黄沙坪铅锌矿无石灰高效分选与清洁生产新工艺试验研究及应用
2020-12-28龙会友陈鹏飞黄神龙
龙会友,胡 振,陈鹏飞,黄神龙
(湖南有色黄沙坪矿业有限公司,湖南 郴州 424421)
为落实国家绿色发展战略,建成绿色可持续发展型矿山企业,湖南有色黄沙坪矿业有限公司根据自身发展需要[1],根据原高碱度条件下铅锌矿分选过程存在浮选尾矿水pH值高、COD高、重金属离子高、生产配给药系统复杂设备故障频繁、尾矿废水循环利用致使有害因子聚集、增加废水处理成本等问题,通过技术升级改造,采用新型浮选铅捕收剂HQ77,抑制剂 D82-1、D82-2,选锌捕收剂 HQ66,活化剂硫酸铜,抑制剂D52替代原高碱(石灰)条件所用浮选药剂进行铅锌无石灰分选,以前期可选性探索试验研究数据为基础,开展铅锌无石灰分选清洁生产新工艺工业调试生产[2],开发出适合黄沙坪中深部开采出的非稳定性铅锌矿无石灰分选工艺,有效降低生产尾矿水COD含量,达到排放标准,为企业的长效绿色发展奠定基础。
1 原矿来源及基本性质
1.1 矿石来源
矿石来源于黄沙坪井下多中段开采混合矿石,原矿经三段一闭路流程破碎后,矿石粒度达8~10 mm,然后存储于磨浮车间6个细矿仓作为调试生产入磨原矿。矿石属中细粒不均匀嵌布的多金属硫化铅锌矿,其中,铅、锌、铁、银为主要回收有价矿物[3]。
1.2 原矿物相分析
原矿铅锌物相分析见表1,现场入选铅锌原矿主要以铅锌硫化矿为主,含有少部分氧化铅锌矿。

