超/亚临界水中木质纤维素水解转化制化学品
2020-12-27包守庆孙剑飞银建中
包守庆,孙剑飞,银建中
大连理工大学 化工学院,辽宁 大连 116024
目前,世界能源的结构仍然以化石燃料为主,充足的能源供应是国家基础设施建设和经济稳定发展的基石。但是,随着化石燃料能源的枯竭以及其对环境污染日益严重,寻求一种绿色、可再生和清洁能源刻不容缓。其中,生物质具有可再生、低污染、分布广、储量大等优点,已逐渐发展成为未来化石能源的理想替代品。中国作为农业大国,每年各类农业废弃物的资源量相当于3.8 亿吨标煤[1]。因此,实现生物质资源的综合利用,对缓解我国能源短缺、资源匮乏、环境恶化、生态破坏等问题具有重要意义。
木质纤维素是地球上最广泛存在的生物质,主要由纤维素、木质素和半纤维素组成。纤维素是纤维细胞壁的骨架物质,半纤维素和木质素填充在纤维素之间。半纤维素与木质素以共价键方式结合,半纤维素与纤维素以非共价键方式(氢键和范德华力)结合,木质素与半纤维素则通过共价键相连接形成木质素-碳水化合物。其中,木质素以高度不规则且不可溶的无定形聚合物形式存在。2009 年,Arai 等[2]首次提出了以木质纤维素等可再生资源为原料生产燃料化合物的概念。已有研究报道,将木质纤维素生物质转化为液体燃料和有用化学品,如燃料乙醇、乙酸、甲烷、氢气等,不仅可以有效提高能量转化率与利用率,而且能够减少温室气体排放、缓解温室效应。传统降解木质纤维素的方法分为酸水解、碱水解和酶水解3 种。由于经酸、碱处理后反应介质必须被中和,不仅会产生固体废物,还会造成设备腐蚀,对设备要求较高。然而,采用酶水解虽然具有操作条件温和、设备简单、产物易于水解等特点,但处理周期长、水解收率低、酶回收再利用困难,难以大规模地应用于实际生产。尽管近年来,木质纤维素水解技术得到了发展,结合超临界CO2[3-7]、离子 液体[8-10]、高温液态水[11]等手段对木质纤维素进行预处理,但最终仍难以避免间接使用酸、碱、酶等水解过程。
超临界水作为一种新型、环境友好的绿色溶剂,由于其特殊的物化性质,受到各国研究者的青睐[12-16]。当水的温度低于临界温度、压力高于饱和蒸气压时,水仍然保持液体状态,被称为亚临界水或高温高压水。但当体系的温度和压力超过临界温度(374 ℃)和临界压力(22.1 MPa)时,水便处于超临界态,形成超临界水。此时,水的密度、黏度、介电常数、氢键、电负性、活化体积、离子积等性质发生剧烈的变化。