车身点焊、抽芯铆接及胶铆接头的拉剪强度对比分析
2020-12-28高剑峰黄忠水胡青平
高剑峰,黄忠水,张 浩,胡青平
(北京奔驰汽车有限公司,北京 100176)
0 引言
在以钢材为主的车身结构中,电阻点焊是最重要的连接技术之一。一个完整的车身结构所包含的焊点数量通常可以达到4 000~6 000个[1]。根据功能及作用大小,车身焊点大致可分为关键焊点、普通焊点和工艺焊点:关键焊点通常处于主要载荷的传递路径上,是影响车辆性能(如碰撞安全、结构耐久等)的主要因素之一[2-4],焊点质量不良会引起较高的性能损失风险;普通焊点主要起连接作用,对结构性能的影响较小,承受的载荷也较小,强度余量较高;工艺焊点则主要用于保证制造可行,强度要求较低。
在车型开发前期的样车试制或小批量生产验证过程中,焊点漏焊或焊点质量不良是人工操作工位上最常见的问题类型之一。特别是发生在关键位置的点焊缺陷,可能对碰撞、耐久性能评价的准确性产生影响,需要尽量按照设计要求进行修复。在焊点修复的方法中,二次点焊是最好的处理方法,修复后的连接区域性能差别很小[5],但适用场景有限,只能在具有足够操作空间的情况下进行;当焊点缺陷发现于车身总成甚至成车之后,则可能不再具备点焊操作可行性,只能在以尽量贴近设计状态和设计要求的原则下,以塞焊、抽芯拉铆等连接方式作为补偿措施。
