转载点高浓度干燥细微粉尘治理技术研究
2020-12-28肖高立李凌凯
王 志,肖高立,李凌凯
(1.湖南有色冶金劳动保护研究院,湖南 长沙 410014;2.非煤矿山通风除尘湖南省重点实验室,湖南长沙 410014;3.香花岭锡业有限责任公司,湖南 郴州 424306)
选矿厂产生粉尘的环节主要集中在矿石的破碎阶段,存在着产尘点集中,产尘量大,随着生产的进行而连续不断产尘的特点,如果不加以控制,粉尘的浓度由于生产的进行而不断升高,将对作业环境、机械设备和人员健康造成损害。针对此类问题,国内大部分选矿厂采取了如喷雾洒水等相关技术措施,但局部地方仍存在粉尘飞扬的情况,因此须采取有效措施对转载点进行粉尘治理,香花岭锡选厂破碎工段采用了湿式除尘系统,除尘效果较好,系统运行稳定。
1 转载点产尘特点分析
选矿厂粉尘浓度高大部分是因为细颗粒粉尘在生产运输过程中,不能粘附在粗颗粒上或从粗颗粒上脱落、分离出来而形成粉尘,更为主要的是转载点的高落差,矿石的碰撞、冲击,风流扬尘等共同作用所导致[1],其具体表现在以下几个方面:
1.原矿的含水率低于7%时,在破碎运输过程中粉尘飞扬严重,水分越低,粉尘飞扬越严重[2]。
2.皮带输送机的机头、机尾的高落差落矿和皮带运行速度过大。原矿在转载点处转载时作抛物线运动,在皮带速度较大的情况下,粒径小于76μm的颗粒容易附着在大颗粒上一起作抛物线运动,但小颗粒粉尘将会长期漂浮于空气中而难以降落。已经降落的粉尘在较大矿块的冲击下还会再次扬起,形成二次污染[3]。
3.安装的通风除尘系统设计不合理。安装的机械除尘器系统设计不够合理,一方面引风能力不足,漏风严重;另一方面不能形成合理的流场,导致含尘气体不能按预定密闭通道流动,粉尘抑制困难。
4.运输给料槽设计不恰当。选矿厂多数给料溜槽落矿高度过大,给料方向不合理,一方面易造成撒矿或皮带跑偏,另一方面也加大了矿尘飞扬程度,作业场所粉尘浓度升高,环境污染严重[4]。
2 锡选厂产尘点粉尘特性分析
通过现场各产尘点的粉尘浓度测试,测试点位于产尘点下风侧1 m左右呼吸带高度,测试时间30 min,测试流量20 L/min,各产尘点粉尘浓度测试结果见表1。

表1 锡选厂破碎车间粉尘浓度测定
根据表1测试结果,对比标准《工作场所空气中粉尘容许浓度》(GBZ 2.1-2019)不超过 1 mg/m3,破碎车间所有产尘点粉尘浓度均超标,甚至严重超标。
同时,为了更为细致地掌握粉尘的物理特性,对各产尘点粉尘的分散度进行了统计。粉尘分散度统计见表2。

表2 锡选厂破碎车间粉尘分散度测定统计
根据表2测试结果,粗碎粉尘粒径41.8%在40 μm以上,中碎主要集中在20~30μm之间,细碎主要集中在5μm以下占71.5%;同时,粉尘潮湿具粘滞性。据此,粗碎与中碎产生的粉尘可以机械湿式除尘的方式进行治理。对于细碎中小于5μm的粉尘,若采用机械收尘的方式对粉尘的捕集率较低,建议采用超声高压雾化的方式进行处理[5]。
3 除尘系统方案研究
香花岭锡选厂破碎车间破碎工段现日处理量为300 t/d,破碎、筛分设备作业率为70%,破碎车间细碎之前采用的是“三段破碎一闭路”其流程图如图1所示。
根据锡选厂破碎车间产尘点的现状,除尘系统形式采用分散式除尘系统,即将圆锥破碎机、4#、5#和6#皮带生产流程相对较近且粉尘浓度较大的产尘点划分在同一除尘系统中,除尘器采用CLS/A新型水膜除尘器[6],除尘系统工艺流程如图2所示。
3.1 除尘系统总风量[7]
根据锡选厂设备型号及现场测试资料,查通风除尘设计手册得出相应排尘风量如下:
1.标准圆锥破碎机。圆锥破碎机型号为PEB-900,由此可查得入料口风量为1 300 m3/h,卸料口风量为 4 200 m3/h,可得其排尘风量为 5 500 m3/h。
2.短头圆锥破碎机。圆锥破碎机型号为PED-900,同样可查得入料口风量为1 300 m3/h,卸料口风量为 4 200 m3/h,可得其排尘风量为 5 500 m3/h。
除尘系统需风量见表3。