在临界点附近,介电常数随温度的升高而减小,这有利于改善有机化合物的溶解度;在25 MPa 下,将反应温度从300 ℃升高到400 ℃,水的离子积剧烈降低,增加了其本身的酸、碱催化性质,利于自由基生成,提高反应速率[17];同时,超临界水的黏度和扩散系数接近于气体,能够有效降低反应的传质阻力,提高传质速率。因此,通过改变温度和压力来调控水的特性,以期在不使用任何催化剂的情况下实现木质纤维素的超临界水解反应。本文综述了国内外关于单一超临界水体系、超/亚临界水耦合、超临界水与催化剂结合处理木质纤维素制备液态产品的研究概况,系统分析了工艺条件对水解规律及产物种类的影响,探究超临界水解反应动力学和水解机理。
1 水解机理与水解动力学研究
木质纤维素的组分主要以纤维素构成为主。目前,一些学者通过研究纤维素的水解机理与水解动力学来探究木质纤维素的水解过程。Cocero 等[18]通过研究纤维素在高温下与液态水混合,发现了纤维素水解机理主要是高温下,纤维素与液态水混合导致其氢键破坏,并发生溶解,接着与介质中的水分子发生水解反应,造成糖苷键断裂。结果表明,纤维素首先水解成纤维二糖和低聚糖(纤维三糖、纤维四糖、纤维五糖等),然后水解成葡萄糖。同时,葡萄糖进一步水解或异构化为乙醇醛、果糖、甘露糖,其水解路线如图1 所示。
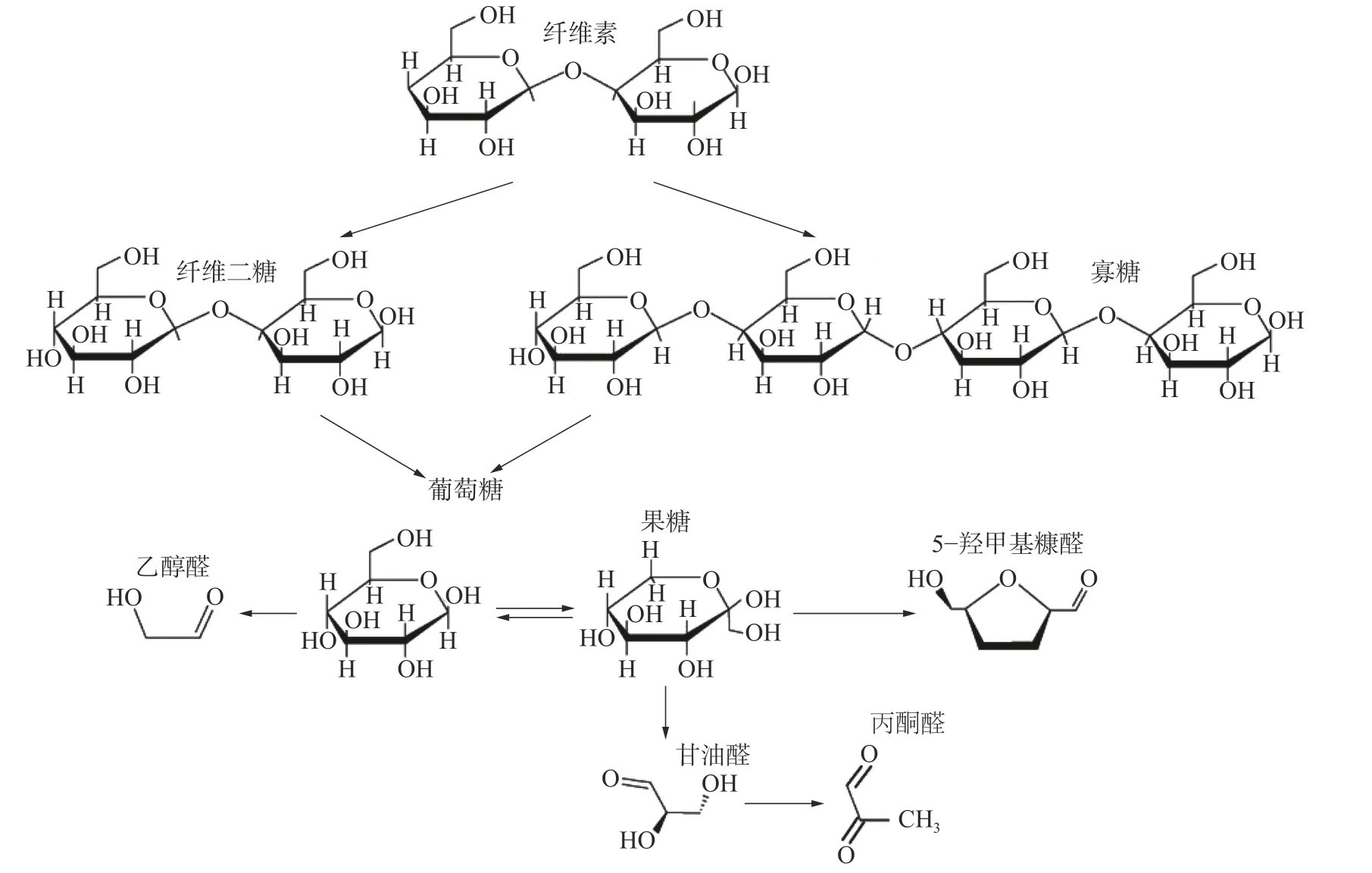
图1 纤维素的水解路线图[18]
纤维素的水解动力学解释主要是:其水解过程受到多因素(如压力、温度和反应时间等)影响。Cocero 等[18]报道了超临界水压力达到50 MPa以上,即使相对温度较低,水分子也能进入纤维素内部,造成纤维素结构膨胀。但是,当接近超临界水的压力附近,该因素影响可以忽略,此时水解过程主要受温度和反应时间的影响,温度升高改变纤维素内部构架结构,利于纤维素与水分子结合,促进纤维素溶解。值得注意,Celia 等[19]发现了纤维素的水解速率与其浓度密切相关,即超临界水中纤维素的水解存在一定的溶解度极限。当纤维素浓度低于其在超临界水中的溶解度,其水解过程较迅速。研究表明,温度为400 ℃,反应器入口处纤维素质量分数小于3.83%时,纤维素在超临界水中完全溶解,其水解过程是均相反应。相反,若纤维素浓度高于其在超临界水中溶解度极限,纤维素不完全溶解,水解过程为非均相反应。此时,纤维素表现为在亚临界条件下被水解。