国内外学者对车身点焊接头的性能表现进行了许多研究。有通过试验方法进行对比分析的,例如黄志超等对比了电阻点焊、自冲铆接与无铆钉铆接的强度[6];王华锋等研究了胶接接头、胶焊接头与点焊接头的剪切拉伸疲劳行为[7];宇慧平等对双相钢的点焊接头进行了拉剪试验,讨论了高强钢点焊接头的结构特点[8];高剑峰等对车身焊点及其修复替代接头的剪切拉伸强度进行了对比分析[9];也有许多通过有限元仿真方法进行对比分析的,如蒋小晴、高书娜等讨论了不同目标工况下点焊接头建模方式的仿真结果差异[10-11];陈更等对比研究了胶焊接头、点焊接头和胶接接头在高速、低速碰撞工况下的刚度表现[12];季钰荣等在碰撞仿真中添加焊点失效准则,提升了仿真模型的准确度[13]等。此外,随着结构胶在车身设计中的应用,国内外对结构胶所展开的性能研究也不少,如国外的Silva L.F.M.、Darwish S.M.H., Biswajit Tripathy以及国内的李永兵、周江奇等学者就对结构胶在车身结构强度及疲劳耐久性能方面的作用进行了大量的对比讨论[14-19]。考虑到结构胶在连接强度方面的功能,如果将其与抽芯铆接组合为胶铆连接,与现有方式(MIG塞焊或抽芯铆接)相比可能是车身焊点修复的更好方案。但这方面的对比研究及论述尚未见到。
基于以上论述,本研究以双相钢CR440Y780T与低合金高强钢CR340LA为基材,以实际生产中常用的多鼓型抽芯铆钉、结构型抽芯铆钉、环氧树脂基结构胶Betamate 1630及聚氨酯结构胶Teroson PU6700为变量,通过对比不同试验组合在剪切拉伸试验下的表现,为车身焊点的修复方案提供试验和理论依据。
