CJ612颚式破碎机动颚体拉杆座销孔堆焊修复
2020-12-27黄善达
占 军,黄善达
(马钢(集团)控股有限公司姑山矿业公司,安徽马鞍山 243000)
引言
马钢姑山矿业公司白象山铁矿井下溜破系统选用CJ612 颚式破碎机,运行6 年后发现辅助动颚体回位的拉杆座销孔磨损严重,实测间隙达到9 mm,运转时拉杆运动换向会造成销与孔的冲击增大,座孔有疲劳失效的风险。动颚体总成件重13 t,外形尺寸3400×2360×1000 mm,从主井大件通道运输至地表修复,需要拆除井筒箕斗悬挂尾绳让出空间,工程量大、停产检修时间长。
1 磨损原因分析
(1)CJ612 破碎机动颚体弹簧拉杆的结构形式如图1,维护过程中存在对弹簧压缩量调整不当、弹簧折断后发现不及时,动颚体、弹簧对拉杆约束力发生变化,不能保持平衡,导致座孔下部磨损等缺陷。
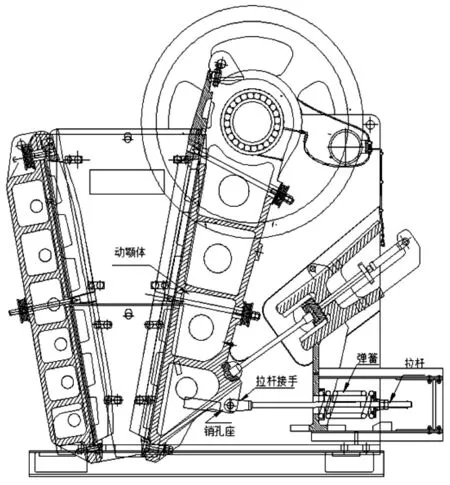
图1 CJ612破碎机结构图
(2)破碎机动颚体下部销孔座A 与本体尺寸关系如图2,销在孔中受力微动,孔“O”不正常磨损后如图形成“L”轮廓线,变成了椭圆形的孔,削弱孔座A的金属抗疲劳强度。
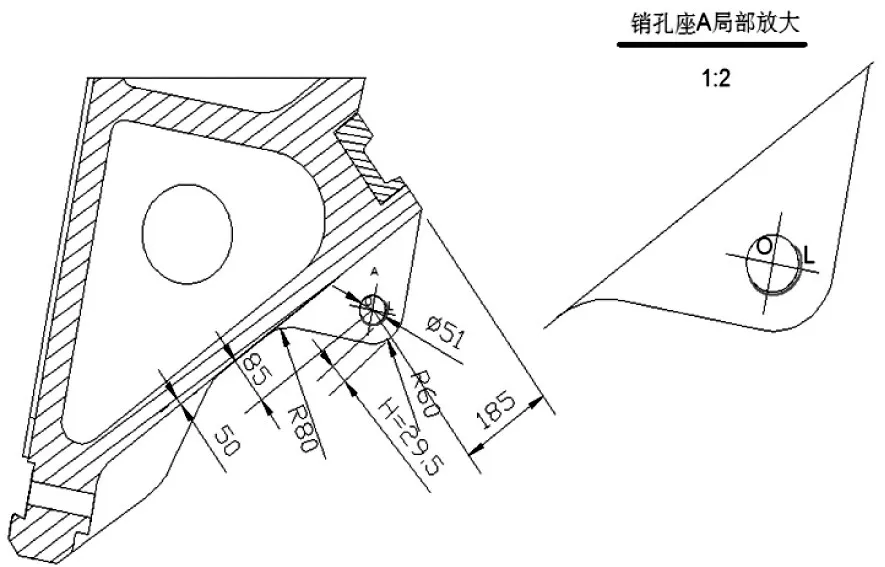
图2 拉杆接手销孔座结构图
2 材料分析
2.1 实物样品分析
在动颚体上取50 g 样品,用金属光谱分析仪测金属含量,用化学成分分析法测碳硫含量,实物检测存在误差对焊接工艺编制影响可以不予考虑,根据结果查金属材料手册用类比法判定材料金属特性,编制焊接工艺。
(1)样品金属含量:

表1 实物材料主要成分(质量百分数)
实物中Si 的含量大于0.40% 需要纳入合金元素计算,Si的作用主要起到固溶强化作用,提高钢的弹性极限、屈服点和抗拉强度。
(2)碳当量计算:
根据美国焊接学会(AWS)提出的碳当量公式(质量百分数):

(3)材料类比:

表2 材料类比ZG270-500中碳钢的成分(质量百分数)

