大热输入焊接用Q420C钢板的开发
2020-12-25刘卫航
刘卫航
(宝钢湛江钢铁有限公司 制造管理部, 湛江 524072)
随着我国桥梁和建筑事业的发展,国内外各大项目焊接工艺均采用大热输入进行现场焊接,以往钢材在焊接施工中的焊接热输入不小于50 kJ·cm-1的即称为大热输入焊接。大热输入焊接用钢材能够承受的焊接热输入越大,焊接速率越高,焊接施工效率就越高[1]。目前我国基建行业对高等级钢材的需求量越来越大,但是随着钢材强度的提高,其冲击韧度和焊接性能显著下降,焊接裂纹敏感性增加。特别是随着焊接热输入的提高,传统低合金高强钢的焊接热影响区力学性能恶化,易产生焊接冷裂纹问题,给大型结构钢的制造带来困难[2]。
2018年初某项目进行招投标时,招标钢板量约15×104t,牌号为Q420C,该项目要求钢板在满足性能的前提下还必须满足大热输入焊接,大热输入要求焊接热输入不小于240 kJ·cm-1。针对该项目的技术要求,笔者对大热输入焊接用Q420C焊接钢板进行开发。
1 大热输入焊接用Q420C钢板性能要求
根据GB/T 1591-2008《低合金高强结构钢》及用户特殊要求,该Q420C钢板的化学成分及力学性能要求见表1和表2。
大热输入焊接用Q420C钢板的其他性能要求:
(1) 当采用最大热输入240 kJ·cm-1以上进行焊接时,焊后热影响区性能满足中国船级社《材料与焊接》工艺评定要求,并且平均冲击吸收能量应不小于47 J,单个冲击吸收能量应不小于34 J。
(2) 具有良好的抗层状撕裂性能,因为该钢板主要用于结构钢梁,钢板在厚度方向受力较大,要求具有Z35级别性能。

表1 大热输入焊接用Q420C钢板的化学成分要求(质量分数)Tab.1 Chemical composition requirements of Q420C steel plate for high heat input welding (mass fraction) %

表2 大热输入焊接用Q420C钢板的力学性能要求Tab.2 Mechanical property requirements of Q420C steel plate for high heat input welding
2 成分设计及工艺设计
2.1 成分设计
该批钢材要求在最大热输入270 kJ·cm-1的情况下,具有良好的焊接性能,因此该钢种在成分设计时要求具有较低碳当量和低的焊接裂纹敏感性指数,并且磷、硫元素需严格控制,以保证钢的洁净度来达到足够的韧性[3],具体的成分设计见表3。

表3 大热输入焊接用Q420C钢板的成分设计(质量分数)Tab.3 Composition design of Q420C steel plate for high heat input welding (mass fraction) %
为了保证钢板最终性能,根据适当的成分配比添加了微量的合金元素铌、钛、铝元素。铌元素主要提高钢板的强度(控轧导致的细晶强化、弥散析出的沉淀硬化及加速冷却导致的相变强化);钛元素抑制加热、轧制及焊接热循环过程中奥氏体晶粒长大,改善钢板的冲击韧性;铝元素与氮元素相结合,消除固溶氮对钢板冲击韧性、时效脆化特性等不利影响,另外铝与氮结合形成AlN粒子,细化钢板晶粒尺寸,提高钢板屈服强度、改善钢板冲击韧性[4-6]。
2.2 工艺设计
该钢种主要生产路径为KR预处理脱硫→转炉吹炼→炉外精炼LF+RH真空处理→动态轻压下连铸→板坯精整→板坯二切→板坯加热→双机架控轧→加速冷却(缓冷)→探伤→剪切→取样性能检验→表面质量和外观尺寸、标识→出厂。
2.2.1 炼钢工艺设计
(1) 铁液比不小于88%,对来料铁液通过加入石灰石等脱硫剂进行KR搅拌去除铁液中的硫元素及夹杂物,控制硫元素质量分数不大于0.001%。
(2) 转炉采用顶底复吹模式去除钢液中的有害杂质磷元素及气体元素,使得钢液温度高于1 650 ℃。
(3) 炉外精炼采用LF+RH真空处理,使得硫元素质量分数不大于0.002%,高真空时间多于18 min,纯脱气时间多于6 min。
(4) 连铸过程中,为保证钢板探伤合格、夹杂物需充分上浮,过热度一般控制在25 ℃,拉坯速度设置为0.8~1.5 m·min-1。
2.2.2 厚板轧制工艺设计
(1) 加热工艺,为保证该成分体系中加入的铌、钛等微量合金元素充分发挥作用,确保铌元素充分固溶,该钢种的加热温度控制为1 120~1 180 ℃。
(2) 轧制工艺采用两阶段轧制,对于粗轧阶段一般控制在奥氏体完全再结晶区域进行轧制,待温度降至部分再结晶区域,停止轧制进行待温,直到钢板温度降至完全未再结晶区进一步进行精轧阶段的轧制。 对于该钢种控轧厚度倍数限制在2~5倍,二次开轧温度根据厚度设定为860~1 010 ℃,终轧温度设定为820~880 ℃。
(3) 冷却工艺,控轧冷却的目的主要是钢在经过控制轧制后,钢中的奥氏体组织经过一定的冷却速率,奥氏体组织一部分转变为贝氏体组织,从而在低碳当量的情况下,获得高的强度及韧性。该钢种根据不同的厚度使开冷温度控制为780~830 ℃,冷却速率控制为14~25 ℃·s-1,终冷温度控制为450~600 ℃。
3 性能试验
对采用上述成分设计及工艺设计开发出的40 mm厚的大热输入焊接用Q420C钢板进行性能验证。
3.1 拉伸性能
按照GB/T 2975-2018《钢及钢产品力学性能试验取样位置及试样制备》进行取样和制样工作,参照GB/T 228-2010《金属材料室温拉伸试验方法》和GB/T 5313-2010《厚度方向性能钢板》进行拉伸试验,其抗拉强度、屈服强度、断后伸长率及抗层状撕裂性能满足标准要求,具体见表4。
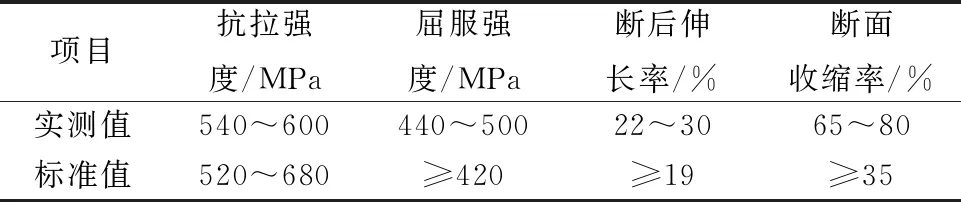
表4 Q420C钢板的拉伸性能Tab.4 Tensile properties of the Q420C steel plate
3.2 低温冲击韧性
对试制出的40 mm原Q420C钢板按照GB/T 229-2007《金属材料夏比冲击试验方法》进行冲击试验,钢板在20~-80 ℃的冲击吸收能量均满足标准要求,且富余量较大,见图1。