1 试验方案与试样准备
1.1 点焊接头的受力分析
由于焊点承受拉应力载荷时会引起严重的应力集中现象,点焊接头抗拉能力明显低于抗剪能力,因此车身设计时通常会尽量利用焊点的抗剪能力来实现载荷传递。
拉剪试验被广泛应用于接头机械性能测试,是评价接头静态强度的主要方法之一[20-21],本研究使用拉剪试验对比不同连接方式的车身接头的强度表现。在拉剪工况下,点焊接头主要承受剪切应力,此外还有一部分由于载荷偏心引起的附加拉应力,如图1所示。
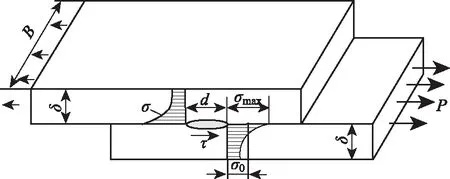
图1 焊点区域的剪切应力分布
1.2 试验方案
以某车型在前期样车试制中曾经发生的焊点漏焊问题为例,漏焊焊点所连接的零件分别为B柱加强板(材料为双相钢CR340Y780T,厚度1.6 mm)及安全带固定支架(材料为低合金高强钢CR340LA,厚度1.2 mm)。
以上案例中的钢材同时也广泛应用在车身的其他关键受力结构上,是车身材料中超高强钢和高强钢的典型代表,因此本研究以这两种钢材的连接作为试验对比分析的研究对象。再以生产中实际应用的多鼓型抽芯铆钉、结构型抽芯铆钉、胶Betamate1630、胶PU6700为变量,设计如下试验组:
第1组:点焊连接;
第2组:多鼓型抽芯铆钉连接;
第3组:多鼓型抽芯铆钉+Betamate 1630连接;
