浅析影响电解铜质量的因素及解决方法
2020-12-25
(巴彦淖尔西部铜材有限公司,内蒙古 巴彦淖尔 015000)
1 电解基本原理
铜的火法精炼一般能产出含铜98%~99.8%的铜产品,不能满足现代工业对铜的要求。因此,几乎所有的火法冶炼的铜都需要经过电解精炼,除去火法精炼难于去除的杂质,得到电解铜。铜电解精炼工艺自1869年首次在工业上应用至今,其基本原理没有变化。目前主要工艺有始极片法(传统法)和永久性阴极法(永久性不锈钢阴极作为阴极片),本文主要分析传统法,传统法是指以火法精炼浇铸的阳极板作为阳极,用纯铜薄片作为阴极,以硫酸铜和硫酸的混合溶液作为电解液,在直流电的作用下,阳极上的铜和电位较负的金属溶解进入溶液,贵金属和某些不溶金属进入阳极泥沉于电解槽底。溶液中的铜在阴极上优先析出,其它电位较负的金属留于电解液中定期净化除去。阴极上析出的金属铜纯度很高(>99.9935%),称为高纯阴极铜,也称之为电解铜。
2 铜电解主要控制技术及参数
(1)原料。要求原料必须符合标准,首先物理规格应满足每块阳极板的重量差不超过5%;上下厚度一致,下部不可厚于上部;板面有一定的平直度;板面平整致密,无气泡、蜂空、飞边、毛刺及其他附着物;耳部不得有冷隔层和折损。鼓肚、弯曲的阳极板易引起极间短路,影响电效。化学指标如表1所示(各单位根据实际情况稍有差异)。

表1 原料的化学指标
(2)电解液成分。铜电解液的组是由硫酸铜和硫酸的水溶液,如果说阳极、阴极是铜电解过程的两个支柱,电解液则是铜电解过程中铜离子迁移的载体。电解液的组成成分、阳极成分、电流密度与电解铜的质量有着密切的关系。通常电解液的组成成分如表2所示,H2S2O4不能无限地升高,硫酸升高时,硫酸铜的溶解度会降低,电解液中Cu2+浓度不得小于35g/L,否则杂质AS、Sb、Bi可能在阴极析出,Cu2+浓度升高时,电阻、槽电压、电能消耗都会升高,严重时会有硫酸铜析出。

表2 解液的组成成分
(3)电解液温度、循环。温度是影响电解液的一个重要因素,温度升高,电解液粘稠度下降,有利于阳极泥沉积。同时电解液的电阻下降,电耗降低。此外,铜离子的扩散能力加强,阴极附近的铜离子贫化几率降低。但温度过高,会使添加剂的分解加快,电解液的蒸发量加大,会造成作业环境恶化,能耗上升。所以电解液通常维持在60℃~65℃,这样既能保证阴极铜的质量,又可以节约电耗。为了克服浓差极化、传递热量、添加剂、维持体积平衡、杂质平衡,需要电解液循环。循环量的大小与阳极板的成分、电流密度、电解槽的容积有关,一般单槽电解液循环量18L/min~35L/min,循环方式有两种:上进下出和下进上出。平行流技术用于大电流密度,属于强化循环方式。我公司为了便于阳极泥沉降,采用上进下出,循环量维持在20L/min~22L/min。
(4)添加剂。为了获得纯度高,表面光滑的电解铜,在电解精炼中要加入各种表面活性物质作为添加剂[1]。常用的添加剂有明胶、硫脲、干酪素、盐酸等。明胶能促使阴极铜结晶细致、表面光滑,对表面结粒有较强的抑制效果。硫脲有利于阴极铜结晶变细,板面致密,起到细化结晶的作用。盐酸作为添加剂,可使溶液中量很少的AgCl沉淀进入阳极泥,减少贵金属的损失,降低阳极钝化程度。
(5)电流密度、同极距。电流密度[2]是影响铜电解生产的重要技术经济指标之一。影响阴极铜沉积物结垢和性质的重要因素,若电流密度低,产生的细粒、粘附的阴极沉积物,不利于晶核的形成。当电流密度一定时,铜电解液电压受硫酸浓度和硫酸铜及其杂质浓度影响,硫酸浓度下降或铜离子浓度上升,会导致电阻增大,电压升高;当电解液成分不变是,电解液电压由电流密度决定,电流密度高,电解液电压增大,增加电耗,我公司一般控制在250A/m2。同极距是指槽内相邻阴极或阳极中心之间的距离,适当的缩短极距可减少电解液的电压降,降低电耗,此外能增加槽内的阴阳极片数,提高设备生产率,与此同时电极短路的危险性增加,我公司一般设定在90mm。
3 影响电解铜质量的因素
3.1 不合格电铜的形式
A、板面粒子;B、下沿肥边;C、异形、刀口铜;D、上沿粒子;E、上沿白边;F、下沿发绿;G、烧板、薄板。