表1 铅锌主要物相分析 %
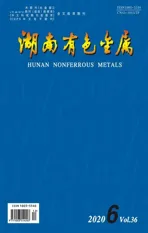
1.3 原矿粒度分析
根据原矿硬度性质及矿物嵌布特性,采取现场取样进行粒度筛析,分析现有磨矿分级系统的可行性,筛析结果见表2和表3。筛析结果表明,黄沙坪选矿厂1#系统和2#系统筛析粒级-30μm分布率分别为41.41%、39.01%,-30μm粒级中铅金属分布率均有70%以上,入选原矿存在过磨泥化现象,可能对铅矿物浮选造成影响,铅矿物因泥化聚团,在现有浮选条件下不易分离,精选区精矿品质提高困难,可能会使铅回收率降低。
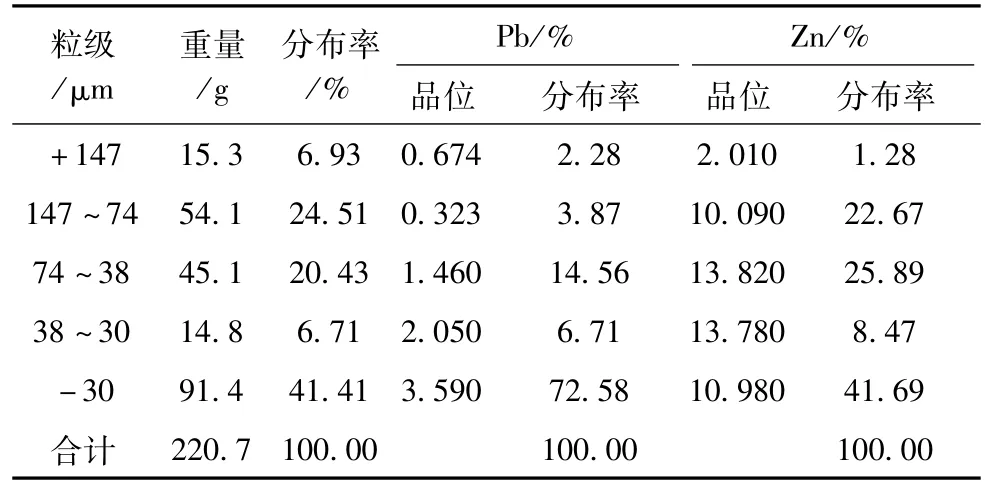
表2 1#系统入选原矿筛析结果
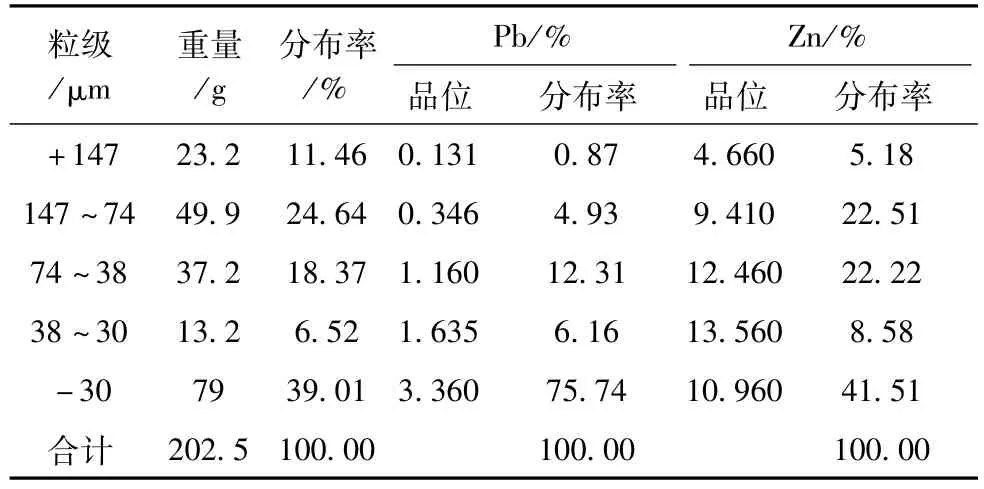
表3 2#系统入选原矿筛析结果
2 黄沙坪铅锌矿无石灰工艺试验研究结果
2.1 闭路试验对比结果
为确保铅锌无石灰分选工艺工业调试顺利开展,模拟现场工艺流程进行铅锌有无石灰两种工艺对比闭路试验,试验流程如图1所示,试验结果见表4和表5。试验结果显示,相比于铅锌石灰分选工艺,采用铅锌无石灰分选工艺,铅回收率提高2.52%,银回收率提高4.06%,锌质量提高2.23%,锌回收率提高0.82%,铅质量相对下降4.22%。
图1 铅锌矿浮选工艺流程图