第4组:多鼓型抽芯铆钉+Teroson PU6700连接;
第5组:结构型抽芯铆钉连接;
第6组:结构型抽芯铆钉+Betamate 1630连接;
第7组:结构型抽芯铆钉+Teroson PU6700连接。
对以上7组样件进行剪切拉伸试验准备:
基材选择,如前所述选择厚度为1.6 mm的双相钢CR440Y780T(屈服强度440 MPa,抗拉强度780 MPa)及1.2 mm的低合金钢CR340LA(屈服强度340 MPa,抗拉强度410 MPa)为拉伸试样基材;试样尺寸,宽度选择参考焊点设计要求(焊点间隔30 mm),长度选择根据试验机需要,确定单件试样尺寸为150 mm×30 mm,两片试样的搭接长度参考实际车身设计状态,确定为30 mm,如图2所示。
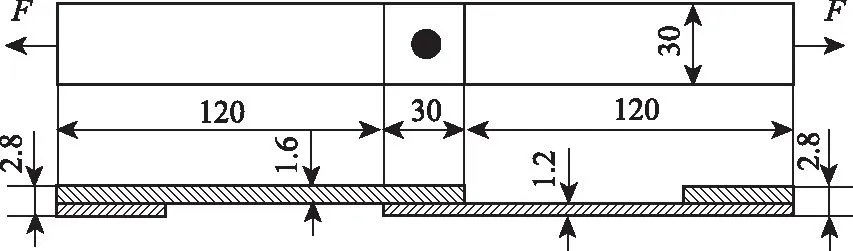
图2 拉剪试验样件示意图
此外,为了保证拉伸试验过程中焊接/铆接中心点和力的作用线在同一直线上,需在试样两端附上垫片。增加垫片后两端厚度均为2.8 mm(1.6 mm+1.2 mm),如图2所示。
使用万能试验机Zwick Roell Z250(见图3)进行剪切拉伸试验,拉伸试验速率:屈服及屈服前0.000 25/s,屈服后0.006 7/s。
图3 万能材料试验机Zwick Roell Z250
1.3 试样制备
点焊样件:焊接电流7 700 A,电极压力3.1 kN,焊接时间380 ms。在图2中连接点标记处进行焊接,焊核直径5.4 mm。