图1 板面粒子
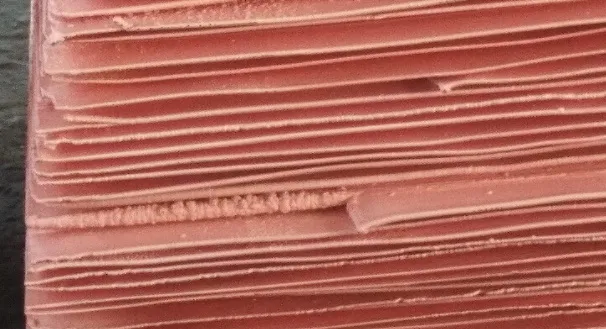
图2 下沿肥边

图3 异形、刀口铜

图4 板面发白
3.2 不合格电铜产生的原因及解决措施
(1)板面粒子。板面局部粒子:主要原因是阴阳极极距不均,导致阳极板大面鼓包、小面毛刺、弯曲,针对这种情况,应从阳极板挑选,阳极板置于槽头、槽尾;阳极板在电解槽内不垂直,阳极板在双极照缸时校正,保持垂直;对于始极片局部弯曲、不垂直,应在机组、出装槽在入槽使用前平整;针对始极片薄,因加工应力而不垂直,应通过电调平板,保持垂直,同时种板检查钛板以及接触点;电调在处理短路过程中附近电铜极距变动,因此每次处理短路后应检查附近3块阴阳极板;电调用探棍检查时碰触到阳极,为防止搅起槽底沉降的阳极泥,探棍检查应紧贴电铜表面。
板面大部分有粒子:首先考虑阳极板钝化,槽电压升高,应及时采取单槽断电、敲打阳极板、电解液静置沉降、吊出阳极板冲洗;其次考虑原料阳极板含氧量高,保持高位槽液位有溢流,分液缸排气,这样可以有效解决含氧量高带来的影响;此外还有可能是溢流口挡液板破损、循环量低,电解槽内铜离子贫化、接触点导电性不好,通电瞬间被电击、添加剂失效或用量不当等原因造成板面大部分有粒子。板面下部粒子:应考虑始极片弓板、弯曲,出装槽要严格按规定校正每一片始极片。此外可能是电解液比重大,阳极泥不易沉降,细小颗粒悬挂在始极片,造成“小面积”短路,导致产生粒子,同时伴有电解铜含银量升高,这时应实时是监控电解液中各成分的含量,及时净化电解液除杂、除胶的分解物。
(2)异形、刀口铜。它的特点是电铜边缘不齐整、电铜左右一边薄、一边厚,出现这种现象有以下几种可能:钛板部分表面有氧化层或油污,铜皮韧性不好,压纹加工后开裂,双极照缸、调片不到位、出现偏板,电调处理短路后未恢复到原位,对照实际情况可采取更换、打磨钛板,调整添加剂量,提高调片和照缸的工作质量,处理短路后检查左右对正情况,机组也要注意在铆耳时片歪斜,存在高低耳一定要及时扶正。在阴阳极板近(相对于这个板面)的地方,由于电解液的电阻小,电流就高。因此,这块地方金属沉积就特别快,很容易出现均匀密布的粒子,这也是形成刀口铜的原因。
(3)上沿白边、下沿发绿。产出的电解铜上沿有开花粒子或白边,造成这种现象的原因通常是由于电解液液位低导致的,部分硫酸铜结晶吸附在上沿,失去水之后变成白色粉末。处理这种问题就得加强槽面作业管理,按时提液到位,或者出铜前用高压水枪冲洗即可解决。还有一种情况是电解铜下沿发绿,这是由于电铜下沿有硫酸铜水印,遇潮发绿,通常是因为烫洗水未及时更换,烫洗水含酸高,烫洗时间、烫洗水温度不够造成的,及时更换烫洗水,延长烫洗时间,升高烫洗温度即可得到解决。
4 结语
综上所述,铜电解是一个复杂的电化学反应过称,有诸多因素会影响电解铜质量,加大电解铜质量攻关力度,对产出不合格电解铜,通过总结积累经验,结合现场实际情况及时分析出产生的原因,果断的采取措施使问题得到解决,只有这样才能产出高质量的产品,才能使产品经济效益最大化,只有这样才能提升企业在市场的竞争力。