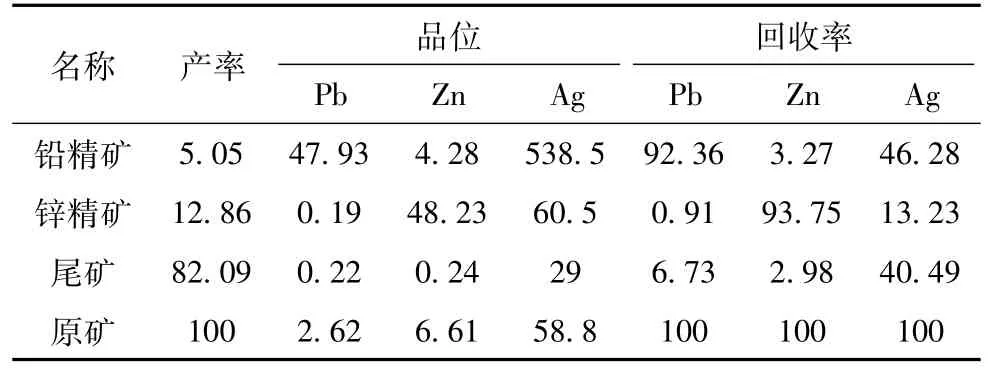
表4 铅锌无石灰分选工艺试验数据 %
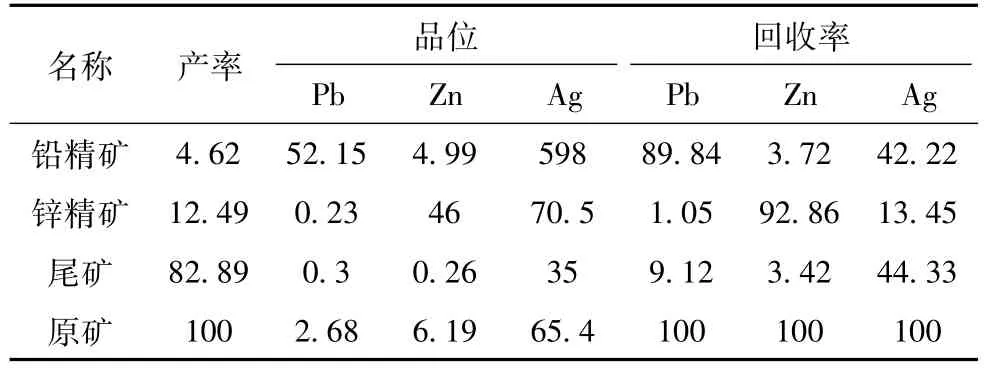
表5 铅锌石灰分选工艺试验数据 %
2.2 柴油对铅浮选的影响
铅锌矿无石灰分选工业调试生产过程中,铅浮选区出现因高含碳质原矿导致调试现场药剂用量偏大,硫矿物在铅区抑制效果不佳,铅银回收率大幅度下降。实验室研究发现,出现高含碳质原矿时,在铅粗选区添加柴油有利于提高铅浮选指标,试验结果见表6。
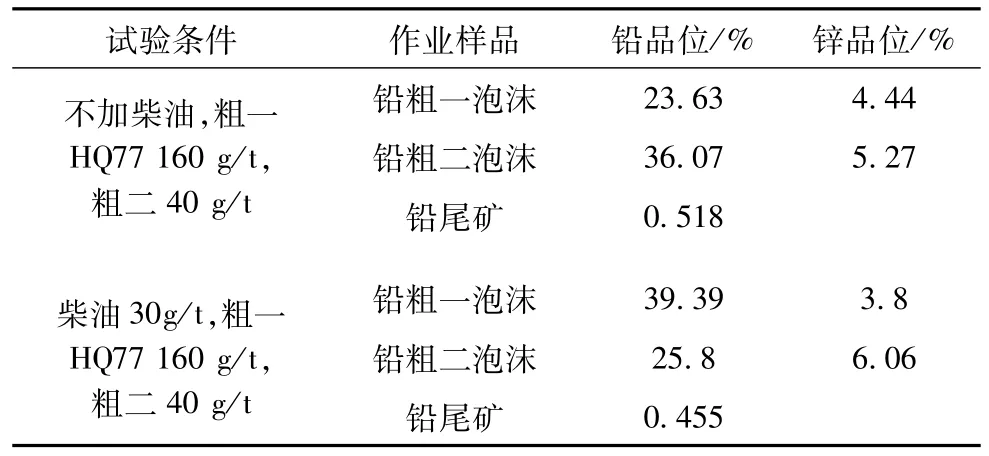
表6 柴油对铅作业区浮选影响对比试验结果
通过表6结合现场现象发现,在铅粗选区补加柴油后,铅粗一铅矿物快速上浮且品位较好,同时可减少扫选中矿循环量。现场工业调试生产过程,如遇突变高碳质原矿[4],若铅粗选区不加柴油,在铅粗选区铅矿物上浮极少且铅扫选区泡沫发黑,铅跑尾严重。当添加20~30 g/t柴油后,粗选区铅明显上浮,尾矿品位逐渐下降。
2.3 抑制剂D82对铅浮选的影响
在工业调试过程中,出现铅区抑制剂D82-1和D82-2混合后添加时,出现用量波动大且在药剂混合桶内出现大量反应沉淀,硫矿物抑制效果不明显且对铅矿物和银起一定抑制作用,导致银回收率和铅质量偏低。鉴于此,调整药剂制度,由D82-1、D82-2混合添加调整为复合单一抑制剂D82独立分段加药使用且提高配药浓度。并在实验室采取HQ77用量为 150 g/t,柴油 20 g/t,一粗一扫试验流程进行D82用量条件试验,试验数据见图2和图3。