抽芯铆接样件:多鼓型铆钉如图4所示,本体直径6.5 mm,芯轴直径4.25 mm,夹紧范围2.0~4.5 mm;结构型铆钉如图5所示,本体直径6.5 mm,芯轴直径4 mm,夹紧范围2.0~5.0 mm。铆接之前,在图2中连接点标记处开孔,孔径为6.7 mm。钻孔后,第2、5组试样直接用对应铆钉连接,第3,4,6,7组试样用涂胶后的对应铆钉(涂胶区域如图6所示)连接。铆接后,铆钉头部带环氧树脂基结构胶Betamate 1630的试验件(即第3组及第6组)还需要在烤箱内以180 ℃烘烤30 min,使胶完全固化。铆接组试样的开孔直径、涂胶区域等各项参数与实车应用时保持一致。

图4 多鼓型铆钉(单位:mm)
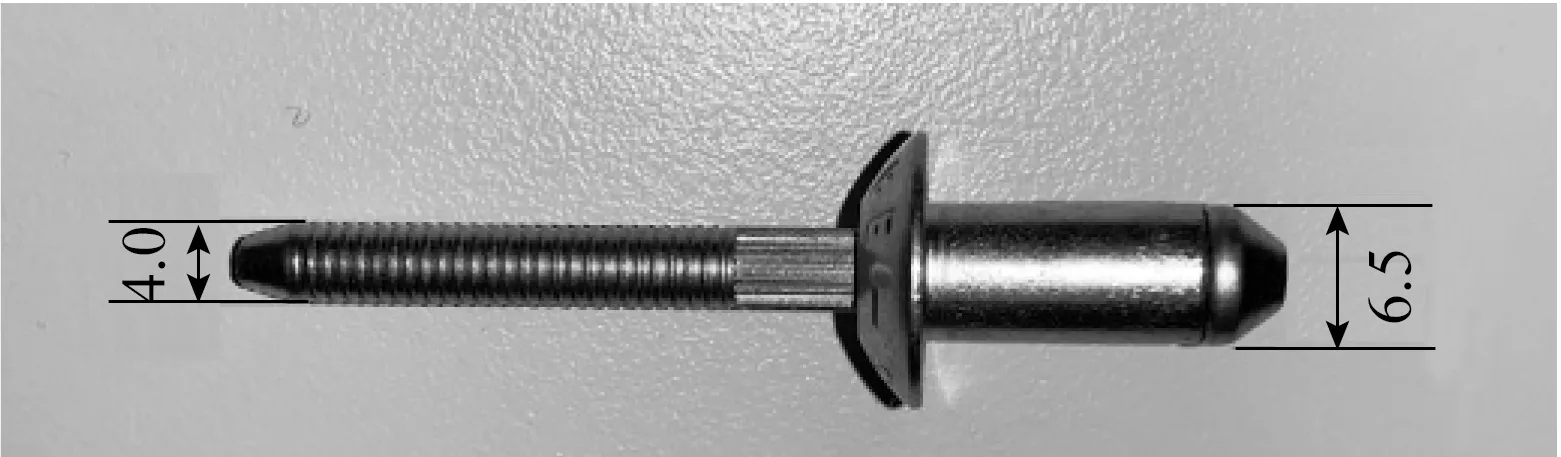
图5 结构型铆钉(单位:mm)
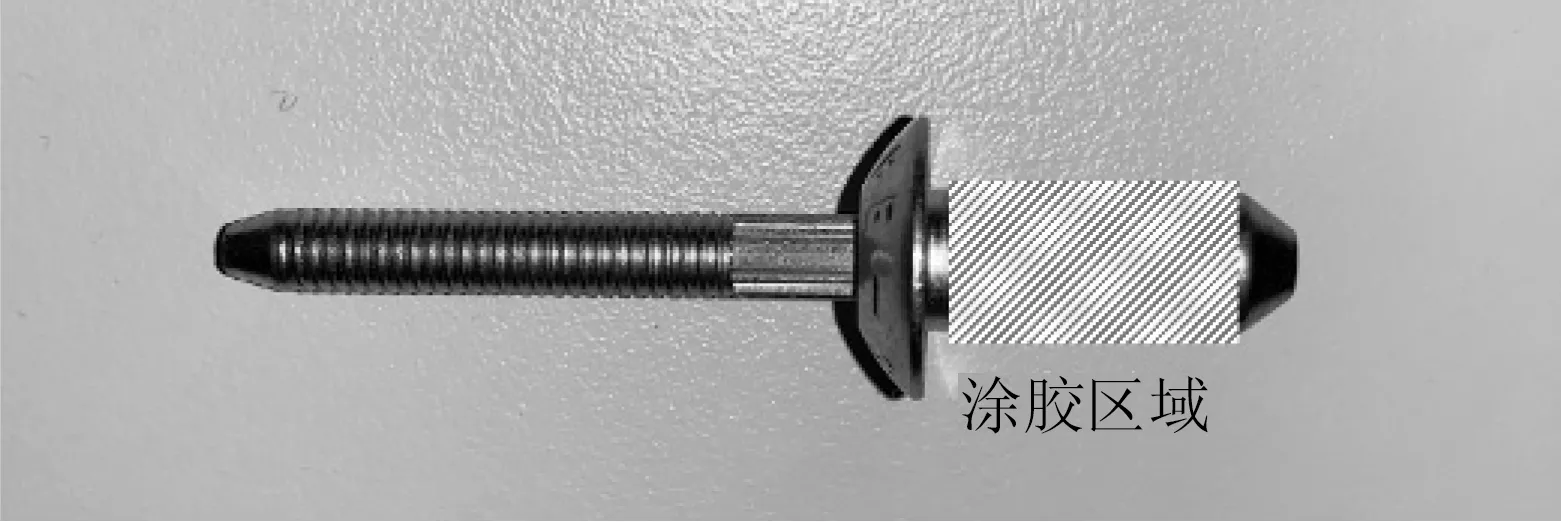
图6 钉头涂胶区域
每组试验各制备3件试样,如表1所示。
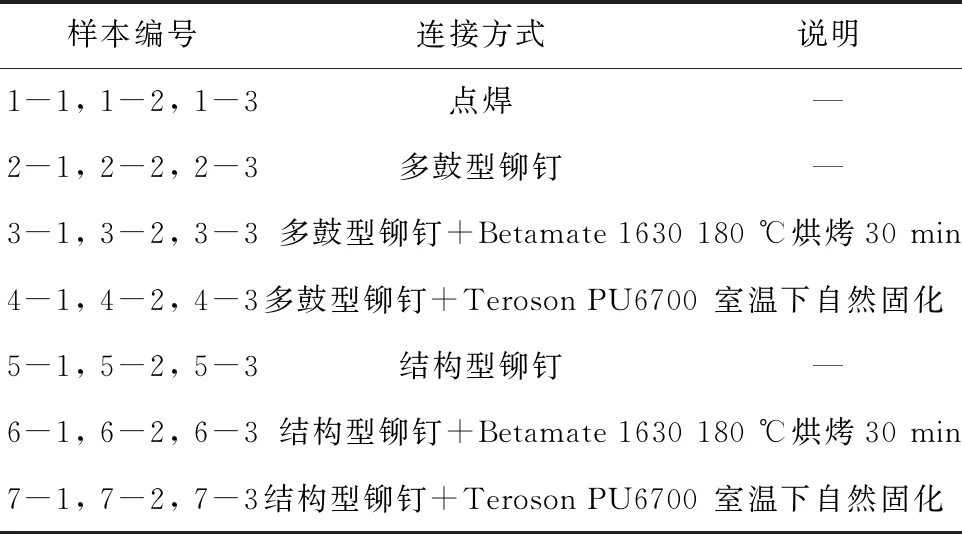
表1 试验方案
2 试验结果及对比分析
2.1 电阻点焊样件的试验结果与分析
图7为拉剪试验的载荷-位移曲线,表2为拉伸试样的最大拉伸力及破坏形式。如图表中所示,3个点焊接头试样的最大拉力平均值为12.2 kN;破坏形式上,均在热影响区发生破坏。