Sasaki 等[20]发现在亚临界水中,纤维素颗粒的水解主要发生在其外部或内部(孔隙)表面。随着纤维素水解的进行,这些长纤维裂解,形成短圆柱体。当圆柱的长度减少时,纤维素颗粒暴露于水中,使其接近外部表面球体的表面,且其直径随着反应过程而减小,因此纤维素颗粒被模拟为球体,其水解过程遵循表面水解反应速率模型。通过建立水解动力学方程并与阿雷尼乌斯方程相关联后,Sasaki 等[20]发现对纤维素水解活化能的求解应分为2 部分考虑:当温度低于370 ℃时,其水解活化能为145.9±4.6 kJ/mol;当温度高于370 ℃时,其水解活化能为547.9±27.8 kJ/mol。这种差异主要是由于微晶纤维素的溶胀或溶解以及热解和解聚作用造成的。
由于半纤维素与木质素的混入,使得各组分相互纠缠在一起,导致木质纤维素的水解情况变得相对复杂,其水解机理与动力学的研究也较为困难。
2 超/亚临界水解木质纤维素应用
2.1 单一超临界水水解木质纤维素
木质纤维素水解的选择性与反应时间有着密切的联系。Cantero 等[21]在连续反应器中研究麦麸的超临界水解过程。反应器温度400 ℃,压力25 MPa,当反应时间为0.19 s 时,纤维素和半纤维素转化为可溶性糖的收率达最高值(73%),其收率变化趋势如图2 所示。
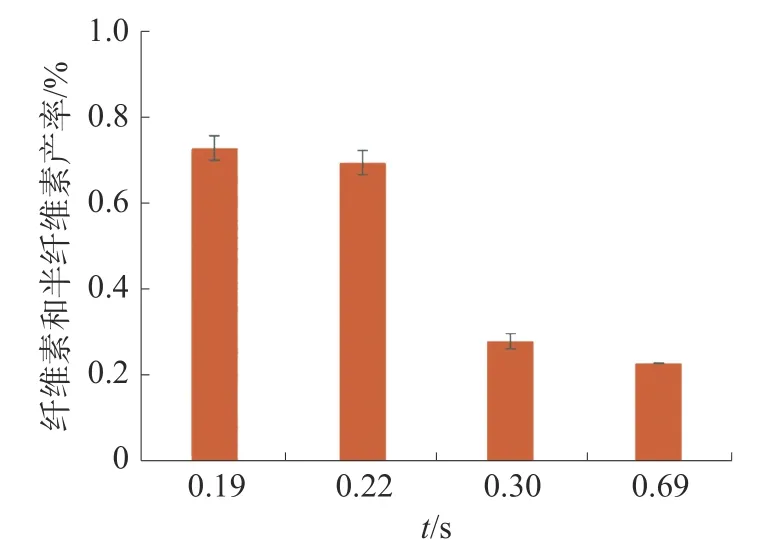
图2 纤维素和半纤维素的收率随停留时间变化的趋势[21]
从图2 可以看出,延长反应时间到0.22 s,戊糖和己糖的总收率仍较高;在反应时间为0.19 s时,分析己糖和戊糖的水解产物主要为乙醇醛,并且水解产物收率达到最高值(20%);当反应时间为0.22 s 时,水解产物主要为纤维素衍生糖,收率可达到63%。已有研究表明,在相同实验条件下,0.02 s 的极短反应时间,纯纤维素的水解收率可达98%[22]。通过分析水解残留的固体物质,发现木质素的初始组成约为22 %,随着反应时间的延长,木质素所占比例增加,且其主要成分为不溶性木质素。因此,继续增加反应时间,其水解产物要受到木质素的制约。
通常情况下,纤维素的水解需要苛刻的温度和H+浓度才能解聚获得高收率的葡萄糖。然而,在超临界水的条件下,由于糖的转化速率快于纤维素的水解速率,葡萄糖会迅速分解,收率较低。一旦糖以单体的形式存在,它们会被氢化转化成更稳定的物质(甘露醇和山梨醇)。Alberto 等[23]以甜菜浆为原料进行超临界水解过程,并采用介孔Ru/MCM-48 催化剂对水解后的产物进行加氢处理,从而获得较高收率的甘露醇和山梨醇。在400 ℃、25 MPa、反应时间0.24 s 条件下,甜菜浆主要产物是16%的低聚糖、7.1%的纤维二糖、11.7%的葡萄糖、7.9%的果糖、4.8%的甘油醛和21.2%的乙醇醛组成。