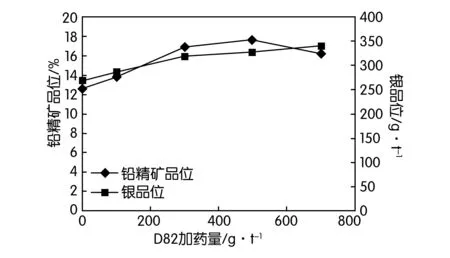
图2 D82用量条件试验铅精矿品位和含银数据图
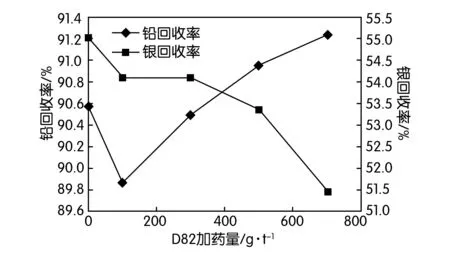
图3 D82用量条件试验铅回收率和银回收率数据图
通过图2和图3可得出复合单一抑制剂D82用量增加,铅回收率会先降后升,银回收率在D82用量增加至500 g/t后急剧下降,综合图2、图3,确定调试D82用量控制在300~500 g/t。通过技术调整,铅区硫矿物抑制效果明显改善,铅粗选对应捕收剂HQ77相应减少,通过“轻拉轻压”、“分段加药”操作方法,现场药剂用量逐渐下降,最终得到黄沙坪铅锌矿无石灰分选调试现场铅区药剂指导用量,具体数据见表7,调试结果见表8。
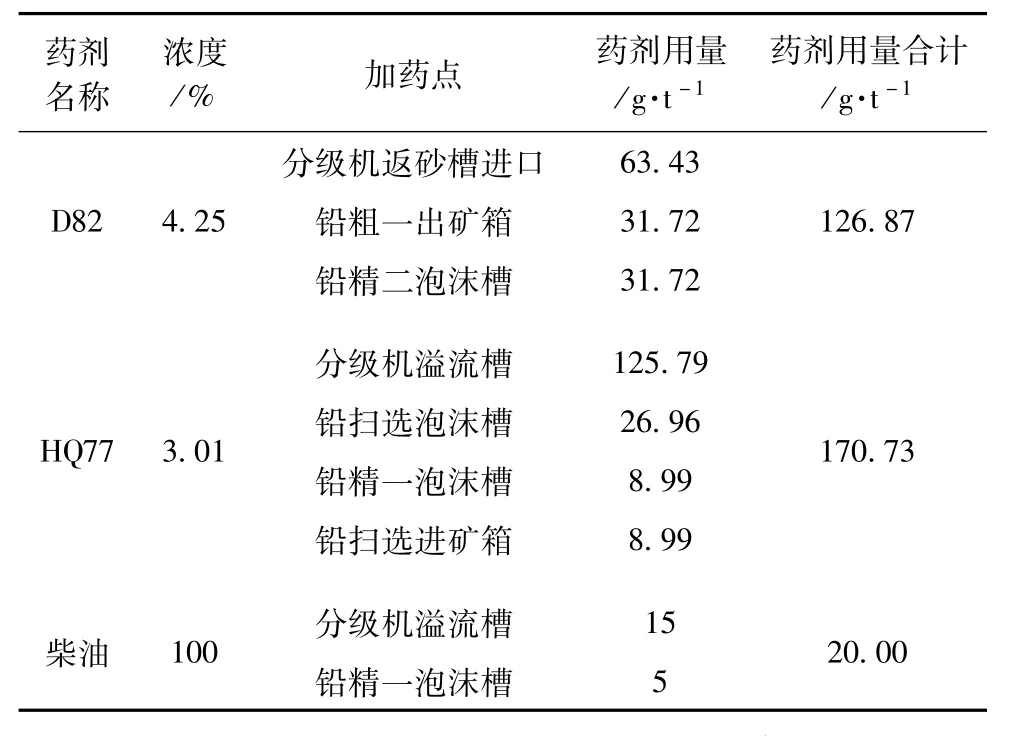
表7 工业调试现场铅浮选区药剂指导用量表

表8 工业调试铅浮选区指标结果
2.4 气温对锌浮选的影响
调试至2018年10月,气温逐渐下降至15℃以下,天气转冷,出现锌选矿指标大幅度下降现象,表示现在锌回收率快速下降,当气温度下降到10℃以下时,大多数班次锌跑尾在0.7%以上,依据经验,在现场采用添加锌矿物捕收剂MB黄药强拉降低尾矿,但锌精矿品位收到严重影响,精矿品位仅有42%~44%。