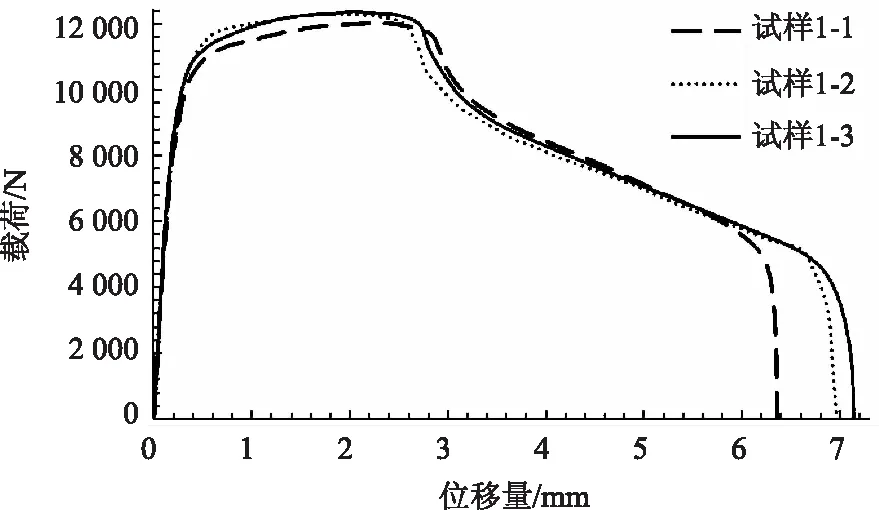
图7 点焊样件载荷-位移曲线
2.2 铆接样件的试验结果与分析
图8为铆接各组试样的拉伸载荷-位移曲线,表3~表8为铆接各组试样的失效载荷与破坏形式。第2组(多鼓型铆钉)失效载荷平均值为6.8 kN,拉伸破坏时铆钉本体断裂,CR340LA基材开孔处可见塑性变形;第3组(多鼓型铆钉+胶Betamate 1630)失效载荷平均值为7.36 kN,拉伸破坏时铆钉本体断裂,基材开孔处只有轻微变形;第4组(多鼓型铆钉+胶Teroson PU6700)失效载荷平均值为6.8 kN,破坏形式与第1组类似;第5组(结构型铆钉)失效载荷平均值为7.87kN,拉伸破坏时铆钉本体断裂,基材CR340LA开孔处有明显变形;第6组(结构型铆钉+胶Betamate 1630)失效载荷平均值为9.91 kN,发生破坏时铆钉本体断裂,3根试样基材的开孔处发生的变形程度不一;第7组(结构型铆钉+胶Teroson PU6700)失效载荷平均值为7.61 kN,破坏形式与第5组类似。
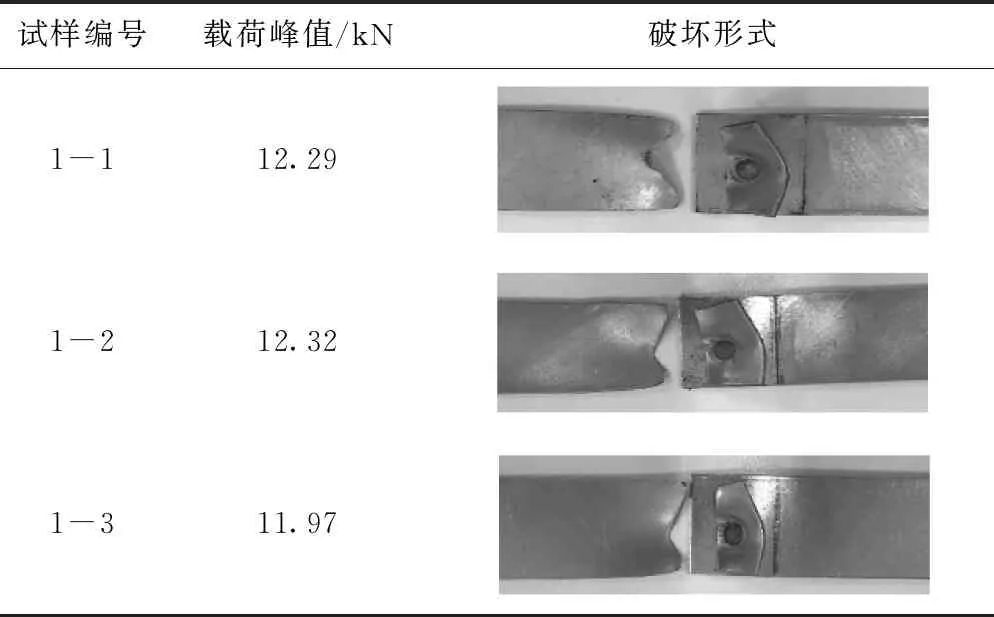
表2 点焊接头试样载荷峰值与破坏形式
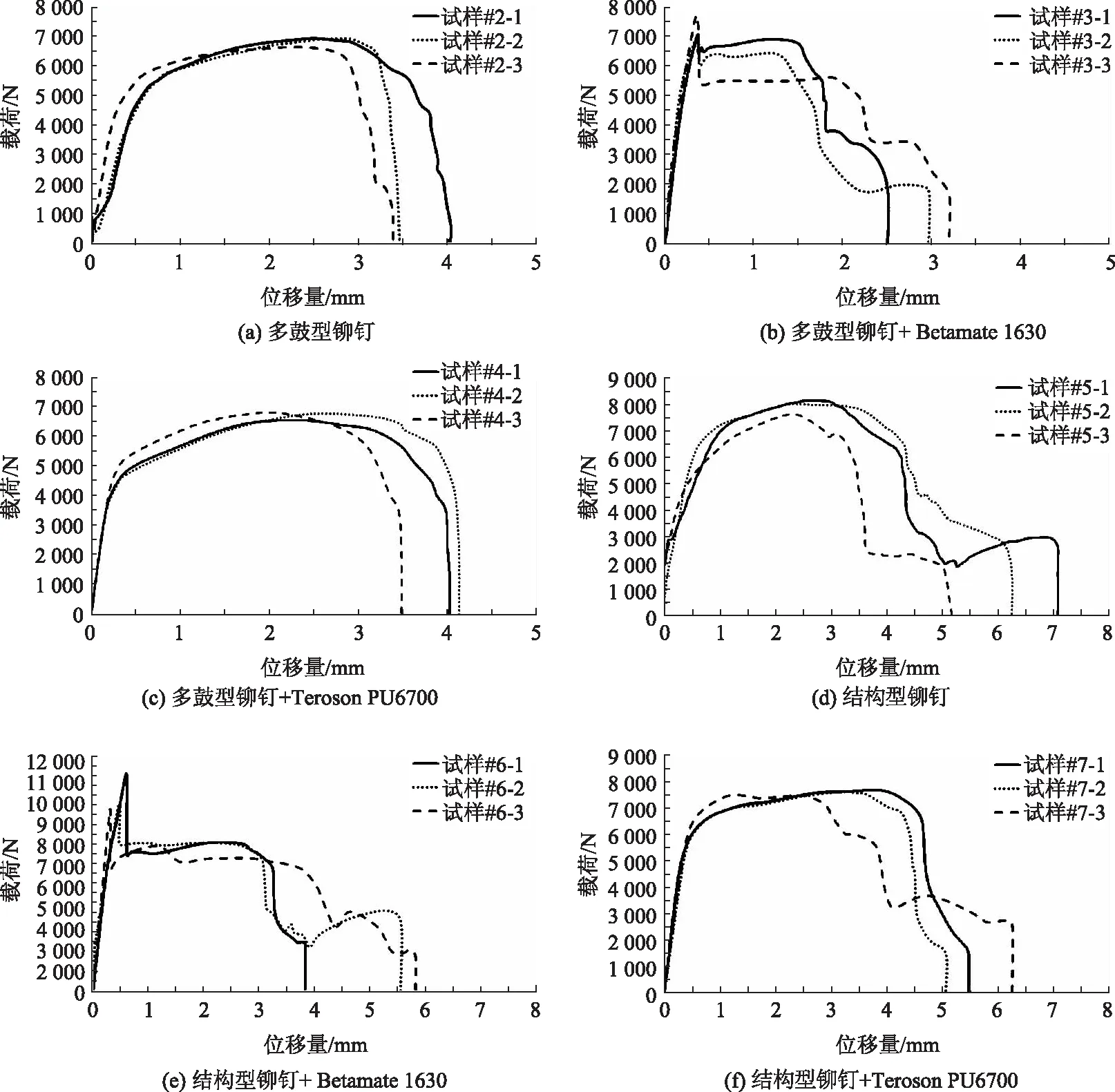
图8 各组铆接试样拉伸曲线
对比分析各组试样的试验结果,可以得出以下结论:
(1)对比图8(a)及图8(d),结构型铆钉连接的拉剪强度比多鼓型铆钉连接提升约15%。原因在于多鼓型铆钉铆接后铆芯断口在钉帽之下且断口不平,剪切过程中承载断面较小;而结构型铆钉铆接后铆钉断口平整,剪切拉伸过程中能提供更大的承载断面,如图9所示。
(2)图8(a)与图8(b)、图8(d)与图8(e)
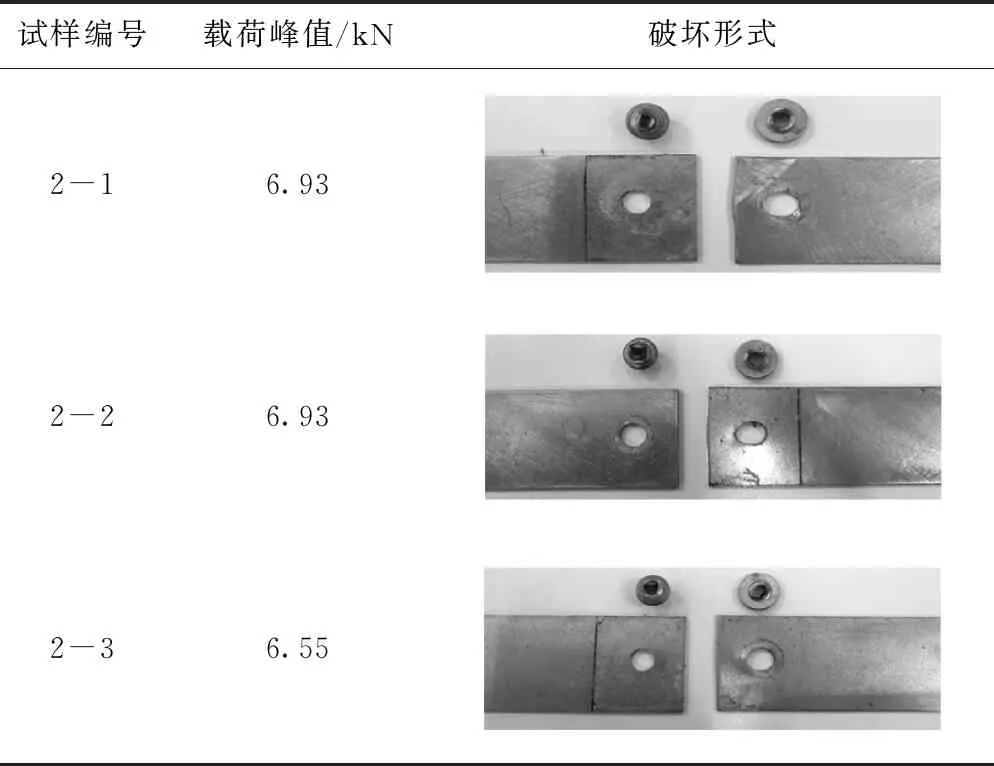
表3 失效载荷与破坏形式(第2组)
两组对比说明,胶Betamate 1630可以有效提升铆接接头强度,但提升效果不稳定,受人工涂胶不均匀的影响较大:涂胶量大、钢板间黏接质量好且黏接面大的试样,失效载荷较高且变形更均匀,反之则失效载荷较低且铆接孔附近局部变形明显。
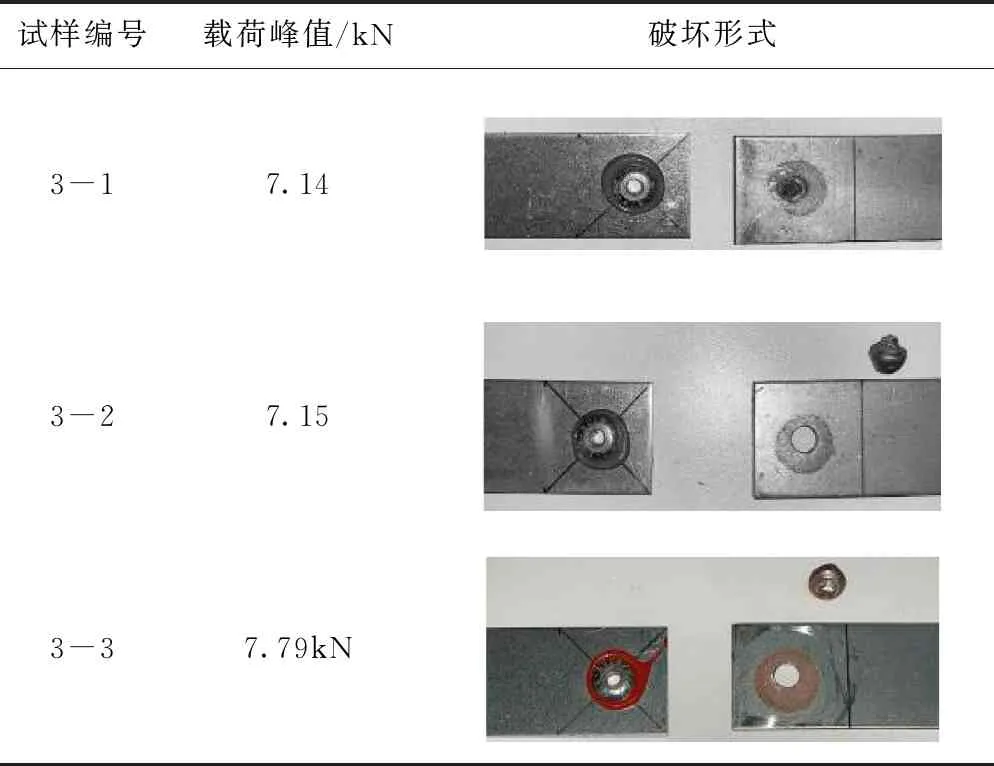
表4 失效载荷与破坏形式(第3组)
(3)图8(a)与图8(c)、图8(d)与图8(f)两组对比说明,胶Teroson PU6700对铆接接头强度没有明显影响。这一结论同样体现在接头失效形式上:无论涂胶,不同涂胶样件之间的破坏形式基本没有变化。
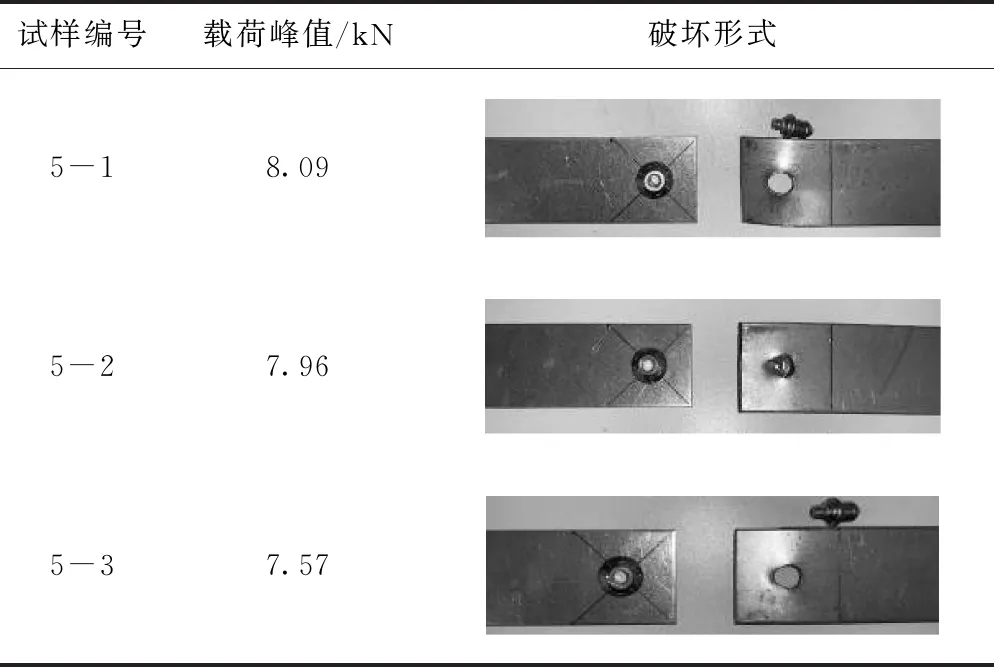
表6 失效载荷与破坏形式(第5组)
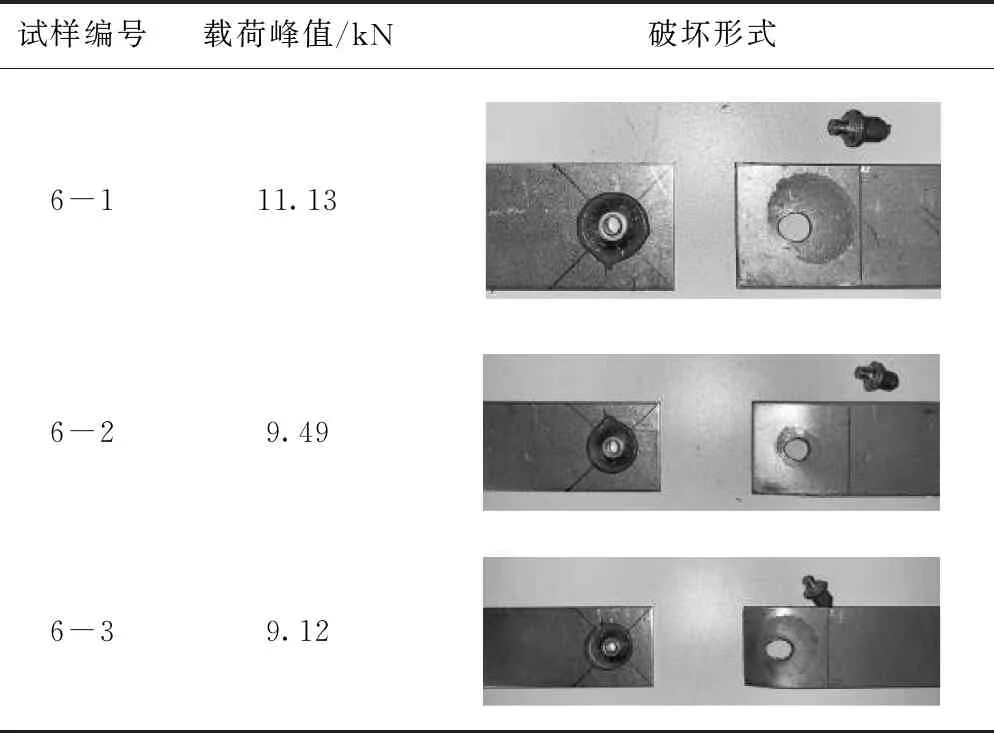
表7 失效载荷与破坏形式(第6组)
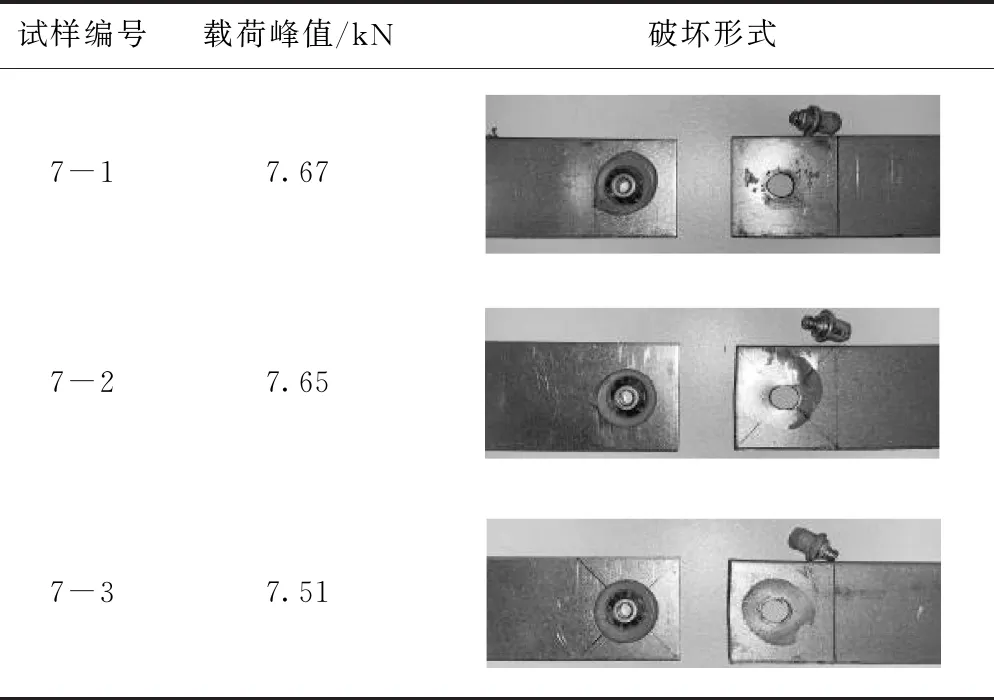