其中,乙醇醛的收率高于Cantero 等以麦麸为原料得到的收率。此外,在200 ℃时将水解产物加氢处理,随着反应时间的延长,己醇收率提高,最大收率为15.1%。由于山梨醇异构化为甘露醇需要较长的反应时间,因此水解产物中乙醇醛加氢及山梨醇的氢解的主要产物是乙二醇[23-24]。与文献 [25-27]报道的催化加氢制乙二醇相比,超临界水处理的方法制乙二醇的收率相对较高。
Celia 等[28]利用超临界水解方法将对甜菜浆与麦麸的水解研究从实验室推广到中式放大规模。通过对2 种中试植株的超临界水解过程进行评价,发现2 种植物生物量的变化趋势相似。随着反应时间的增加,糖的选择性降低,且转化率和降解率增加;相反,随着原料颗粒尺寸增加,糖的选择性增加,转化率和降解率降低。由于木质纤维素的种类不同,分析超临界水解甜菜浆和麦麸两种植株的产物,所得到的水解产物个别存在差异,如在麦麸中检测到淀粉的存在,而在甜菜浆的水解产物中则检测到大量果胶的存在。
2.2 超临界水与催化剂结合处理木质纤维素
当达到超临界态时,超临界水中会电离出H+,有学者认为在木质纤维素的水解过程中H+也起到至关重要的作用。李星纬等[29]考察了稻秆在超临界水中不同的反应温度、反应压力和固液比,甲酸、乙酸和丙酸作为催化剂对木质纤维素水解过程的影响。发现随着有机酸的加入,稻杆的水解速率和还原糖的产量都有所提高,且甲酸的作用尤为突出。随着反应时间的延长,还原糖产量会逐渐减少,适当提高固液比有助于增加还原糖产量。稻秆超临界水解糖化的最佳条件:甲酸体积分数3%、固液比(g/mL)4∶60、反应温度410 ℃、反应时间5 min,在此条件下还原糖产量最高,达到6.65 g/L。Kim 等[30]研究了超临界水中盐酸作为催化剂对杨树和沥青松水解的影响,认为盐酸能够催化碳水化合物中糖苷键的断裂,使单糖的收率显著提高,加入0.05%的盐酸后,杨树和沥青松单糖的总收率都提高了3 倍。Jeong 等[31]在连续反应器中考察加入H2SO4作为催化剂对橡木超临界水解制备还原糖的影响。发现随着酸浓度的增加,水解产物单体含量和低聚物含量都出现先增加后降低的现象。当H2SO4浓度为0.05 %时,水解产物单体含量达到最大值,为1.9 g/L,且单糖的收率为27.3%;在H2SO4浓度为0.01%时,低聚物含量达到最大值,为1.2 g/L。通过上述研究可以看出,超临界水中H+对木制纤维素的水解的确起到催化作用,适当增加H+浓度有利于加快木质纤维素的水解过程。因此,当木质纤维素的种类不变时,在一定的温度范围内稀酸的加入对糖收率具有明显的协同促进作用。此外,稀酸的种类对糖收率有一定的影响。