通过实验室试验分析,导致气温影响选矿厂指标的根本原因是:气温降低后,矿物的浮选活性有一定程度下降,调试现场锌区抑制剂D52用量比较大,会造成对锌矿物的过度抑制。另外铅锌无石灰分选工艺选锌捕收剂为脂肪类捕收剂,不溶于水,气温下降,药剂分散性和药剂活性受到抑制,导致选择捕收性有一定程度降低,最终导致锌分选不彻底,尾矿偏高。
针对气温对锌指标的影响和分析,该选矿厂最终采取降低抑制剂D52总体用量,从2018年最初的900 g/t调低至 2019年的 650 g/t,下调幅度约为30%,并通过调整加药模式,由原来抑制剂D52集中添加至锌粗选改为粗选、精选按1∶1用量添加,实行分段加药。在2019年10~12月,气温为6~15℃时,该措施得到现场调试充分验证,锌精矿品位和回收率均未受气温降低影响,锌精矿品位保持在45%左右,回收率均保持在92%左右。经技术调整前后相同时间段锌浮选指标统计可验证。统计指标见表9。

表9 锌区操作技术调整前后生产累计指标报表%
2.5 低品位锌原矿对锌浮选指标的影响
调试过程出现当锌原矿品位偏低时,锌精矿品位和回收率不稳定,指标波动大。由于锌区捕收剂HQ66具有捕收和起泡的双重作用,当锌原矿品位在4%~5.5%时,捕收剂HQ66加药量不足会造成锌粗选泡沫结板,泡沫精矿刮出量少,造成尾矿高。当增加捕收剂HQ66用量后,粗选泡沫精矿刮出量增大,但又造成精选区锌矿物富集程度不足,导致精矿品位下降。