表8 失效载荷与破坏形式(第7组)
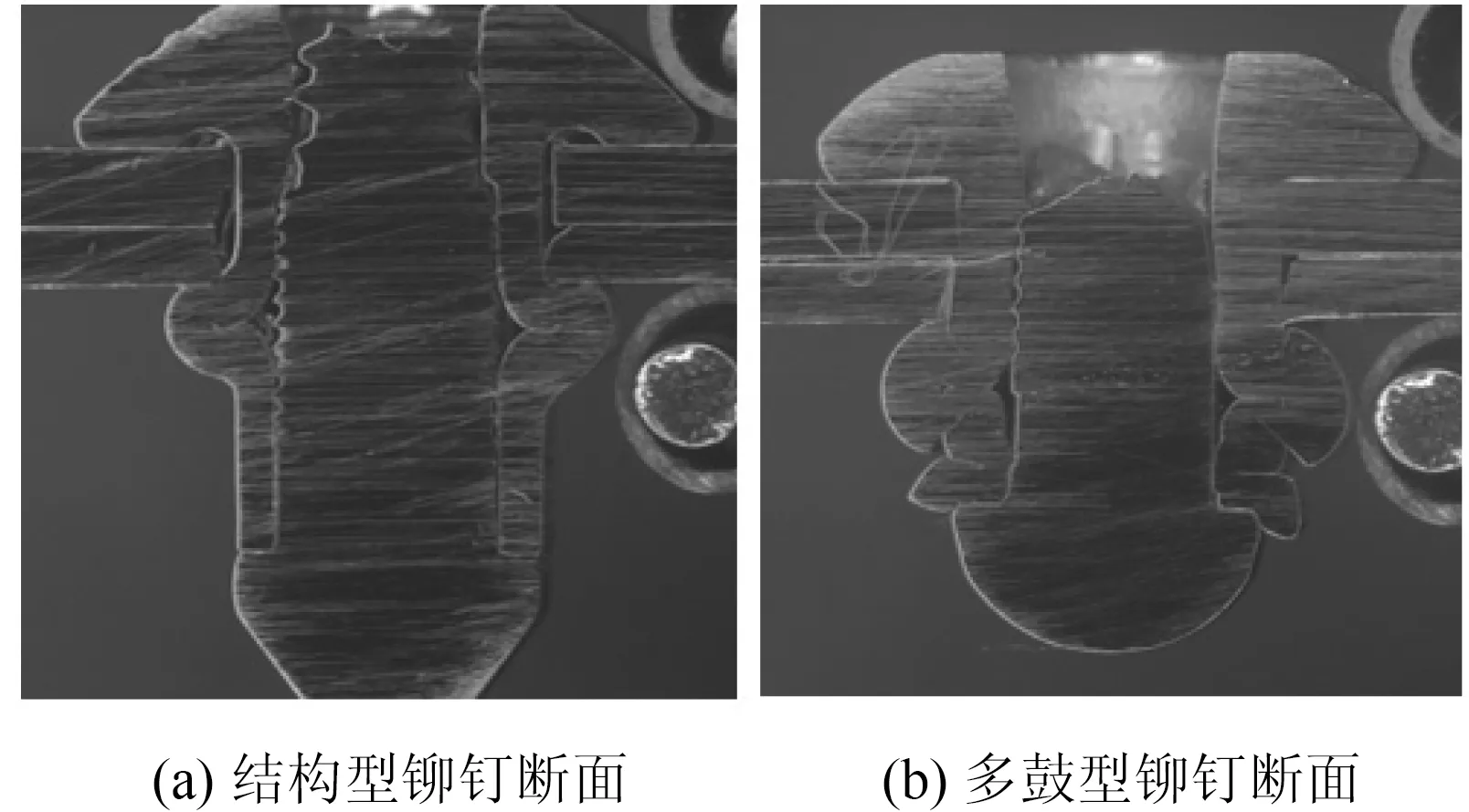
图9 断面对比
3 结论
本研究以双相钢与低合金高强钢为基材,对比分析了点焊接头、抽芯铆接接头与胶铆接头在拉剪工况下的表现,得出了以下结论:
(1)结构型铆钉强度高于多鼓型铆钉,但铆接后铆钉尾部较长,对空间要求高,在空间允许的情况下应作为应用首选。
(2)各组铆接接头试样中,结构型铆钉与环氧树脂结构胶Betamate 1630的组合强度最高,是修复或替代失效焊点的最佳选择,但只适用于未喷漆之前的车身修复(Betamate 1630需要在180 ℃下烘烤30 min)。
(3)聚氨酯结构胶Teroson PU6700不需要长时间高温烘烤,可以在室温下速干,但不能明显提升铆接接头强度,应用中以密封为主要目的。
(4)胶铆接头抗剪强度较点焊接头稍低,且受人工操作波动影响,强度表现也不如点焊接头稳定,因此在实际应用中,应根据失效焊点的具体受力情况设计焊点替代方案,例如在关键位置附近适当增加补充铆点等。在整车实际工况下,焊点受力会比本研究的试验工况更复杂,因此以上的试验结论提供的主要是点焊、抽芯铆接与胶铆接头的定性对比,为实际生产中的问题快速解决提供试验依据。进一步的研究可考虑建立适合不同工况的点焊与胶铆接头有限元模型,通过计算整车典型工况下不同类型接头局部的结构性能差异,为焊点修复方案的实际应用提供具体量化的参考依据。