图1 Q420C钢板冲击吸收能量曲线Fig.1 Impact absorption energy curve of the Q420C steel plate
3.3 大热输入下的焊接性能
采用焊剂铜衬垫法(FCB法)大热输入焊接试验对该Q420C钢板进行焊接,热输入为250 kJ·cm-1,测试其焊接性能[7-9]。焊缝弯曲时采用全厚度侧弯,弯心直径为40 mm,弯曲角度为180°,压头中心对准焊缝中心。弯曲试验后可见,试样受拉面平整,无任何裂纹,弯曲结果为全部合格。该Q420C钢板焊后拉伸性能及冲击性能见表5。
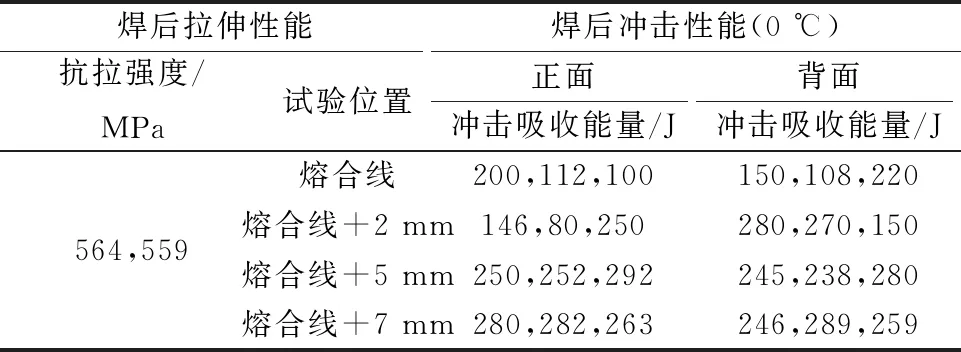
表5 大热输入焊接后Q420C钢板的拉伸性能及冲击吸收能量Tab.5 Tensile properties and impact absorbed energy ofthe Q420C steel plate after high heat input welding
3.4 显微组织
在不同放大倍数下观察该40 mm厚Q420C钢板的1/4厚度处的显微组织,如图2所示。其显微组织为贝氏体+少量铁素体,晶粒度水平为10~12级,其组织细小均匀。
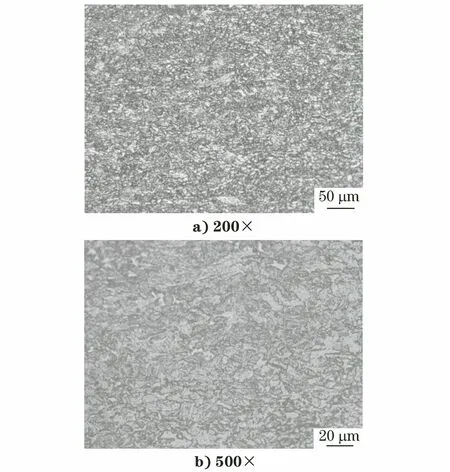
图2 Q420C钢板的显微组织形貌Fig.2 Microstructure morphology of the Q420C steel plate
4 结论
(1) 通过成分设计和工艺设计,成功开发出了具有大热输入焊接性能的厚40 mm的Q420C钢板,该Q420C钢板的显微组织细小均匀。该钢板的力学性能较好,在-80 ℃下其冲击吸收能量>200 J。
(2) 该Q420C钢板在热输入为250 kJ·cm-1的情况下,其熔合线处的冲击吸收能量远大于47 J,表明其焊接性能较好。