通过实验室试验和现场验证:针对捕收剂HQ66在低品位锌原矿时添加量少,导致起泡性不足问题,采取在粗选搅拌桶适当添加2#油作为辅助起泡剂即可保证捕收剂HQ66低用量时也能够正常起泡刮泡,更能保证锌矿物在精选区有效富集,从而保证精矿品位和回收率。调试期间,当遇到锌低品位原矿时,适当补加2#油后,可得到45%~47%高品位锌精矿,同时回收率稳定在92%以上。通过实验室对比试验及现场调试指标情况,最终得出锌区现场操作药剂指导用量,锌区药剂用量见表10。
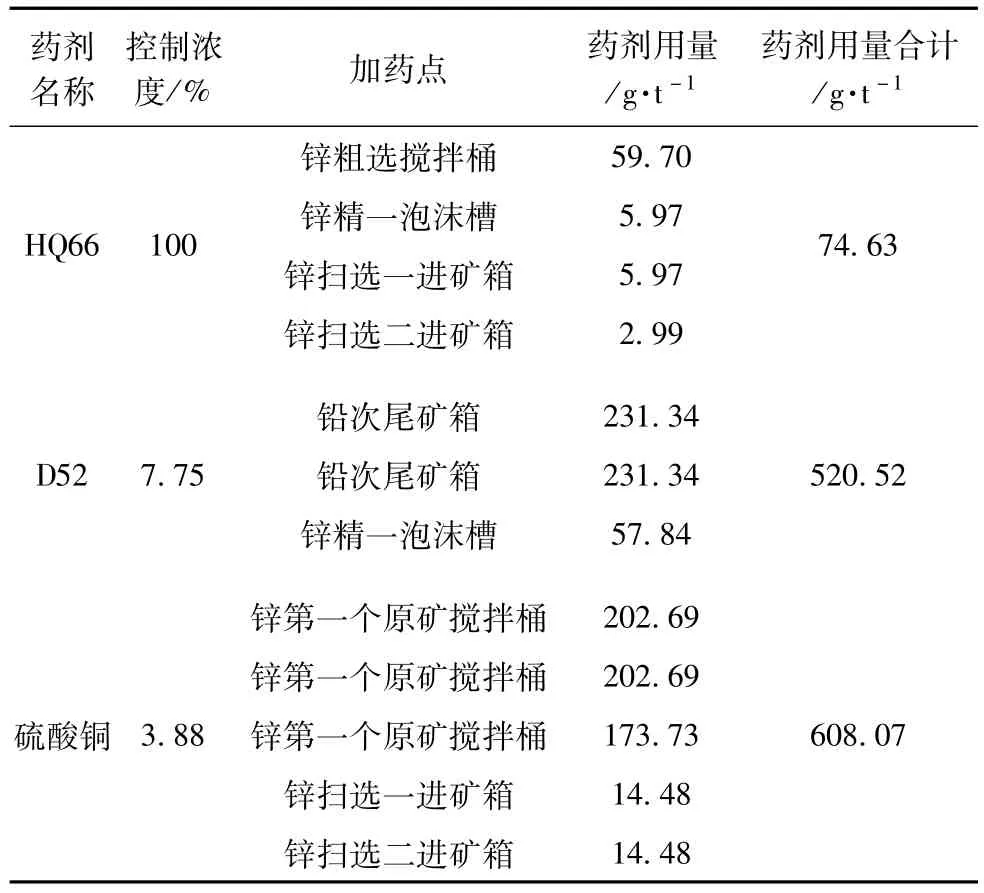
表10 工业调试现场锌浮选区药剂指导用量表
通过表10及现场实际调试结果,锌区硫酸铜药剂用量控制在450~650 g/t用量最为适宜,粗选硫酸铜用量控制480g/t以上,其它药剂用量根据指导用量表并结合现场泡沫颜色、虚实情况进行微调。最终得到2019年锌精矿累计品位45.13%,回收率92.72%。
2.6 铅锌无石灰分选工艺对尾矿水COD的影响
采用铅锌无石灰分选工艺后,在工业调试期间,选矿尾水COD含量随着调试时间的延长而逐渐降低,最终趋于平稳,保持在较低水平。调试期(2018年5月~11月)选矿尾水COD含量变化如图4所示。
