冷轧含酸碱废水处理工艺优化与改进
2020-12-27王运飞董金冀
王运飞,董金冀
(河北钢铁集团邯钢公司能源中心,河北邯郸 056015)
引言
随着工业技术的不断发展,各行业对冷轧板材的要求越来越高,冷轧产品种类趋于多样化。各大企业为了获得高附加值的钢材产品,不断改进钢材表面洁净技术和涂层技术,随之产生的冷轧废水成分日趋复杂。《钢铁工业水污染物排放标准》GB 13456-2012 实施后,对冷轧废水污染物排放限值提出了更加严苛的要求。本文就邯钢冷轧厂配套建设的含酸碱废水处理工艺运行过程中出现的问题进行分析和改进,以供实际工程或生产实践参考[1-2]。
1 来水水量及水质
冷轧废水站的酸碱废水主要来源于冷轧厂酸洗段清洗、漂洗水、检化验、过滤器反洗等环节,平均废水量为50 m3/h,最大废水量为90 m3/h。其进出水主要水质指标如表1所示。

表1 进出水主要水质指标
2 原工艺流程及存在问题
2.1 原工艺流程
含酸碱废水由分配池进入调节池,经曝气处理后依次送入一、二级中和罐,中和处理后出水进入辐流式澄清池,经絮凝、澄清后进入中间水池,调节pH 后送入核桃壳过滤器,过滤后出水进入回用水池。澄清池污泥经浓缩、脱水后,泥饼外运。原工艺流程如图1所示。
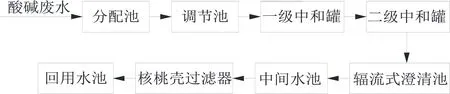
图1 原酸碱废水处理工艺流程图
2.2 存在问题
(1)调节池曝气不足,不能为Fe2+氧化成Fe3+提供充足氧气;
(2)系统不能有效去除废水中氨氮;
(3)少量浮油长期富集导致核桃壳过滤器滤料被严重污染,需频繁更换滤料;
(4)新标准实施后,出水CODCr、氨氮难以达标。
3 工艺改进与优化
为了解决冷轧板产量和质量不断提高带来的酸碱废水处理难度增大的难题,使最终出水达到废水排放标准和满足企业回用要求,对含酸碱废水处理系统进行改进和优化。
