 g,取符合要求的3次测量平均值作为测定结果(表1)。
2. 3 正交试验设计
POE-g-MAH含量为3%,润滑剂含量2%,试验选取木粉粒径、木粉含量、挤出温度、挤出速度为考察指标,分别用 A、B、C、D表示,选择木塑复合材料试验件弯曲强度、拉伸强度、弹性模量、断裂伸长率作为评价指标(表2)。
2. 4 试件制备
将 PLA、POE-g-MAH和木粉按照配比,在张家港市米亚格机械有限公司生产的SHR-5A小型塑料高速混合机中混合15 min至均匀。将混合料在单螺杆挤出机在150 ℃进行造粒。将混合后的粒料加入到苏州融杰辉智能科技有限公司的单螺杆3D线材挤出机中挤出成型,挤出成型的线材经过(1.75±0.02) mm的孔径,冷却水冷却,使用游标卡尺测量直径在(1.75±0.05) mm范围内,置于恒温恒湿箱(25±2) ℃陈放24 h。
首先根据GB/T9341–2000与GB/T 1040.1- 2018标准使用Solidworks软件(Solidworks2016,达索系统Solidworks公司)绘制弯曲试件与拉伸试件的三维模型,保存格式为*.stl格式,将该文件导入到3D打印控制软件ReplicatorG。在控制面板中设置打印喷头目标温度为180 ℃,层高0.2 mm,将模型分层切片成3D打印机可识别的Gcode代码,同时开启FDM3D打印机(3DP- 150,渭南鼎信创新智造科技有限公司),并将制得的PLA-杨木粉线材载入3D打印机送丝机构,逐层堆积分层打印,最终打印出弯曲试件与拉伸试件的实体。
对3D打印得到的拉伸试件和弯曲试件,使用细砂纸打磨平整光滑,分别按照GB/T9341–2000与GB/T 1040.1-2018标准使用万能力学实验机(WDW-20,长春科新实验仪器有限公司)进行力学试验测试,通过对比PLA力学性能的差异,确定3D 打印的线材的制备工艺最优条件。
3 结果与分析
3. 1 正交试验结果
由L9(34)正交试验结果(表3)、极差分析(表4)和方法分析(表5)可知:以弯曲强度为评价指标时,4种因素影响作用的强弱为 B>A>D>C,最佳的工艺条件为A1B1C2D3,因素B呈极显著性;在以弹性模量为评价指标时,4种因素影响作用强弱为C>D>B>A,最佳的工艺条件为A1B3C2D3,因素C呈极显著性;在以拉伸强度为评价指标时,4种因素影响作用强弱为D>C>A>B,最佳的工艺条件为A1B3C2D2,但各因素均不显著;在以断裂伸长率为评价指标时,4种因素影响作用强弱为D>C=A>B,最佳的工艺条件为A2B2C3D2,各因素均不显著。综合结果来看,正交试验确定的最佳工艺条件为A2B1C2D2,即杨木粉的粒径为200目,杨木粉的含量为10%,拉丝温度为150 ℃,拉丝速度40 r/min。
3. 2 杨木木粉含量对PLA/杨木粉复合材料力学性能的影响
结合最佳实验条件對木粉含量的力学性能进行试验验证(图1),以不添加木粉的PLA/POE-g- MAH最佳工艺条件下的材料作对照样。添加木粉复合材料的弯曲强度小于不添加的;弹性模量略高于不添加的,说明木粉对于PLA的弹性模量有一定的增强作用。
随着杨木粉含量的增加,其弯曲强度呈现不断下降的趋势,当杨木粉含量从10%提高到25%时,弯曲强度从75.62 MPa 降为59.28 MPa,降低了21.6%。当杨木粉的含量在10%时,能够在PLA中分散均匀,PLA渗入到杨木粉内部的纤维孔隙中作为粘结剂,使杨木粉中的纤维会发生彼此交叉、缠绕,加强了PLA/杨木粉复合材料的力学性。但随着杨木粉含量的提高,杨木粉内部羟基作用,使其在PLA中分散困难,容易出现团聚现象,导致力学性能下降。另外,在打印参数设置相同的情况下,木粉含量越高,线材流动性受到限制,在喷头的流动性较差,从而降低了PLA/杨木粉复合材料的力学性能,这与前人研究是一致的[ 11 - 12 ]。
3. 3 温度对PLA/杨木粉复合材料力学性能的验证试验
由温度对PLA/杨木粉复合材料弯曲强度和弹性模量的影响(图2)可知:温度对PLA/杨木粉复合材料弯曲强度和弹性模量存在一定影响。随着温度的增加,其弹性模量和弯曲强度呈先上升后下降的趋势。在150 ℃加工温度时,PLA/杨木粉复合材料的弹性模量为3 143.9 MPa,相对于110 ℃的弹性模量2 845.5 MPa,提高了10.49%,相比对照样的3 003.1 MPa提高了4.69%,