通过图4可以看出,当铅锌无石灰分选工艺工业调试2018年5月12日开始后,选矿尾水COD含量急剧下降,最后趋于稳定,最终保持在20 mg/L左右,远低于铅锌生产企业尾矿水COD控制标准,可实现达标排放。
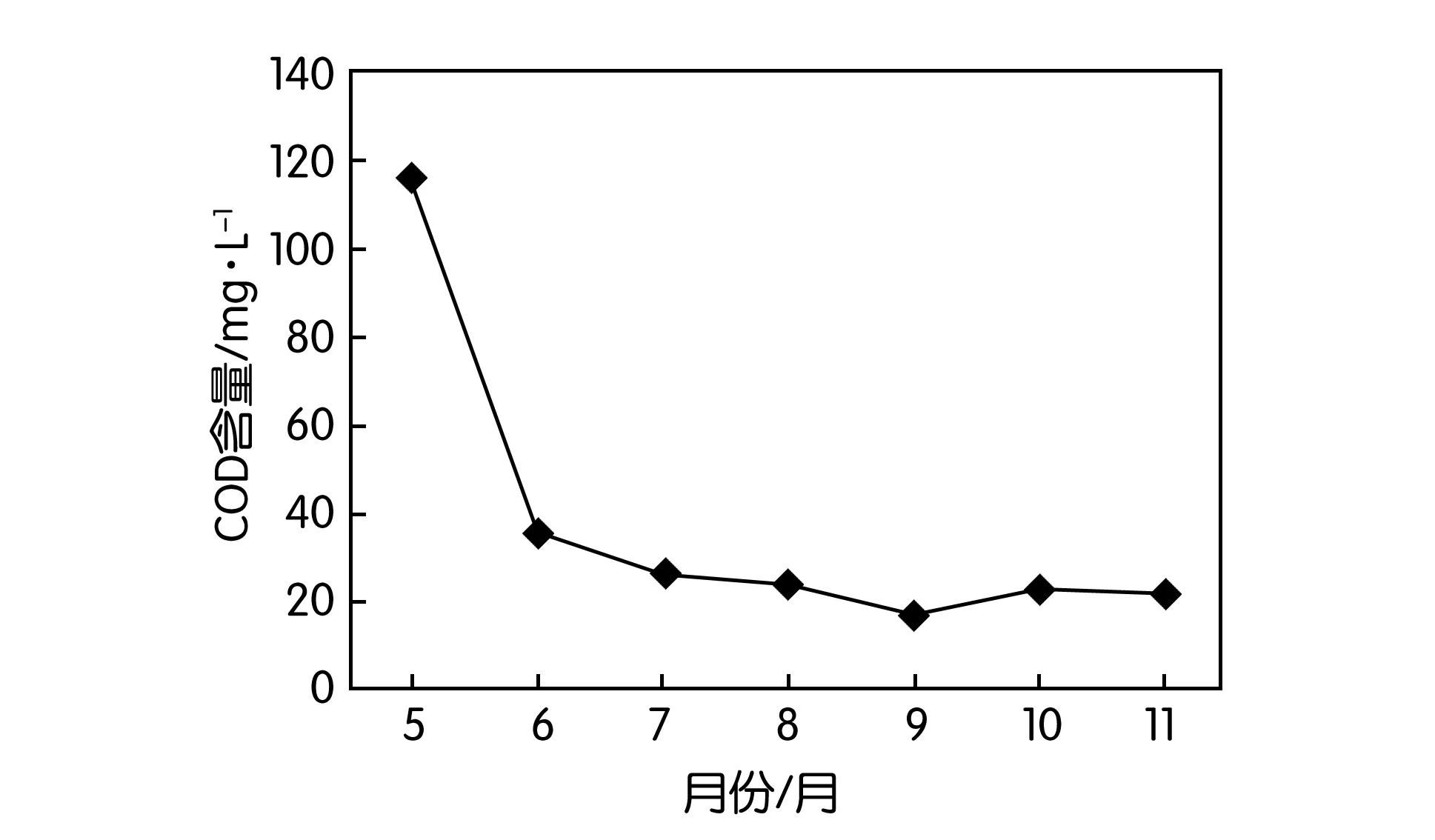
图4 工业调试期间选矿尾水COD月平均含量变化趋势图
3 工业试验结果及经济效益分析
3.1 工业试验统计结果
经过半年的工业调试及近两年的调试生产改进,2018年铅锌无石灰清洁分选工业指标稳定,2019年指标在经过上述系列技术措施改进后,指标提升明显。两年累计指标结果见表11。

表11 铅锌无石灰分选工艺工业调试生产指标报表
从表11可以得到,黄沙坪铅锌无石灰分选清洁生产新工艺工业经近两年生产调试,技术改进,最终获得较好选矿指标,相对调试初期,指标提升明显。铅回收率提高0.1%,锌精矿品位提高0.68%,锌回收率提高0.65%,铅精矿银回收率提高4.44%,锌精矿中含银量提高1.07 g/t,技术改进措施效果明显[5]。
3.2 经济效益分析结果
铅锌无石灰分选工艺工业调试是在原铅锌石灰分选工艺流程的基础上进行,在没有新增装机容量的情况下,实现原铅锌石灰分选流程的替换,工业调试选矿指标效益提升见表12。通过2018年与2019年选矿指标提升对比分析,测算指标提升经济效益累计约750万元,工业调试采取的选矿技术改进取得显著效果。
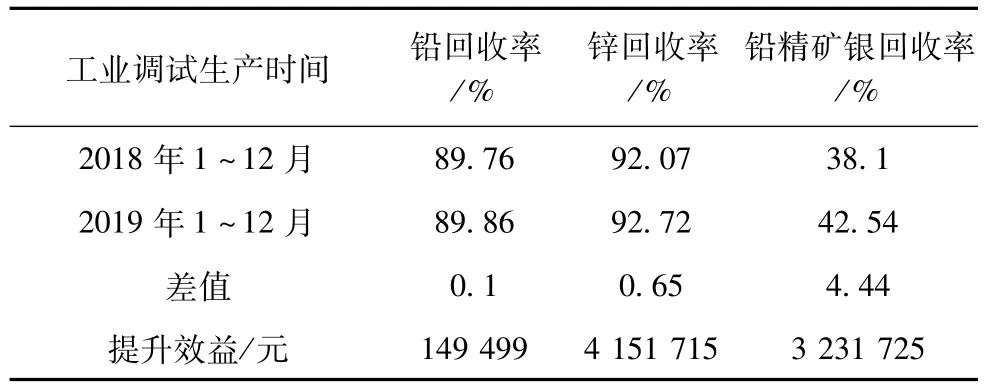