冷轧厂排放的含酸碱废水中的主要污染物是废酸和少量的SS、石油、CODCr、氨氮,传统的中和混凝技术可有效控制pH、SS,但很难去除氨氮,而且石油、CODCr指标也难以达到现行排放要求。目前大多采用生物硝化/反硝化方法去除氨氮[3],为此,酸碱废水处理工艺中设计了生物接触氧化工序,并配套增加冷却设备。从稳定运行和减少能耗方面考虑,在生物接触氧化工序旁增设斜管沉淀池,以代替核桃壳过滤器,同时对调节池曝气系统进行修复并提高曝气强度。优化后的工艺流程如图2所示。
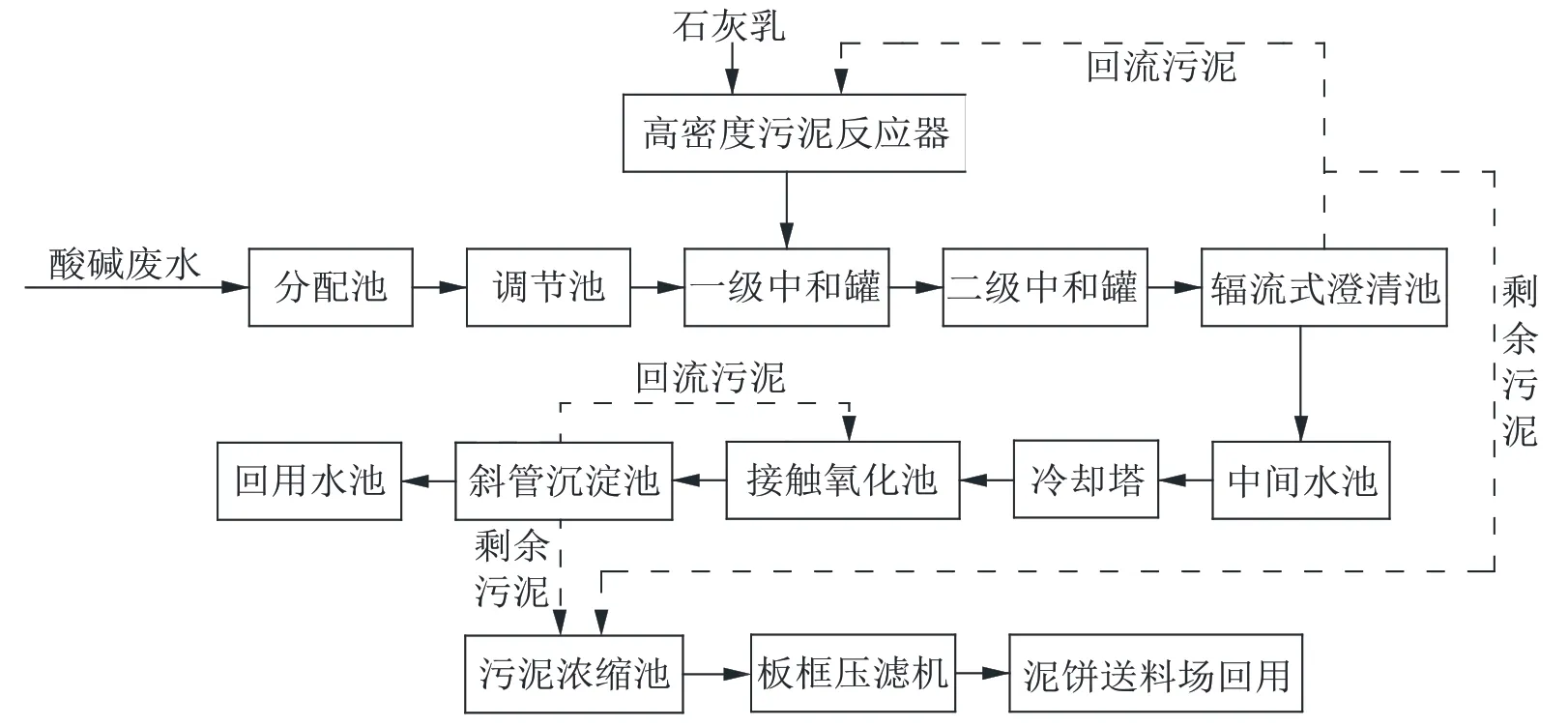
图2 改进后酸碱废水处理工艺
冷轧厂排放的酸碱废水由分配池进入调节池,在调节池内作曝气处理,使酸碱废水得到充分的混合,部分Fe2+氧化成Fe3+。调节池废水由提升泵输送至一级中和罐,一级中和罐出水自流至二级中和罐。为使废水中Fe2+充分反应并转化为Fe(OH)3,一、二级中和罐均安装有曝气装置、石灰加药管和pH 检测仪,通过pH 检测仪控制中和药剂投加量。二级中和罐出水自流至辐流式澄清池,为使絮体进一步增大并提高沉淀效果,在澄清池进水管道投加聚丙烯酰胺(PAM)。
澄清池出水流入中间水池,调节pH 后送冷却塔降温至20~35℃,然后送入接触氧化池。控制池内溶氧(DO)为2~5 mg/L,废水流经布满生物膜的填料层时,经好氧生物分解[4]及硝化作用去除废水中石油、CODCr和氨氮,接触氧化池出水自流至斜管沉淀池,进一步去除SS、色度等,斜管沉淀池出水自流至回用水池。
辐流式澄清池的部分污泥由污泥泵送至高密度污泥反应器,并与石灰乳混合后自流入一级中和罐,高密度污泥水处理工艺可大幅降低污泥生成量,并减轻污泥处理负担。斜管沉淀池的部分污泥由污泥泵回流至接触氧化池,澄清池和沉淀池的剩余污泥送至污泥浓缩池,经板框压滤后以泥饼形式送至料场回用。
4 运行效果
酸碱废水处理系统调试合格运行6个月以来,系统运行稳定,回用水池出水各项水质指标均达到预期效果。改造前后水质指标如表2所示。

表2 工艺改进前后水质
5 结语
采用中和混凝+生物接触氧化工艺可有效去除酸碱废水中的SS、石油、CODCr和氨氮,出水水质持续稳定达到《钢铁工业水污染物排放标准》GB 13456-2012 中表2 直接排放要求,出水作为厂区串接水全部回用于生产,具有良好的经济效益和社会效益。