表3 锡选厂除尘系统排尘风量
根据实际产尘量为11 500 m3/h,拟使用独立除尘系统,即利用除尘风管将含尘空气送至除尘器处理。考虑到除尘风机的备用余量及除尘器的漏风系数,取1.05,实际处理风量为12 075 m3/h。
3.2 除尘阻力计算[7,8]
3.2.1 管道内气体流速的确定
由于锡选厂输送含有重矿物粉尘的空气,风管内最小风速为:垂直风管14 m/s,水平风管16 m/s。
3.2.2 除尘管道直径与气体流量的计算
1.气体流量的计算。对于圆形管道的气体流量计算公式为:

对于矩形管道的气体流量计算公式为:

2.排尘管道直径计算:

式中:Q为流量/m3·h-1;D为管道内径/m;a、b为矩形边长/m;ν为流速/m·s-1。
除尘系统各段管路直径计算结果见表4。

表4 除尘系统各管道直径计算结果
3.2.3 管道中的阻力损失计算
1.管道摩擦阻力损失。含尘气体,在通过任意形状的管道横截面时,其摩擦阻力损失为:

式中:ΔPL为摩擦阻力损失/Pa;λ为摩擦阻力系数;υ为气流速度/m·s-1;L为管道长度/m;D为管道直径/m;ρ为气体密度/kg·m-3,取 1.2 kg/m3。
2.局部阻力损失计算。局部阻力损失在管件形状和流动状态不变时正比于动压,可按下式计算:

式中:ΔPζ为局部阻力损失/Pa;ζ为局部阻力系数;ρ为气体密度/kg·m-3;取 1.2 kg/m3;υ为流速/m·s-1。
3.管道的总压力损失。除尘系统管道的总压力损失是直管的摩擦压力和管道中局部压力损失之和:

式中:m为流体压力损失附加系数,m=1.15~1.2。
3.2.4 除尘系统的总压力损失
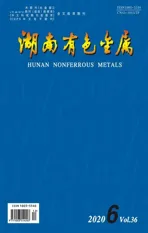
除尘系统的总压力损失是管道压力损失和各设备压力损失之和。根据式(6)阻力计算公式计算各段阻力见表5。
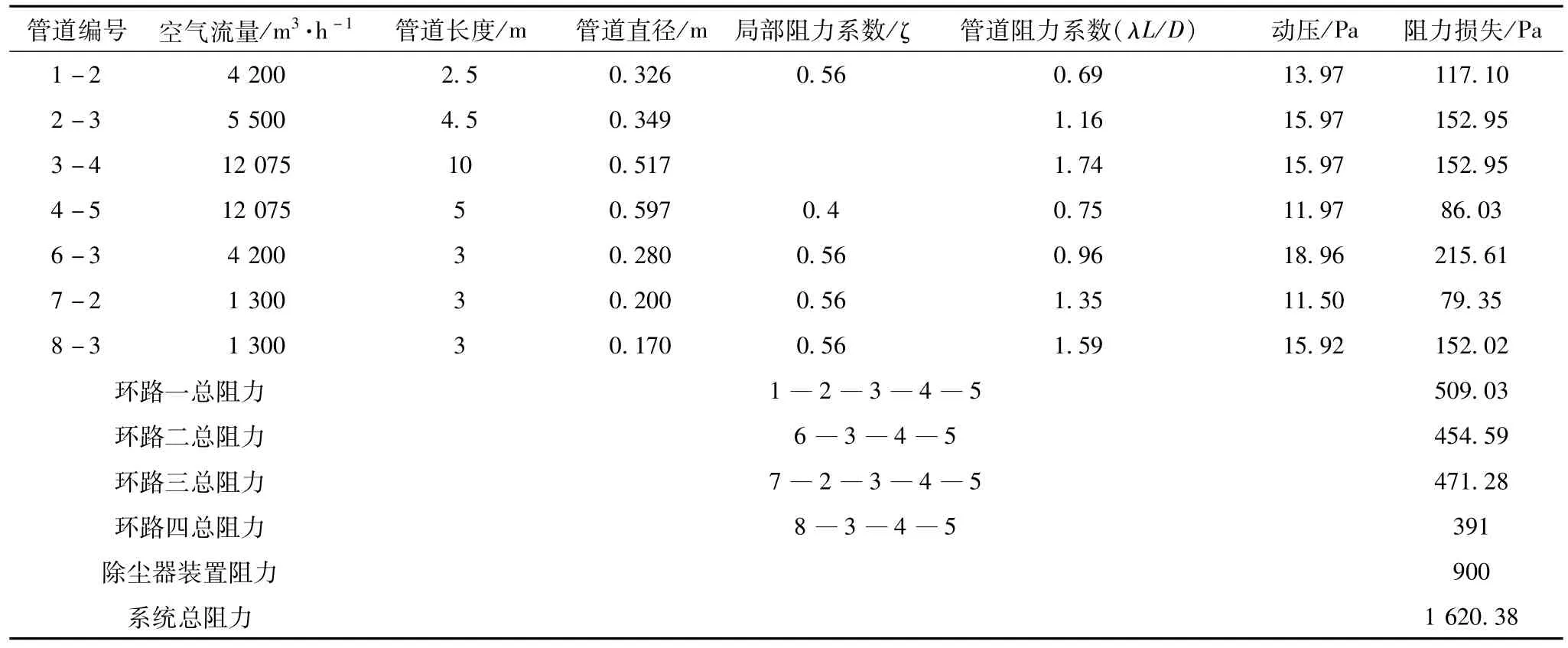
表5 锡选厂除尘系统阻力计算
3.3 除尘风机选择
根据风量12 075 m3/h,管道阻力为509.03 Pa,除尘器装置阻力为500~1 000 Pa,此次取900 Pa,得出系统总压力1 620.38 Pa,选择风机型号为:Y9-38NO7.1-11 kW,压力1 784~1 873 Pa,处理量9 219~12 292 m3/h;电机型号为:Y160M-4(11 kW)。
4 除尘效果测评分析
锡选厂破碎车间除尘系统经过近一个月的工程实施、系统调试,试运行后,进行了第二次产尘点粉尘浓度测试,测试仪器、测点布置和测试方法与治理前相同,表6给出了治理前后同一测点粉尘浓度大小对比。

表6 锡选厂破碎车间粉尘治理前后浓度对比
从粉尘浓度对比结果可以看出,锡选厂破碎车间除尘系统运行效果较好,粉尘浓度值均符合工作场所粉尘容许国家相关标准。
同时,还对排放筒排放浓度进行了测定,测定结果见表7。
表7 排放筒排放浓度测定
根据测定结果,得出排放筒颗粒物外排浓度均值为34.52 mg/m3,符合国家相关规范中规定的颗粒物排放浓度标准(≤120 mg/m3)。
5 结 论
锡选厂破碎车间除尘系统运行稳定,产尘点粉尘浓度由最高的 48.32 mg/m3,下降到 0.73 mg/m3,除尘效率达98.49%,排放筒颗粒物排放浓度远低于国家标准,降尘效果好。作业点粉尘浓度的降低,改善了工人的工作环境,保障了企业的安全生产,本除尘系统对类似产尘点除尘提供了解决途径,具有借鉴意义。