表3 材料类比ZG270-500中碳钢的力学性能
3 焊接工艺编制
焊接工艺比照ZG270-500,根据碳当量计算的结果编制焊接工艺。
3.1 焊条选择
根据类比的材料,优选低氢碱性焊条,熔敷σb≥500 N/mm2,全位置方向焊接,为了焊接时便于控制,优先选用φ3.2 mm,使用前烘干。
焊条牌号可选择下列任何一种:
本次操作决定选用美固焊接协会标准E7018焊条,铁粉低氢钾型药皮碳钢焊条,交直流两用,可进行全位置焊接,特点是药皮含有铁粉,可减少焊接层数,用于焊接相应强度等级的碳钢及低合金钢,如Q345钢等。
3.2 焊接工艺过程
(1)堆焊区域,一层一层堆焊达孔“O”,留有磨削余量。
(2)焊接前从焊接区域清除油漆、铁锈和油脂,清除所有的橡胶垫圈和易燃材料,用耐铜丝刷磨头打磨光亮。
(3)预热区域超过焊接部位100~150 mm,预热温度150±50 ℃,控制冷却速度,使之小于30~50 ℃/s。
(4)每道焊缝彻底打磨,清理焊渣。焊缝在垂直表面从下到上建立,在水平面上,焊缝应以水平弧形的形式建立。
(5)焊接时采用浅溶深,减少母材金属熔入焊缝中比例,采用小电流,小直径焊条,以减小熔深。
(6)焊接过程中,由于无法采取焊后整体热处理消除残余应力的条件,故在焊接过程中,采用锤击热态焊缝金属的方法以减小焊接应力。
(7)焊后热处理工序,用割炬加热焊接区域使温度达到150 ℃,采用石棉绳缠绕座孔,用铁丝绑扎石棉布覆盖300 mm 焊接区域,避免冷却速度过大,允许在10 h内缓慢冷却。
4 堆焊后修复
(1)完全冷却达到环境温度后,用牧田906 电摩直向打磨机,选用C1020M06 硬质合金旋转矬,从外向里逐步推进方法打磨堆焊部位,在打磨的过程中,用新销不断试孔,可以用锤敲击销挤压销孔,产生发亮的痕迹,用电动旋转矬磨削亮点,现场空间狭小,用反光镜观察手工打磨的效果。
(2)从3个方向用游标卡测量修复后的尺寸,平均在50.34 mm,小于厂家设计尺寸,配合间隙良好,弹簧长度调整到460 mm,带负载运转一个月,拆解后敲击观察焊接区域没有金属裂纹。
(3)座孔不能采用堆焊处理,可用Q345 厚50 mm 板材按照图3 加工整体座孔,焊接面铣削20 mm×45°坡口,划线切割去除机架上的孔座,用芯棒找正点焊固定后,选用E7018-φ4.0 mm焊条,采用上述焊接工艺,在坡口采用连续焊接,加大熔深提高焊接效果。
5 动颚体设计方面的建议
(1)动颚体销和孔之间存在力的传递,不可避免产生磨损,铸件加工成∅60H7,因两座孔相对独立,位置同轴度公差可以控制在0.5 mm 内,压装销套(如图3)。
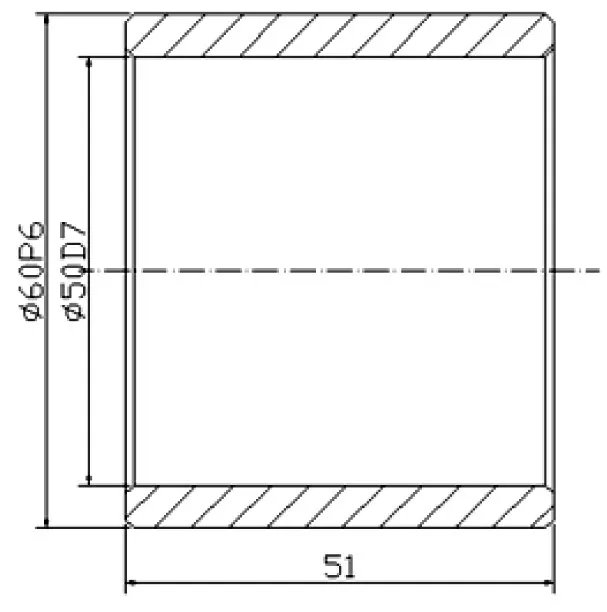
图3 加工中配合控制
(2)钢套材料选用40Gr,倒角去毛刺飞边,调质处理HB240~HB280,内外圆柱面高频淬火,硬度达HRC40~HRC45。
(3)销中心钻注油孔,安装M10×1 的黄油嘴,定期加注二硫化钼润滑销套。
6 结语
针对井下CJ612 破碎机动颚体销孔磨损情况,现场采用堆焊手工磨削成型的修理方法,有效解决进一步恶化的趋势,并从设计角度提出了加装销套保护座孔的措施。