表12 工业调试选矿指标效益提升对比分析表
铅锌无石灰分选工艺工业调试选矿废水处理经济效益对比分析,见表13。铅锌无石灰清洁生产新工艺工业调试稳定后,在同等选矿废水处理达标外排的前提下,经现场时间废水处理药剂使用情况统计,测算废水处理药剂成本,可由铅锌石灰分选工艺(高碱工艺)时6.53元/m3降低至0.43元/m3。按铅锌选矿用水量与原矿量7∶1测算,每年原矿处理量45万t,废水处理成本降低275万元。
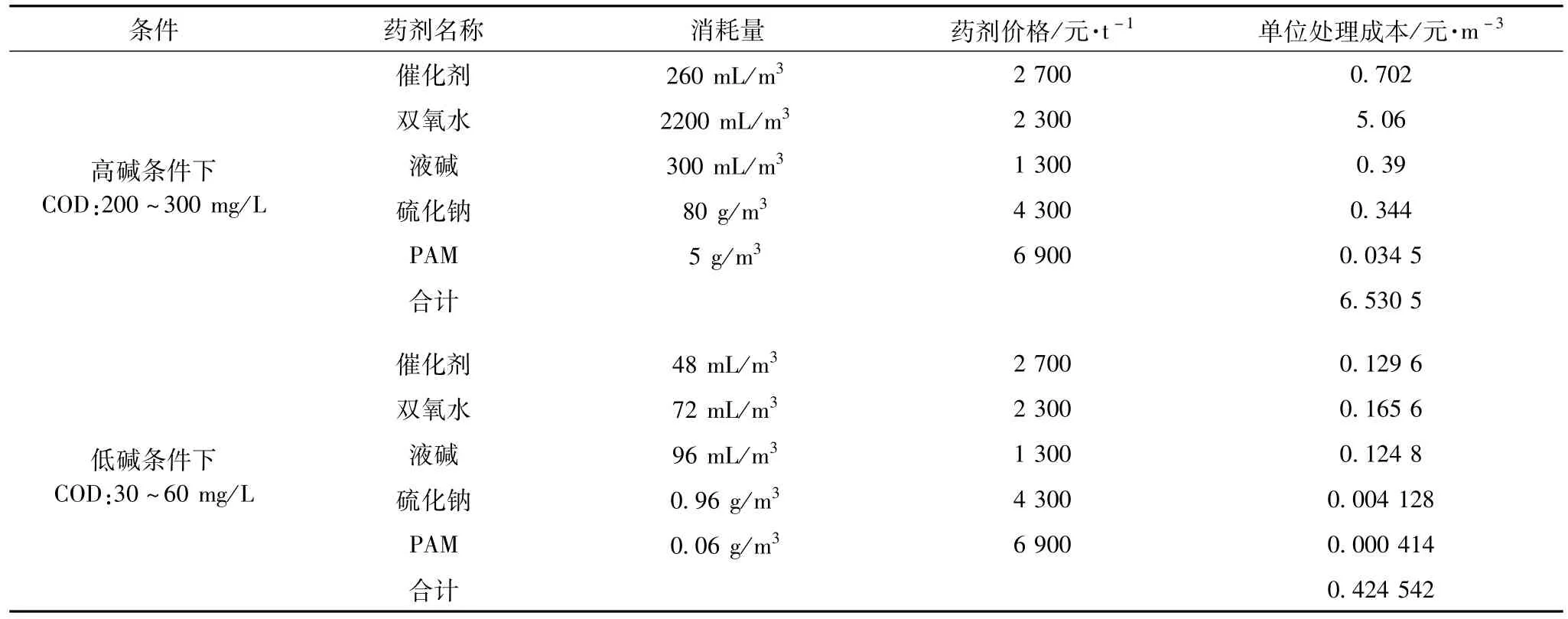
表13 工业调试选矿废水处理经济效益对比分析表
4 总结与展望
黄沙坪铅锌矿采用无石灰分选新工艺后,经过优化浮选技术参数,解决现场问题,最终实现铅锌银浮选指标的提升,同时降低了选矿废水处理成本,创造经济效益超过1 000万元/a,为企业的绿色可持续发展提供了技术支撑。
随着社会的不断发展,低碳、绿色工业生产已成为主流趋势,高耗能、重污染有色金属生产企业将面临着颠覆性的变革。铅锌无石灰清洁生产新工艺在黄沙坪选矿厂的成功应用,给予正在面临着高碱铅锌选矿环保压力的企业提供了另外一种解决途径。铅锌无石灰清洁生产新工艺因其自身的优势和特点且正处在不断探索发展阶段,其将来可通过不断拓宽药剂应用目的矿物,优化改良药剂特性,借鉴在黄沙坪铅锌矿工业应用时发现的问题及解决措施,不断总结提升,加以推广应用,此工艺将成为铅锌选矿绿色发展的首选工艺。