当温度升高为170 ℃时,PLA/杨木粉复合材料的弹性模量略有下降,为3 116.3 MPa,降低了0.88%。其原因可能是温度升高,增加高弹性体POE-g- MAH在PLA树脂中的熔融流动性,有利于POE-g-MAH与PLA中形成良好的交联,有效的包裹木粉,当外力施加到PLA/杨木粉复合材料时,外力通过系统能够有效传递到杨木粉上,从而使PLA/杨木粉复合材料的弹性模量得到提高,但是随着温度继续升高,会使发生木粉轻微的降解,从而影响弹性模量。
4 结 论
4. 1 正交试验得到力学性能最佳的工艺条件为A2B1C2D2,即杨木粉的粒径为200目,杨木粉的含量为10%,拉丝温度为150 ℃,拉丝速度40 r/min。木粉含量对弯曲强度的显著性极强,拉丝温度对弹性模量的显著性极强,工艺条件对于拉伸强度和断裂伸长率影响不显著。通过实验结果验证,正交试验方法可用于杨木粉-弹性体共混改性PLA线材工艺的优化。
4. 2 当杨木粉含量增加时,杨木粉-弹性体共混改性PLA的弯曲强度与弹性模量均不断下降,当添加量从10% 增加到25%时,弯曲强度下降了21.6%。
4. 3 当温度升高时,杨木粉-弹性体共混改性PLA的弯曲强度与弹性模量呈先增大后减小,150 ℃加工温度相对于110 ℃的弹性模量2 845.5 MPa,提高了10.49%。
4. 4 下一步研究会采用分析木粉、POE-g-MAH对于PLA的改性机理;对比不同的可反应相容剂、不可反应想容剂和偶联润滑剂含量对于木粉-弹性体共混改性PLA力学性能和机理的研究。
参考文献
[1] 刘一楠. 冷却速率及纤维形态对木纤维/聚乳酸复合材料性能的影响[D]. 北京: 中国林业科学研究院, 2014.
[2] 李雄豪.纤维增强PLA的3D打印材料制备及力学性能分析[D].杭州: 浙江农林大学, 2018.
[3] 姜洪丽. 木粉含量对木粉/PE-HD复合材料力学性能的影响[J].泰山医学院学报, 2007(4): 256 - 259.
[4] 卢秉恒. 3D打印正进入发展期[J]. 信息技术与信息化, 2014(9): 6.
[5] 王雪莹. 3D打印技术与产业的发展及前景分析[J]. 中国高新技术企业, 2012(26): 3 - 5.
[6] 陈新伟. 三维喷绘机器人喷墨机理研究[D]. 天津: 南开大学, 2009.
[7] 张文杰 . 硅烷偶联润滑剂对 PP 基木塑复合材料力学性能的影响 [J]. 科技信息, 2013(13):3–4.
[8] 郭文静, 鲍甫成, 王正. MAPP 相容剂对 WF/PLA 复合材料性能的影响[J]. 塑料, 2009, 38(4): 7–9.
[9] 许民, 毕永豹, 宋永明. 杨木木粉/聚乳酸复合材料的制备及其在3D打印上的应用[J]. 科技导报, 2016, 034(019): 132 - 137.
[10] 杨兆哲. 杨木粉/PLA复合材料的研究及其在3D打印中的应用[D]. 哈尔滨: 东北林业大学, 2018.
[11] Fang L, Gengbin Z, Polytechnic D. Effect of Different Compatibilizers on Properties of PLA/Wood Flour Composites for FDM[J]. Plastics Science and Technology, 2019.
[12] Ayrilmis N, Kariz M, Kwon J H, et al. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials[J]. International Journal of Advanced Manufacturing Technology, 2019.
第1作者简介: 戴旭阳(1999-), 男, 本科。
通讯作者: 陈峰(1984-), 男, 讲师, 博士, 主要从事木材干燥及生物质复合材料的研究。
收稿日期: 2021 - 08 - 17
(责任编辑: 李 丹)