2.3 超/亚临界水耦合处理木制纤维素
Ehara 等[32]率先提出利用超/亚临界水两步法处理纤维素以获得水解产物,其工艺可采用分批、半间歇和连续3 种不同的操作方式[33]。刘慧屏等[34-35]采用2 种间歇式反应器对玉米秸秆和稻杆2 种木质纤维素在超/亚临界水条件下的水解行为进行研究,结果表明,对稻秆和玉米秸秆进行亚临界水解时,液固比为100∶1、190 ℃、40 min条件下最大还原糖收率分别为21%、24%。将亚临界水解残渣作为超临界水解的原料,在380 ℃、20 s 条件下,获得最大还原糖收率分别为24%、34%。然而,超/亚临界两步法水解稻秆、玉米秸秆工艺所获得的总还原糖收率分别为45%、58%,比超临界一步水解法的还原糖得率分别提高13%、17%。Cristian 等[36]对连续化反应器进行了优化,其装置图如图3 所示。该课题组在超临界水解反应之前对橡木进行分馏处理,在不同的流量下测得糖收率为71%~75%,其组成主要为木糖、葡萄糖低聚物和少量的其他化学物质。实验测得在350 ℃、16.2 MPa、反应时间8.3 s 条件下,乙醇醛和丙酮醛的收率为24%。在396 ℃、24.5 MPa、反应时间0.23 s 条件下,得到了25%的乳酸。同时,随着反应时间的延长,醋酸的含量不断地增加。
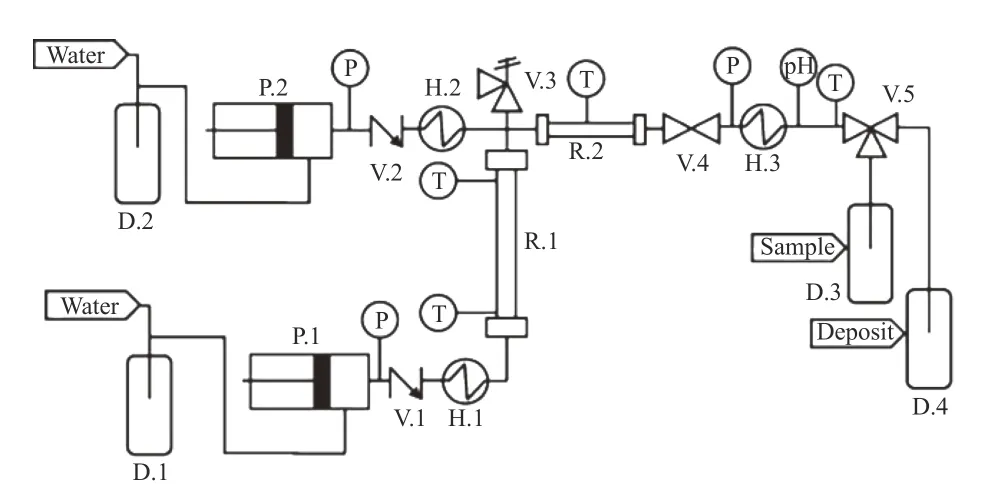
图3 连续分馏与水解反应器[36]
超/亚临界水还适用于木质纤维素中高效分离木质素和纤维素,生产可用于发酵的己糖[37]。由于单独使用超临界水处理木质纤维素,分离得到的纤维素转化为己糖会被迅速分解为不可发酵的产物,因此许多学者致力于降低己糖分解过程的研究。有学者提出一种用于木质纤维素废物预处理和水解的超临界/亚临界耦合工艺,木质纤维素在超临界水中经过预处理和水解后,剥离掉木质素并从纤维素中产生低聚糖,然后在亚临界水中进行二次水解,将低聚糖转化为可发酵糖[38]。在此基础上,Zhao 等[39]提出采用超临界和亚临界相结合的方法对木质纤维素废料玉米秸秆和小麦秸秆进行预处理和水解。在纤维素水解动力学的指导下对发酵己糖的收率进行优化。结果发现,在批次反应器中,小麦秸秆和玉米秸秆在384 ℃时,低聚糖的收率均达到最大值,固液比越大,己糖的收率越高,低聚糖的收率越低;随着反应时间的延长,残留物的比例逐渐降低,其残留物的变化情况如图4 所示。
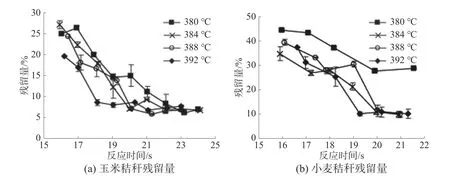
图4 不同超临界温度下残留物变化情况[39]
此后,Zhao 等[40]在连续反应器中研究了超临界/亚临界耦合条件下木质纤维素的转化率,发现纤维素在375 ℃、浓度为35 g/L、反应时间6~10 s以及在380 ℃、浓度为2.5~4 g/L 和8~10 s 时,低聚糖收率能达到30%以上,但是温度高于380 ℃不适合反应的进行。同时,该课题组还研究了木质纤维素材料的超临界/亚临界转化实验。在超临界水(380 ℃、23~24 MPa, 9~10 s)和亚临界水(240 ℃,8~9 MPa, 45~50 s)条件下,玉米秸秆中纤维素和可溶性糖的最大转化率达到68.1%,己糖的收率达到30%左右。当混合物料浓度约为0.5 g/L 时,玉米秸秆中己糖的产量达到29.4 %。
随着超/亚临界水技术的发展,超/亚临界水技术相结合已经成为一种趋势。与酸碱处理、酶水解等传统工艺相比,超临界/亚临界联合工艺具有反应速度快、不需要额外添加催化剂、中间产物无抑制反应等明显优势。木质纤维素在超临界水中的水解过程较为迅速,当木质纤维素水解为低聚糖后极易继续水解生成降解产物,从而不利于对反应产物的控制。当在亚临界条件下,低聚糖的分解速率也呈指数下降,其对低聚糖的水解和葡萄糖的积累更为有利。同时,木质纤维素中不溶性木质素的存在不利于反应的进行。通过将超临界水与亚临界水技术相结合,能有效地去除木质纤维素中的木质素,并且大大提高水解产物的选择性,有利于后期对水解产物的处理。
3 结论
超临界水解技术是一种绿色、高效的水解方法,在木质纤维素降解转化工艺中展现出优良特性:
1)超临界水解技术具有无需预处理、热效率高、反应时间短、副产物少、无污染、产物转化率高等特性;
2)超临界水解技术反应液主要为糠醛、酚类、呋喃、酮、醛、醇、芳香族和脂肪类等有机化合物,液体产物种类受超临界水的温度及反应时间的影响较大,且通过调控水解温度和时间,可以实现分级获得目标产物;
3)通过对水解机理与水解动力学的认识,能够更加明确超临界水的水解过程,精准调控反应中的各因素相互关系,进一步提高水解产物的选择性与转化率。尽管超临界水水解木质纤维素得到了理想转化效果,但是液态目标产物的选择性仍是当前研究的重点和难点。同时,超临界水水解反应设备投资大、运行成本高,在一定程度上限制了其大规模工业化生产。随着对超临界水技术、水解动力学和水解机理的深入研究,将亚/超临界条件与超临界CO2、催化剂等固有优势相结合,协同提高水解性能,充分发挥超临界水解技术在生物质降解过程中的重要作用。
